
大型航空薄壁件真空氣淬過程的數值研究
2018-05-30 03:22:36周路海黎軍頑閔永安
上海金屬 2018年3期
袁 坤 周路海 黎軍頑 閔永安 劉 鎏
(省部共建高品質特殊鋼冶金與制備國家重點實驗室、上海市鋼鐵冶金新技術開發應用重點實驗室和上海大學材料科學與工程學院,上海 200072)
熱處理作為提高材料強韌性的方式,在工業生產中得到廣泛應用,但在熱處理過程中伴隨著熱應力和組織應力的變化,往往使得零件畸變甚至開裂。大型航空零件由于結構尺寸大、壁薄、結構剛性差等特點在熱處理過程中經常會出現畸變問題,航空零件的畸變控制一直是各個國家非常重視的問題[1- 2]。熱處理過程受多種因素影響,從而使得熱處理過程中的溫度場、組織場和應力場的演變規律,以及零件的畸變情況難以通過試驗手段實時檢測[3- 4]。
隨著計算機技術的快速發展,對于熱處理過程中畸變問題的數值研究也在逐步開展中[5- 6]。李世鍵等[7]采用SYSWELD軟件對接頭零件油淬熱處理時的畸變問題進行了模擬仿真研究,獲得了接頭帶筋腹板和U型槽部位的熱處理畸變規律;王延忠等[8]基于DEFORM有限元軟件模擬了滲碳淬火工藝對齒輪殘余應力分布和畸變量的影響,為工藝參數的確定提供了一定的理論指導;Yang等[9]利用ABAQUS軟件對A357鋁合金大型復雜薄壁構件的淬火過程進行了模擬,綜合考慮了淬火介質及溫度的影響,得到了零件淬火后的畸變情況。雖然,目前對熱處理畸變的數值研究已經有了一定進展,但是對于大型薄壁件熱處理畸變的數值研究還相對較少,并且這些研究大多未能綜合考慮溫度場、組織場、相變潛熱和應力場的耦合作用對零件熱處理畸變的影響,因此,大型航空薄壁件的熱處理畸變數值研究還有待進一步深入探討。
基于上述研究現狀,本文以某航天技術企業的大型薄壁件為研究對象,建立30Cr3鋼的材料模型,并建立多場耦合的數值模型,實現大型薄壁件熱處理過程的數值再現,研究熱處理過程中零件的畸變情況,并結合現場測試的結果,為熱處理工藝的設計和優化提供指導。
1 試驗過程
1.1 試驗材料及熱處理工藝
本文研究所用的材料是某企業提供的30Cr3鋼,具體化學成分見表1。采用三段式加熱保溫,具體工藝為:加熱60 min,升至550 ℃,保溫30 min;再加熱30 min,升至750 ℃,保溫30 min;最后加熱25 min,升至920 ℃,奧氏體化,保溫30 min,隨后進行真空氣淬,具體工藝路線見圖1。

