自動化立體倉庫技術在冷鏈倉儲物流行業的應用
2018-05-25 13:55:23吳迪,徐健,曹路園等
制造業自動化 2018年5期
0 引言
十九大全國各行各業都在為實現“兩個一百年”目標而努力。其中冷鏈倉儲和配送等行業正努力向智能化發展,提高產品的產量、保證產品的質量。現有國內冷庫普遍布局不合理、自動化程度不高,嚴重制約冷鏈行業的發展,尤其是在乳制品行業和冷凍食品行業。
現有乳制品行業和冷凍食品行業的市場在不斷擴大,消費者的需求在不斷增加,但現有大多數冷庫的現狀是自控化和信息化程度低、基本是靠人工搬運和紙質記錄信息,產品質量和產量都無法保證。從行業發展的趨勢來看,冷鏈行業對于自動化倉庫的需求潛力巨大,企業發展一定會朝著自動化、信息化和智能化的方向發展。
1 項目簡介
該項目是國內某大型冷凍食品生產企業,項目涉及倉儲物流、制造業自動化、自動化生產線等領域,主要包括箱式輸送線、托盤輸送線、智能物流設備、自動化立體倉庫、多重冷庫保溫門控系統、智能監控和計算機管理監控系統等內容。
2 自動化立體庫冷庫的組成結構
自動化立體庫由企業信息接口、信息管理系統、設備監控調度系統、設備PLC控制系統、自動化物流設備系統和基礎設備組成,系統結構如圖2所示。
自動化立體庫調度系統和信息管理系統硬件結構采用客戶機/服務器模式。輸送機控制系統采用工業以太網PROFINET現場總線。堆垛機、穿梭小車與輸送機控制設備通過無線以太網進行通訊,手持終端通過無線以太網與管理系統進行通訊,系統硬件結構如圖3所示。

圖1 立體倉庫外觀
