高爐水渣倉特種耐磨襯板的加工方法
2018-05-25 01:01:39陳小忠宋電話
現代冶金 2018年2期
陳小忠, 李 君, 宋電話
(中天鋼鐵集團有限公司, 江蘇 常州 213011)
高爐水渣倉特種耐磨襯板的加工方法
陳小忠, 李 君, 宋電話
(中天鋼鐵集團有限公司, 江蘇 常州 213011)
摘要:介紹了一種實用新型的技改方法:通過一體化內襯板敷設技術,阻斷了高爐水渣中固、液、氣三態物質與高爐水渣倉倉體下錐段外殼體的直接接觸,延緩了外殼體的腐蝕進度,增長了倉體的使用壽命,減少了維護量。所述一體化內襯板敷設技術主要指采用一種耐磨陶瓷為骨料,以高強結合劑做膠接料,使用澆注成型的方式完成襯板的加工。
關鍵詞:高爐煉鐵; 爐渣; 水渣倉; 襯板; 壽命
引 言
目前冶金行業煉鐵高爐產生出的副產品爐渣都是通過水化處理變成水渣而進行外運銷售。一般常用的水渣處理方法是通過沖渣池過濾水渣,再用抓斗抓到堆場進行外運處理。目前因引進國外水渣處理技術較多,而常采用干法水渣處理,如嘉恒法、INBA法等;此類高效的水渣處理方法,能使水渣經強制脫水后,直接吐落到脫水器外并通過配套的膠帶輸送機,輸送到能夠裝載多達幾百噸的水渣倉里,從而減去了再次轉運的過程,大大減少了水渣的運輸費用。
由于目前的水渣倉大部分都只是作為臨時存儲中轉中心,其是高爐流程的一部分。而高爐一般為連續生產,只在計劃檢修時停爐10 h左右。因此,水渣倉如果需要經常性的停機空倉檢修,將對高爐生產節奏造成一定的影響。目前水渣倉常用的襯板敷設方法,因無法防止水渣中水分及小氣泡與鋼體倉壁的直接接觸,最終會造成倉體外殼鋼板較快腐蝕,因此在一定年限后,倉體外壁的修補工作需不定期進行,維修量居高不下;特別是倉體下部錐段,由于水分、空氣等容易積留,腐蝕速度將更快,嚴重時將造成下錐體整體脫落的安全事故。
因此,有必要設計一種方法,使襯板既能隔離物料,又具有防水、防氣的效果,使渣倉外殼的使用壽命大大延長,同時減少一些不必要的維修工作。
1 一體化成型襯板的加工方法
1.1 設計思路
經過現場查看,針對這種水渣倉維護保養的特性,選擇了高強耐磨澆注料對其內壁進行整體澆注,達到內壁與水渣之間無縫接觸,耐磨料層厚度一般為5 cm左右,有條件可至10cm左右,這樣就能起到長時間使用渣倉本體的效果,而不需要經常對渣倉本體進行維護保養工作。
這種耐磨澆注料主要是以耐磨陶瓷為骨料,采用高強結合劑做膠結材料的一種材料,主要成分為Al2O3,占比約70%~80%。使用過程中嚴格按照使用要求進行操作,使材料的強度達到最高值以及與原始倉體之間結合性能達到最強。