表1 30Cr3鋼的化學成分(質量分數)Table 1 Chemical composition of the 30Cr3 steel (mass fraction) %
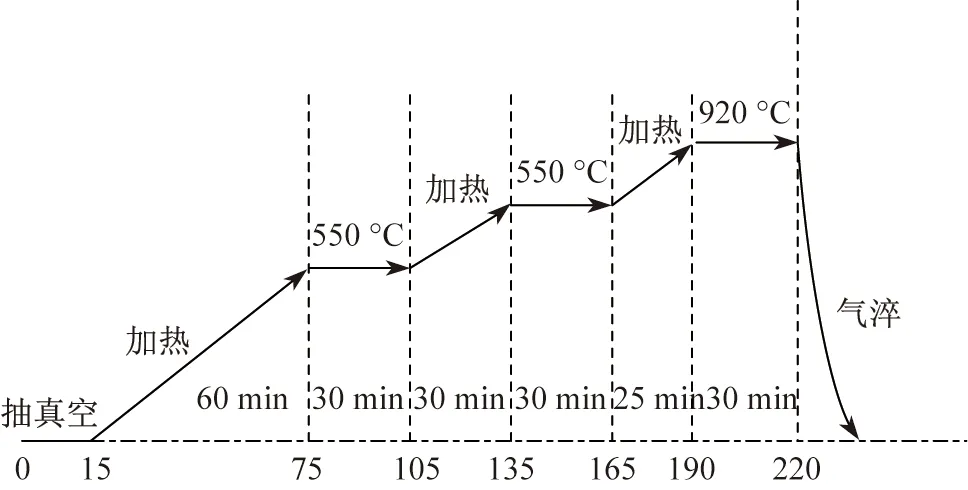
圖1 熱處理工藝Fig.1 Schematic diagram of the heat treatment process
1.2 試驗方法
零件在真空氣淬爐中的實際裝填方式如圖2(a)所示,淬火氣體從爐壁向零件噴射。由于零件之間的相互遮擋,零件靠內側一面為陰面無法被氣體直接噴射,可以被氣體直接噴射到的為陽面。為了驗證DEFORMTM數值模擬的準確性,試驗過程中使用多通道溫度記錄儀實時記錄零件各個部位的溫度隨時間的變化,便于將模擬值與實測值對比。在考慮零件對稱性的基礎上,分別在零件陽面、陰面的上部、1/4h部位和1/2h部位各取3個測溫點,分別記作點1~6,見示意圖2(b)。

圖2 零件裝填位置示意圖(a)和測溫位置示意圖(b)Fig.2 Schematic diagram of loading (a) and temperature measurement positions (b) of the parts
2 數值模擬
2.1 有限元模型
本文研究的對象是大型航空薄壁筒狀零件,其結構特點為:高1 158.24 mm,外徑300 mm,壁厚2 mm,在頂部和低部有壁厚變化。采用DEFORMTM有限元分析軟件對30Cr3鋼航空薄壁件的熱處理過程進行模擬,為了能夠準確反應零件在熱處理過程中的畸變情況,選取整個零件作為計算模型。由于零件壁薄、長徑比大等特點,為了保證足夠的計算精度,采用六面體網格劃分的方法,同時在零件頂部和底部進行了局部網格細化處理,共有79 040個節點,54 720個單元,其有限模型見圖3。
2.2 換熱系數
對于材料熱處理的數值模擬來說,換熱系數的準確性將直接影響模擬結果的精度。本文的換熱系數是利用實測的溫度曲線,通過DEFORMTMHeat Inverse反傳熱模塊逆向求解所得,并通過多項式擬合的方法,將反傳熱計算所得的換熱系數回歸擬合,以提高計算結果的收斂性。如2.1節所提及,零件在實際冷卻過程中存在著陰面和陽面之分,為了真實反應零件的實際冷卻過程,分別設置了陽面頂部、陽面中部、陰面頂部、陰面中部以及內表面5個換熱面,換熱面及換熱系數見圖4。