其中計算機管理及調度監控系統硬件由數據服務器、管理工作站、監控工作站、入出庫工作站、無線基站、無線手持終端以及網絡交換機等設備構成。控制系統由堆垛機控制器、輸送機控制器、穿梭車控制器以及PROFINET總線控制網絡、檢測系統等組成。
3 自動化立體冷庫控制系統的工藝介紹
自動化立體冷庫控制系統的總體設計思路為“集中管理、分散控制、減少人工干預和易于維護升級”。控制層通過網絡可向車間管理層上傳在線設備狀態、工藝數據和管理層需要的數據。車間管理層通過網絡可向控制層下發物流調度信息和控制層需要的信息。
1)堆垛機控制系統工藝
堆垛機控制系統設計是根據客戶的要求——降低成本,要求每臺堆垛機負責兩個巷道的出入庫,堆垛機通過彎道的方式在兩個巷道內往復運動,與各個出入庫站臺輸送機進行交接,完成貨物的入出庫作業,如此,在有限的空間設計出可以盡可能多的貨架,提高冷庫的利用率。
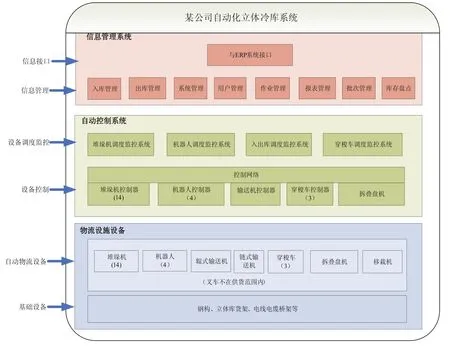
圖2 系統結構示意圖
針對冷庫的環境特點,一般都在-18℃左右,因此堆垛機控制系統中的控制器、傳感器、電氣元件和電纜等,都做了防護措施或直接選用耐低溫的產品。
2)輸送線控制系統工藝
輸送線控制系統設計是根據控制系統的要求和項目的特點,采用西門子公司最新的總線PROFINET網絡,PROFINET網絡控制是當前自動化領域最前沿的網絡控制,PROFINET技術是未來自動化總線技術發展的趨勢。
PROFINET網絡系統具備以下特點:
(1)支持控制層設備直接和車間管理層通訊;
(2)支持星形、總線形和環形等網絡拓撲結構;
(3)布線靈活,降低施工難度、節約施工成本;
(4)系統可靠性高,保證控制層設備穩定運行。