1.2 施工方法
施工時,由于耐磨料是采用涂抹澆注式施工,料與原倉體之間要有一個良好的結合,這就要求對耐磨料襯體與倉體之間作幾個處理:
(1)在倉體澆注耐磨料施工前需對焊接鋼構表面進行焊接錨固筋,最大限度地保證其牢固程度;
(2)局部地方出現銹蝕的部位需要除銹,表面做好清理工作;
(3)錨固釘焊接固定好以后可進行掛網,鐵絲網最好使用鍍鋅鐵絲,鐵絲不能生銹,如有局部地方出現銹蝕情況需要除去,鐵絲的直徑選用1 mm,鐵絲網的孔徑在3~4 mm之間,鐵絲網掛在錨固筋上后需要用鐵絲固定牢固,不能有任何松動現象,調整鐵絲網與料倉基層的最佳距離為2~3 cm。掛網的作用主要是防止耐磨涂層開裂并方便涂抹,增強其結構性能強度。
施工中,可采用耐磨料噴涂澆注施工方法。可根據所要澆注涂抹的水渣倉體制作內筒襯體,通過澆注振動式施工達到內壁注料牢固的目的,有筒體便于高強耐磨料澆注成型,并保持內壁光滑,保證下料順暢。如果有噴漿設備,可用噴射澆注的方法施工,最后進行成型涂抹工作,也可達到相同效果,這樣可省去制作內筒體的工作,但必需進行掛網,便于耐磨料短時粘結倉體牢固,也便于耐磨料內部結合致密。人工涂抹時,注意在涂抹的過程中要一層一層地連續涂抹,不能一次涂抹5 cm厚,否則會影響涂抹料的粘結性能;要進行連續作業,如施工停頓時間過長需要進行收邊等處理后方可再進行涂抹施工,以免影響其粘結性。
澆注涂抹施工前可在水渣倉體內表面刷一層界面劑。由于水渣倉體與耐磨涂料襯體的膨脹系數不一樣,在使用過程中容易出現脫層的現象。而界面劑一方面起到了將混凝土襯體和耐磨料襯體黏結到一起的作用,防止空鼓現象的發生;另外一方面起到了緩沖倉體和耐磨涂料襯體的膨脹作用,防止脫層的現象發生。這也是防護倉體的最基礎的要求,否則堿性水一旦滲透到鋼板部位,就會有空氣進入,也就不能有效防護鋼結構倉體了。
在使用噴漿設備對高強耐磨料進行操作時,可在噴涂到約3 cm厚度的時候,就開始貼網;而在有內筒襯體的渣倉內直接澆注施工時在焊接好足夠錨固釘后可省去此項操作。掛網貼制過程中網片要求壓到耐磨料內去,防止空鼓現象的發生。料需采用機械攪拌,最好使用砂漿強制攪拌機,加水量應嚴格按照產品說明書推薦的用水量進行攪拌,要有準確的計量工具來稱量,攪拌要均勻,不能出現干粉現象,嚴禁在涂抹料中摻加任何外加劑和摻和料。每次攪拌量應視用量多少而定,以保證在規定時間內將料用完,以免時間過長影響材料的涂抹性能。
這樣,經過對水渣倉內壁面采用耐磨料的噴抹施工,水渣倉體內部就能達到抗水并耐磨的功能,并經過適當方法保養后,能達到最佳強度及防護功效。