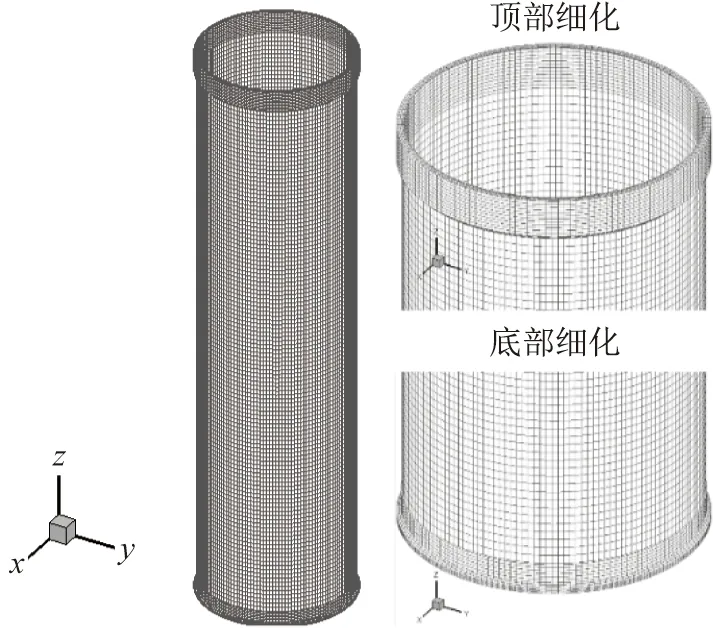
圖3 薄壁件有限元模型Fig.3 FEM model of thin- wall part
2.3 材料參數
在熱處理過程中,材料的物性參數不是恒定的常數,而是隨著溫度變化的函數,本文對30Cr3鋼的熱物性參數進行了精確的測量。對于高溫彈性模量,采用高低溫彈性模量及內耗測試系統進行測量;對于高溫熱導率,則采用LFA457激光導熱分析儀進行測定, 獲得的材料熱物性參數如圖5所示。其他物性參數采用熱力學計算軟件JmatProTM進行計算。

圖4 換熱面及換熱系數Fig.4 Heat transfer surfaces and heat transfer coefficients
3 結果與討論
為了研究零件在熱處理過程中的畸變情況,需要研究零件在此過程中溫度和組織演變的情況。為此,選取與2.2節中圖2(b)相對應的6個點作為跟蹤點,分別記作P1~P6。
3.1 溫度場的演變
圖6(a)是陽面3個點溫度隨時間的變化曲線,隨著淬火時間的延長,各點的溫度都呈下降的趨勢,P2、P3的冷卻速度要明顯大于P1。這是因為P1位于陽面頂端壁厚較大部位,而P2、P3位于殼體上薄壁部位,薄壁上的熱量散失要明顯快于壁厚部位,說明了壁厚差異對于溫度變化的影響。同時,由于P2、P3同屬于薄壁部位,并且兩點之間距離較小,因此表現在溫度曲線上兩者幾乎重合。圖6(b)是陰面3個點的溫度隨時間的變化曲線,陰面上各點的冷卻曲線相較于陽面要平緩許多,并且陰面壁厚較大部位的冷卻曲線和薄壁部位的冷卻曲線之間的帶寬相對于陽面也較小,薄壁部位在20 min左右溫度趨于穩定,頂部壁厚較大部位在30 min后溫度趨于穩定。與陽面類似,陰面上P5、P6兩處的溫度曲線基本重合。由此可見,由于壁厚的差異和換熱面的不同,零件不同部位的溫度場分布顯示出了明顯的不同時性和不均勻性。
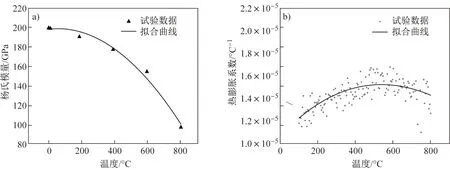
圖5 30Cr3鋼的熱物性參數Fig.5 Thermal physical properties of 30Cr3 steel

圖6 零件陽面(a)和陰面(b)不同位置的冷卻曲線Fig.6 Cooling curves of different positions in sunny (a) and shaded (b) of part