輸送線控制系統選用CPU 317 2PN/DP作為主站和7個PROFINET子站,組成PROFINET I/O網絡系統,實現一種允許所有站隨時訪問網絡的交換技術。這樣可以實現多個節點的并行數據的發送和接受,充分發揮數據信息傳遞的高效性,使網絡數據信息傳遞的利用率達到最大化。同時主站CPU 317 2PN/DP還具備TCP/IP協議下的Ethernet通信網絡,這便于與堆垛機、智能小車和監控系統等進行通訊。具體配置如圖4所示。
4 結束語
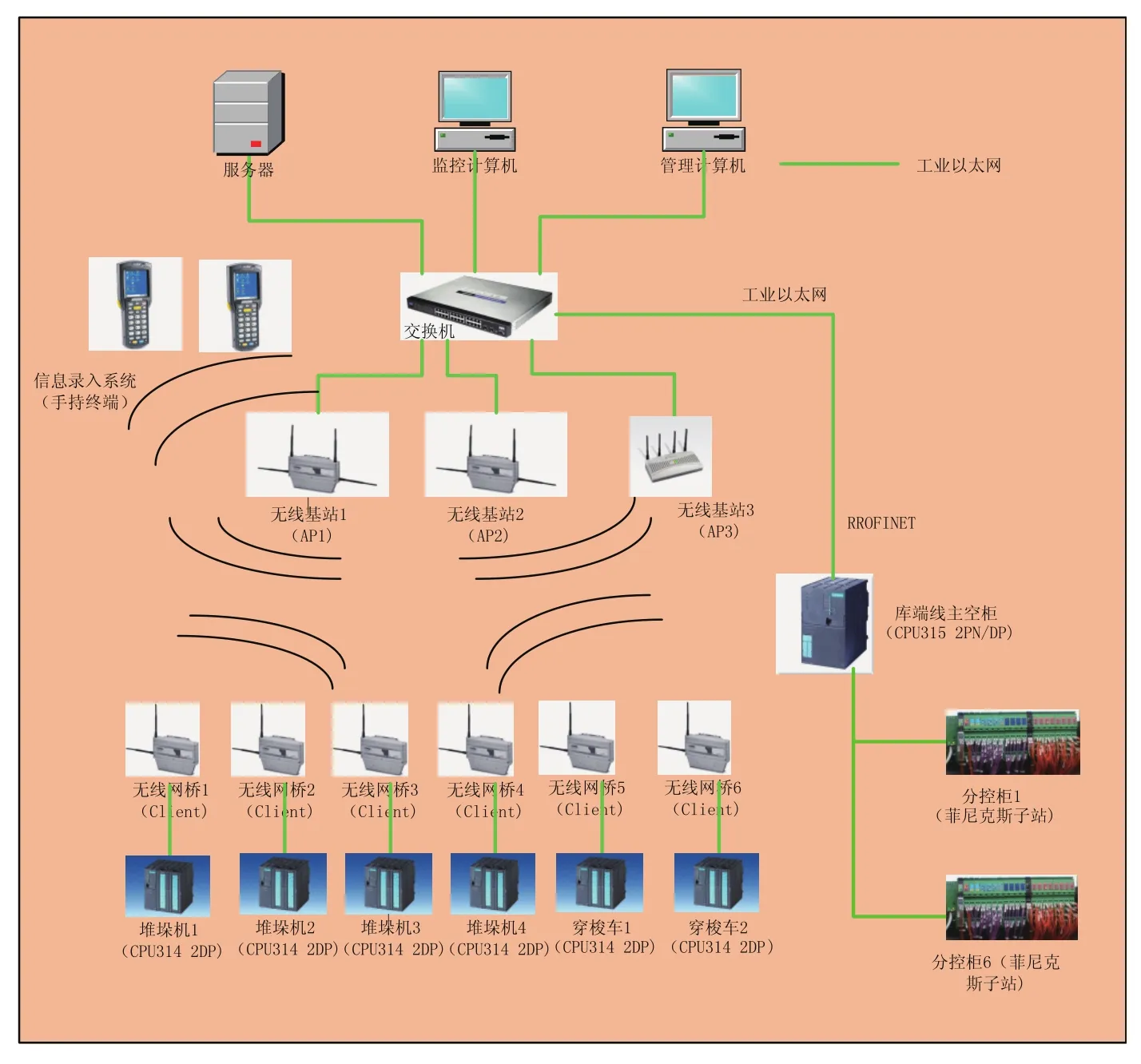
圖3 系統硬件結構示意圖
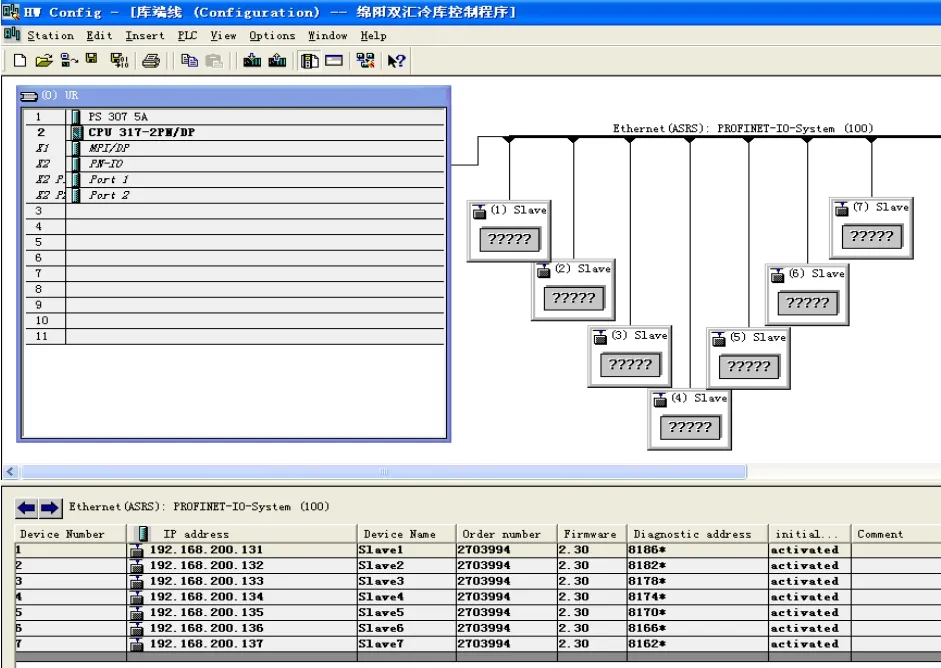
圖4 冷庫輸送系統硬件配置圖
1)每臺堆垛機負責兩個巷道的出入庫作業,大大降低了投資成本。
2)庫端輸送系統應用西門子最新的通信協議PROFINET,采用星型拓撲結構,提高了系統的穩定性,同時應用PROFINET I/O的優先級功能保證通信功能和確定性,傳輸速率到達100Mbit/s。
3)選用了大批應用于低溫工作條件的傳感器,如條碼定位系統、信息識別系統和以太網通信系統,它們的使用保證了電氣控制系統的穩定運行。
4)控制系統的控制柜都做了保溫處理,通過溫控器自動控制溫度,保證柜內溫度保持在零上5℃~10℃之間。
參考文獻:
[1]崔堅.西門子工業網絡通信指南[M].機械工業出版社,2005.6.
[2]天津電氣傳動設計研究所.電氣傳動自動化技術手冊,機械工業出版社,2005.6.
[3]西門子自動化設備部.系統手冊A5E00879148-05[Z],2010.7.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