2 一體化成型襯板的圖解說明及應用實例
如圖1所示是水渣倉體的部分剖面圖,可以看出,一體化成型襯板的覆蓋部分由出倉口至倉錐往上約30 cm左右。從放大的局部可以分辨出襯板材料的細節。
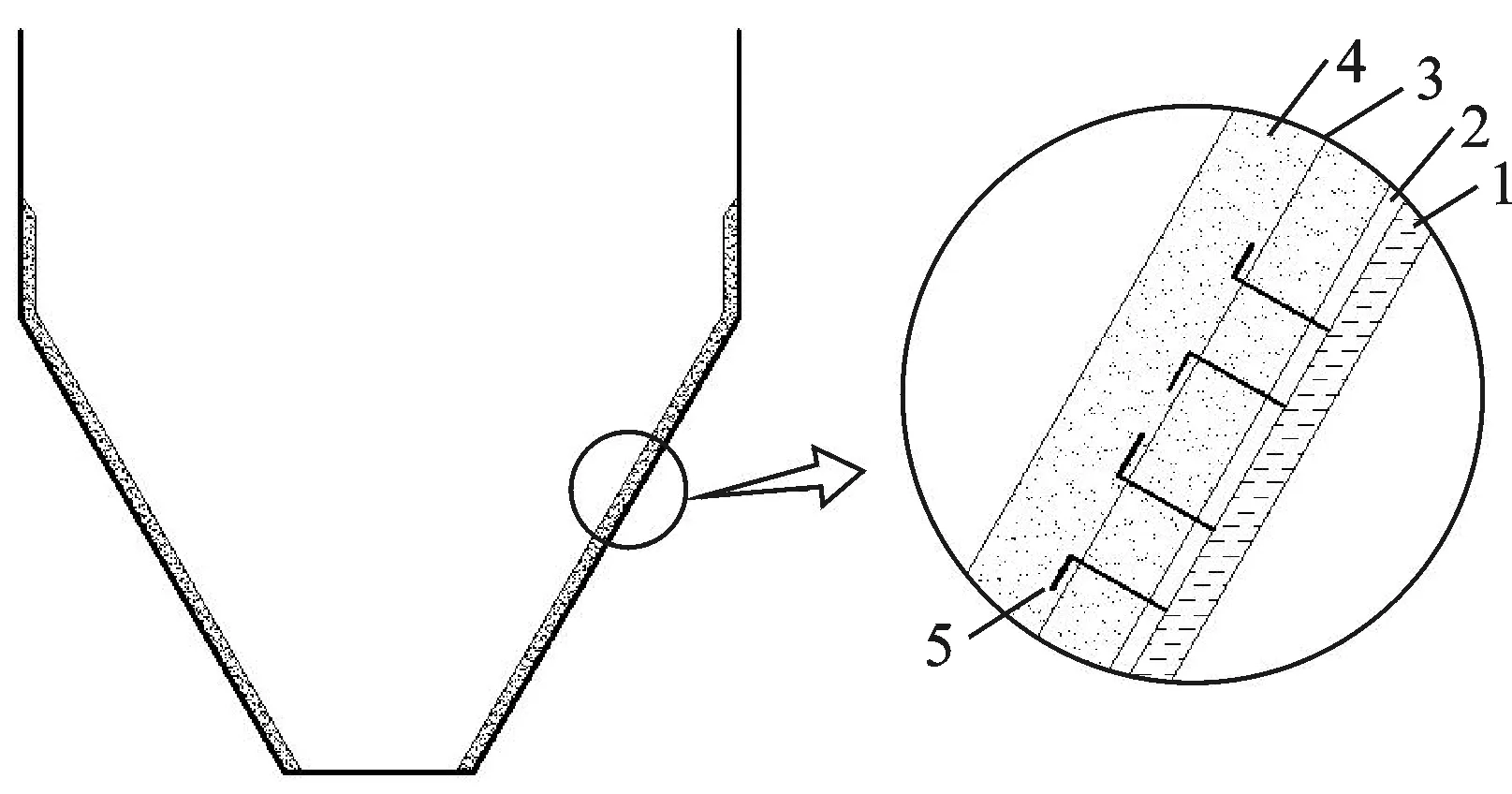
1.鋼板外殼;2.界面劑;3.鐵絲網;4.澆注料;5.錨固筋圖1 水渣倉體部分剖面圖
按照這種水渣倉的施工方案,進行了4#,5#,6#爐渣運線的水渣稱量斗的技改工作。此區域的輸送線為一條線,至水渣倉處再分為兩條至運河邊上船運的輸送線。在調整好高爐生產計劃的同時,先對其中一條輸送線的水渣倉進行技改。
第一次采用內筒襯體模板壓注式的施工。首先,去除腐爛的原水渣倉下部,更換新的一段,包括下面的驅動閘門。接著,在要澆注的水渣倉內壁上焊接錨固釘,錨固釘采用鋼筋或其他類似的材料。當焊接好以后,根據現場施工條件,把制作好的內筒襯放入需涂抹澆注的渣倉內,調整好筒體與內壁的間隙后并固定住,然后按澆注進度在現場機械拌料并直接澆注施工,并用振打棒壓實。水渣倉經過一段時間保養后,就能投入正常使用。如果有條件,可用烘烤辦法縮短保養時間。
第二次采用噴漿射注式的施工。總結前次施工的經驗,覺得用噴漿式辦法要好。先與上次修護水渣倉一樣更換部分無法使用的筒體,然后再在里面所需位置焊接錨固釘。根據涂抹要求,先噴涂3 cm左右厚的漿料,然后用掛鐵絲網的辦法粘貼加固,并壓實至漿料內。再噴涂2 cm左右厚度的漿料,最后,人工進入倉內進行修磨至光滑,使下滑物料快捷。最后經適當保養維護后,投入正常使用。
按以上方法修護的水渣倉目前使用良好,按照現在的使用狀態,預計可使用7~8年。
另外,8#,9#,10#高爐共用的一條渣運線的集中計量的鋼結構稱量渣倉,經過同樣的修護方法后,使用情況良好。
3 結束語
本研究針對高爐水渣倉腐蝕較快、維修周期短、維修量大的問題,結合水渣工況,分析了主要原因,最終采用一體化成型襯板敷設的方式,解決了這一問題。相比于之前在料倉內部安裝耐磨襯板的方式,本方案的特點在于:采用高強耐磨澆注料對渣倉內壁進行整體澆注,達到內壁與水渣之間無縫接觸,徹底隔絕了倉體鋼板與水渣物料之間的接觸,有效地保護了倉體殼體,大大延長了倉體的使用壽命。此外,此種結構的一體化襯板也適用于其他工況較為惡劣的設備,同樣可起到保護設備主體,延長設備使用壽命的作用。
參考文獻:
[1] 陳小忠. 一種具有特種耐磨料襯板的水渣倉[P].中國CN201320688190.1,2014-05-21.
收稿日期:2017-12-09
中圖分類號:TF321.7