由于在實際淬火過程中存在高壓氣體的沖擊和零件的畸變,導致了熱電偶焊點脫落,故只獲得了點1、4、5和6的實際溫度隨時間變化的情況。圖7是模擬所得的溫度曲線與實測的溫度曲線對比圖。從圖7可以看到,薄壁件各點溫度曲線的模擬值和實測值有很高的吻合度,通過仿真得到的溫度點和實際溫度曲線基本重合。因此可以說明通過反傳熱計算得到的表面換熱系數有較高的可靠性,使用DEFORMTM軟件模擬熱處理過程具有很高的準確性。
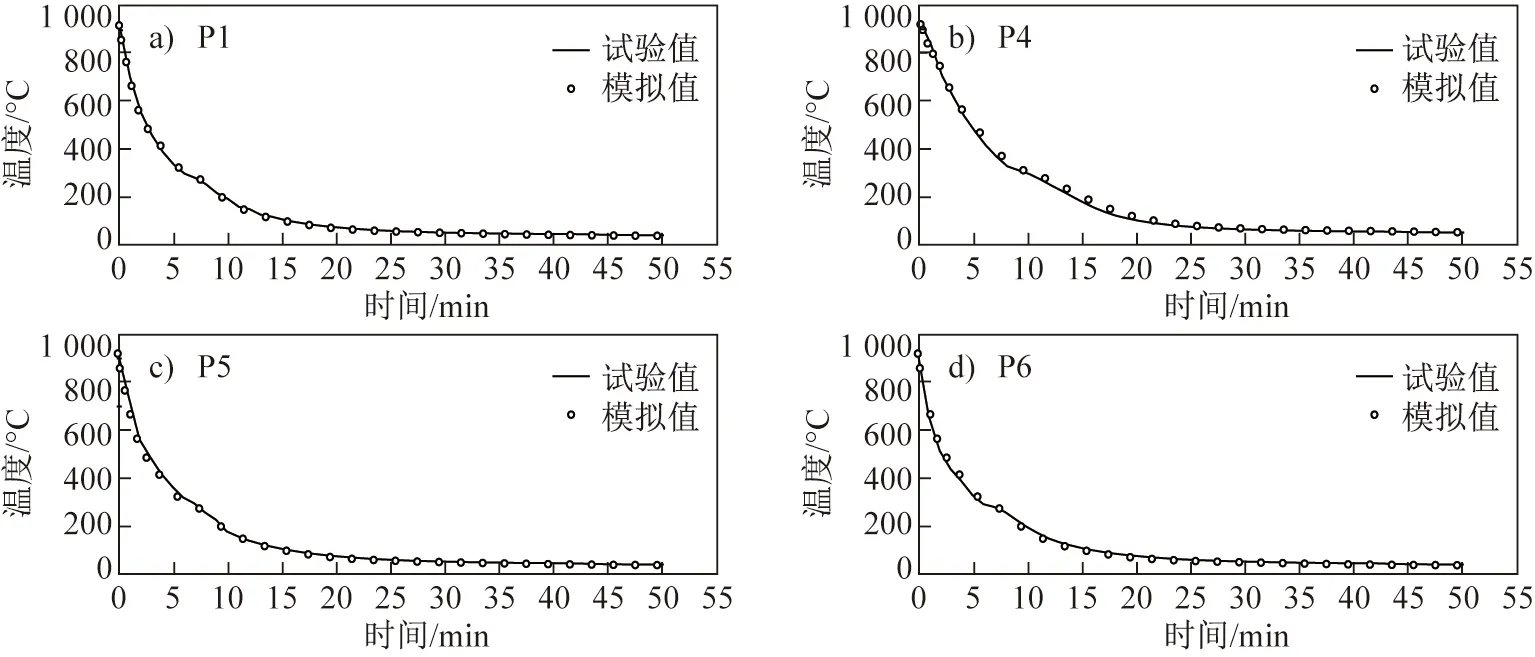
圖7 零件不同部位處溫度曲線計算值與實際值的對比Fig.7 Comparison of simulated and experimental temperature curves at different positions of part
3.2 組織場的演變
圖8是淬火過程中薄壁件不同部位的組織轉變曲線,由圖可知,發生馬氏體轉變的順序依次為:陽面薄壁→陰面薄壁→頂部壁厚最大位置。隨著淬火時間的延長,4個點的馬氏體含量都快速增加,增速最快的是陽面薄壁處的P2,最慢的是頂部的P1和P4,陰面薄壁處的P5增速居中。淬火30 min后,所選節點處的馬氏體體積分數基本趨于穩定且大于95%。對比圖8(a)和8(b)可知,各點奧氏體轉變與馬氏體轉變的趨勢剛好呈相反規律。
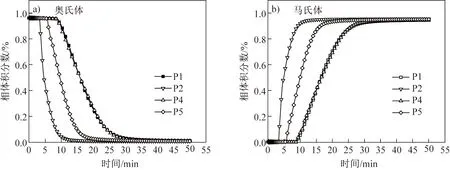
圖8 薄壁件淬火過程中不同部位的奧氏體(a)和馬氏體(b)轉變量隨時間的變化Fig.8 Amounts of austenite and martensite in different positions of thin- wall part as a function of time during quenching process
圖9為淬火過程中不同時刻薄壁件的馬氏體分布云圖。從圖中可知,隨著淬火時間的延長,薄壁件各部位相繼發生了馬氏體轉變。淬火5 min時,陽面中部的薄壁位置已發生馬氏體轉變,馬氏體的轉變量在30%左右,而陰面以及頂部、底部壁厚較大位置尚未發生轉變;10 min時,陰面的薄壁部分已有近50%的馬氏體轉變量,陽面馬氏體的轉變量進一步提高,而頂部和底部的壁厚較大部位也發生了少量的馬氏體轉變;15 min時,陽面薄壁位置的馬氏體轉變基本結束,陰面薄壁位置的馬氏體轉變也達到了80%以上,頂部和底部的壁厚較大區域也有50%以上的馬氏體轉變量;20 min時,陽面和陰面的薄壁位置已經完全發生馬氏體轉變, 僅在頂部和底部很小的區域內還有部分奧氏體未發生馬氏體轉變;當淬火達到30 min時,零件各個區域的馬氏體轉變已基本結束。分析可知,由于陽面和陰面不同的冷卻條件,以及工件的壁厚差異,在真空淬火過程中,大型航空薄壁件的組織轉變表現出了明顯的不同時性及不均勻性。
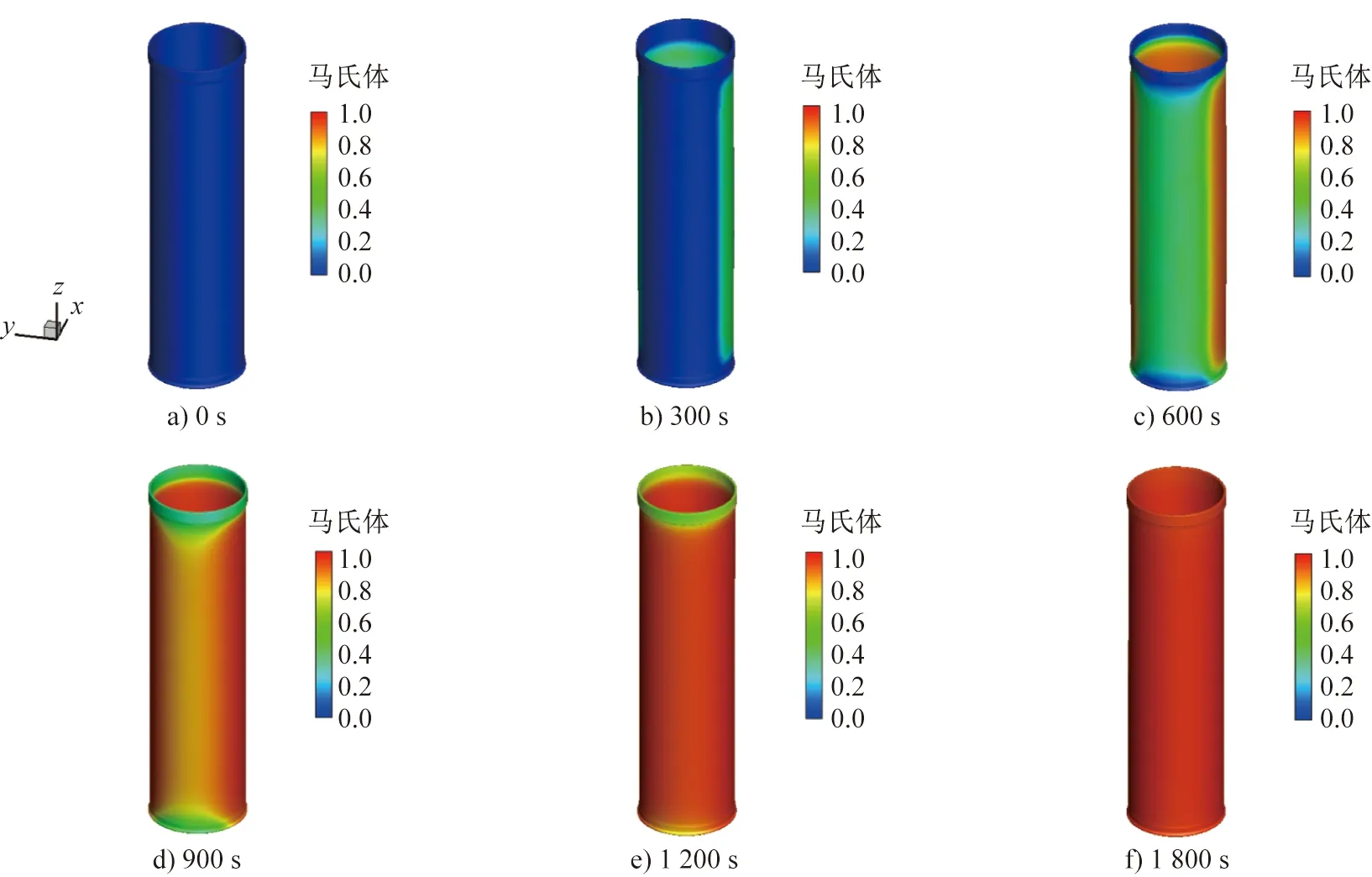
圖9 淬火過程中不同時刻薄壁件的馬氏體分布云圖Fig.9 Cloud distributions of martensite in thin- wall part at different times during quenching process
3.3 畸變情況
在陽面頂部和底部同一垂線上選取A1和A2兩個點,工件陽面上的高度記作:A1- A2;在陰面頂部和底部選取B1和B2兩個點,工件陰面上的高度記作:B1- B2。分別選取零件1/4h和1/2h位置作為外徑變化的測量點,兩處的外徑值分別記作:C1- C2和D1- D2,尺寸測量的示意圖見圖10(a)。

圖10 尺寸測量示意圖(a)和高度方向的畸變量(b)Fig.10 Schematic diagram of measurement (a) and distortion amount of height(b)
圖10(b)是零件淬火過程中陽面和陰面高度方向的畸變量隨時間變化的曲線,均呈現出先減小后增大、最后趨于穩定的趨勢,這是溫度和相變共同作用的結果。在淬火初期階段,由于熱脹冷縮的作用,零件高度方向的畸變量隨時間的延長而減小。對于陽面,當淬火3 min時,其高度變化量開始增大。這是由于此時陽面的薄壁部位率先發生了馬氏體轉變,晶格間距增大,使得零件發生膨脹,進而導致零件的高度增加;到10 min左右,陽面薄壁部位的馬氏體轉變已經基本結束,因此淬火10 min后,零件陽面的高度開始減小,最終陽面高度增加量為2.24 mm,增加幅度為0.193%。對于陰面,淬火6 min左右陰面薄壁部位發生了馬氏體轉變,高度開始增加,直到15 min時陰面薄壁部位的馬氏體轉變結束,陰面的高度開始減小,最終陰面的高度增加量為2.38 mm,增加幅度為0.205%。
圖11是薄壁件1/2h和1/4h徑向切面上,氣淬前與氣淬后的畸變圖。由于氣淬前后零件在徑向的畸變量很小,為了更加直觀地分析畸變情況,將零件的畸變量放大3倍處理。圖11(a)是加熱保溫后零件1/2h位置的截面與原始零件的對比圖。可見加熱保溫后零件在徑向發生了膨脹,且膨脹方向集中在0°~90°和180°~360°之間,這是由于在有限元建模過程中,為了防止零件在淬火過程中發生移動,在90°及180°選取兩個網格單元進行固定,因此90°~180°范圍內的膨脹量較小。圖11(b)是氣淬結束后零件1/2h位置的截面與原始零件的對比圖。可見淬火后零件在徑向發生了收縮,最終零件1/2h位置外徑的增加量為0.68 mm,增加幅度為0.249%。零件在1/4h位置外徑的變化規律和1/2h處一致(見圖11(c)),均是加熱保溫后零件膨脹,且膨脹集中在0°~90°和180°~360°區域。淬火結束后,零件在0°~270°范圍內收縮,最終零件的膨脹量為0.75 mm,增加幅度為0.225%。熱處理前后零件的尺寸變化如表2所示。

圖11 零件1/2h((a)、(b))和1/4h((c)、(d))位置徑向切面圖Fig.11 Slices of 1/2h((a),(b)) and 1/4h ((c), (d)) positions in radial direction of part
4 結論
(1) 本文基于金屬- 熱- 力多物理場耦合理論框架,成功建立了大型航空薄壁件熱處理過程的數值分析模型,溫度的模擬結果和實測值吻合度較高,表明通過反傳熱計算得到的換熱系數具有很高的可靠度,本文所建立的有限元分析模型可以準確地再現大型航空薄壁件熱處理過程,具有實際的指導意義。
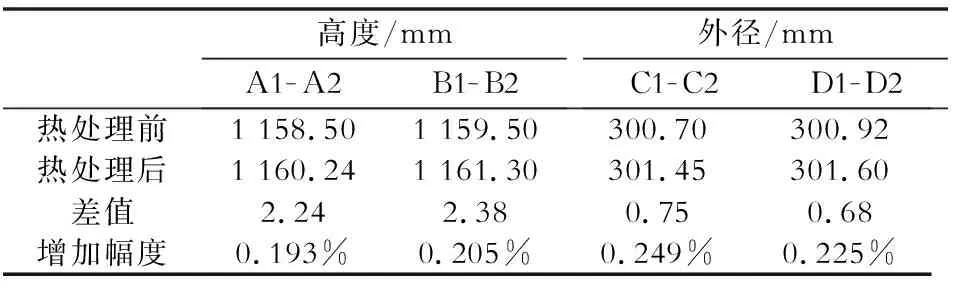
表2 熱處理前后零件的尺寸變化Table 2 Size change of part before and after heat treatment
(2)由于壁厚的差異和陰陽面的存在,溫度和組織轉變均表現出明顯的不同時性和不均勻性。降溫過程中,陽面薄壁部位和壁厚部位分別在淬火15和30 min后溫度趨于穩定;陰面薄壁部位和壁厚部位溫度趨于穩定的時間分別為淬火25和30 min。陽面和陰面薄壁部位分別淬火12和20 min后馬氏體完全轉變,而陰面和陽面的壁厚部位馬氏體完全轉變都在淬火30 min后。
(3)熱處理后,大型航空薄壁件的陽面高度增加2.24 mm,陰面高度增加2.38 mm;1/4h處外徑增加0.75 mm,1/2h處外徑增加了0.68 mm。
[1] 趙振業, 李志春, 李志, 等. 探索強韌化機理,創新超高強度高韌性不銹鋼[J]. 中國有色金屬學報, 2004,14(S1): 202- 206.
[2] 張麗偉,劉素芬,王凡,等.50CrVA鋼板簧淬火開裂原因分析[J].金屬熱處理,2015,40(12):201- 203.
[3] 陳銳, 羅新民. 鋼件的淬火熱處理變形與控制[J]. 熱處理技術與裝備, 2006,27(1): 18- 22.
[4] 劉建寧,李占鋒,司宇. 一種航空薄壁件銑削加工變形補償算法[J]. 組合機床與自動化加工技術,2015(11):33- 36.
[5] 蘇興武, 顧敏, 淬火冷卻過程數值模擬的研究現狀及展望[J].金屬熱處理, 2008, 33(6): 1- 7.
[6] 賀連芳,李輝平,趙國群.淬火過程中溫度、組織及應力/應變的有限元模擬[J].材料熱處理學報, 2011, 32(1): 128- 133.
[7] 李世鍵,焦清洋,賀鵬. 航空用接頭零件熱處理變形模擬仿真研究[J]. 熱加工工藝,2014,43 (2): 193- 195.
[8] 王延忠,陳云龍,張祖智,等. 基于DEFORM有限元仿真的弧齒錐齒輪熱處理過程殘余應力與變形分析[J]. 機械傳動, 2016, 40 (1): 148- 151.
[9] YANG X W, ZHU J C, LAI Z H, et al. Finite element analysis of quenching temperature field, residual stress and distortion in A357 aluminum alloy large complicated thin- wall workpieces[J]. Transactions of Nonferrous Metals Society of China, 2013, 23 (6): 1751- 1760.
[10] SUGIANTO A, NARAZAKI M, KOGAWARA M, et al. Numerical simulation and experimental verification of carburizing- quenching process of SCr420H steel helical gear [J]. Journal of Materials Processing Technology, 2009, 209(7): 3597- 3609.
