FANUC 0i-TD 系統基于伺服電動機主軸控制功能的實現
2018-06-02 06:48:29王寶平
制造技術與機床 2018年5期
王寶平
(北京發那科數控工程有限公司,北京100102)
廣東某制冷設備有限公司使用的曲軸止推面磨床由國內某廠家生產,配置的是FANUC 0i-TD數控系統。硬件上主進給軸X軸和砂輪修整軸Z軸采用ai系列伺服驅動和伺服電動機,頭架主軸(C軸)采用ai主軸伺服單元和串行主軸電動機,工件加工完成后采用了電氣開關實現主軸定向的方式來實現頭架停在一個固定的位置,定向效果不是很穩定,需要經常對主軸傳動部分進行維護。為此該公司委托筆者公司進行頭架主軸電氣系統部分改造,解決目前機床存在的問題。
1 系統改造方案
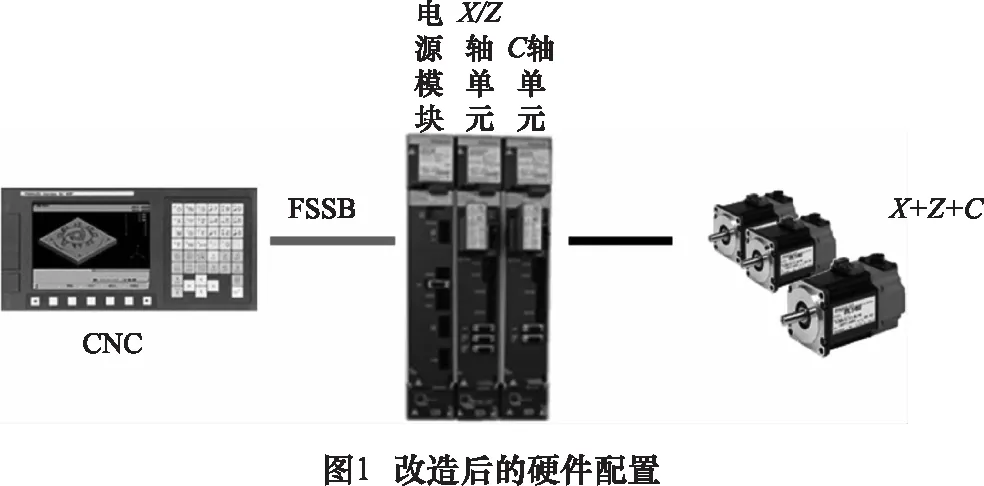
硬件上保留FANUC 0i-TD系統、主進給軸X和砂輪修整軸Z軸的ai系列伺服驅動和伺服電動機部分,頭架部分采用bi伺服驅動和伺服電動機代替原ai主軸伺服單元和串行主軸電動機,改造后的硬件配置見圖1;軟件上系統增加伺服電動機主軸控制功能A02B-0320-J978,通過對原機床系統PMC程序和主加工程序進行合理修改來實現工件加工過程中頭架旋轉的速度功能和工件加工完成后頭架定向的功能,從而滿足加工要求。
2 頭架主軸動作原理分析
2.1 頭架主軸的基于伺服電動機主軸控制功能前的系統控制
頭架主軸除了實現頭架旋轉的速度功能和定向的功能外,在實際機床操作中操作者還可以通過機床操作面板選擇在系統手動方式下通過接通第3軸的正反向方向信號或者在手輪方式來通過手輪操作使頭架慢速正反方向旋轉,來方便更換工裝或者設定頭架的機床零點(參數1815對應位;機床零點就是定向的位置),這部分的系統PMC程序編制和參數設定比較簡單這里就不再進行介紹了。
2.2 頭架主軸的基于伺服電動機主軸控制功能
2.2.1 主軸旋轉控制
主軸旋轉控制,即主軸的速度控制。通過兩種方式可以對伺服電動機主軸進行速度控制,執行指定主軸旋轉指令的S 指令。第一種是基于程序的指令;第二種是基于信號的指令。
(1)基于程序的指令
在指令 G96.4 之后,伺服電動機主軸進入旋轉控制方式。一旦指令了SV 旋轉控制方式后,在解除SV 旋轉控制方式之前S 指令對此伺服電動機主軸有效。要解除 SV 旋轉控制方式,需要指令主軸分度指令G96.1/G96.2。
(2)基于信號的指令
通過處理 SV 旋轉控制方式信號
(3)關于指令的幾點說明
①主軸速度指令輸出:進入 SV 旋轉控制方式后,進行與通常的速度指令(S 指令)相同的設定。此外,不需要基于下列輸入信號的順序:*ESPA、MRDYA、SFRA。
②主軸速度輸出的停止條件:可通過指定*SSTP 為0、指令S0 或主軸分度指令使主軸速度指令輸出為0。
本機床改造中使用基于信號的指令,通過M03和M19來接通及斷開G521.2來實現和取消主軸旋轉控制功能。
2.2.2 主軸定向控制
(1)基于程序的指令(有R指令)
通過G96.1 進行主軸分度時,在主軸分度結束時解除SV 旋轉控制方式。
格式:G96.1 P_ R_ ; 等待主軸分度結束,結束后開始下一個程序段的動作。
P :指令主軸選擇。
R :停止角度[deg][0~參數(No.1260) ]。
例如: M03 S1000 ; … 在S1000 下正轉。
G96.1 P0 R180. ; … 旋轉在180°的位置停止。
(2)基于信號的切換指令
基于SV 旋轉控制方式信號
(3)各軸的主軸分度中信號 SPP1~SPP6
[分類]輸出信號。
[功能]此信號通知各軸的主軸分度正在執行中的事實。
[輸出條件]主軸分度尚未完成時為‘1’;主軸分度已經完成時為‘0’。
本機床改造中使用基于信號的切換指令,在執行M03來接通G521.2實現主軸旋轉控制功能前提下通過執行M19斷開G521.2(‘1’→‘0’)來實現頭架的定向(C軸正向返回機床零點)。
3 主加工程序用到的輔助功能代碼及PMC程序
3.1 輔助功能代碼
M03 S300;頭架以300 r/min的速度開始正轉。
M19;頭架旋轉停止開始定向。
3.2 PMC 梯形圖
PMC梯形圖見圖2。
4 需要設定的參數
基本伺服參數設定見表1。

表1 基本伺服參數設定
基本主軸參數設定見表2。
基于伺服電動機主軸功能參數設定見表3。


表2 基本主軸參數設定
5 結語
改造后的機床經過連續一年的使用,電氣系統運行穩定,頭架主軸旋轉控制及定向效果良好,加工節拍和工作效率得到提升,加工工件的一次性檢驗,完全符合工藝要求,達到了預期的效果。本案中基于伺服電動機的主軸控制使用的是FANUC 0i-TD 系統,原理方法也適用于FANUC 0i-F、30i/31i/32i/35i系列系統。
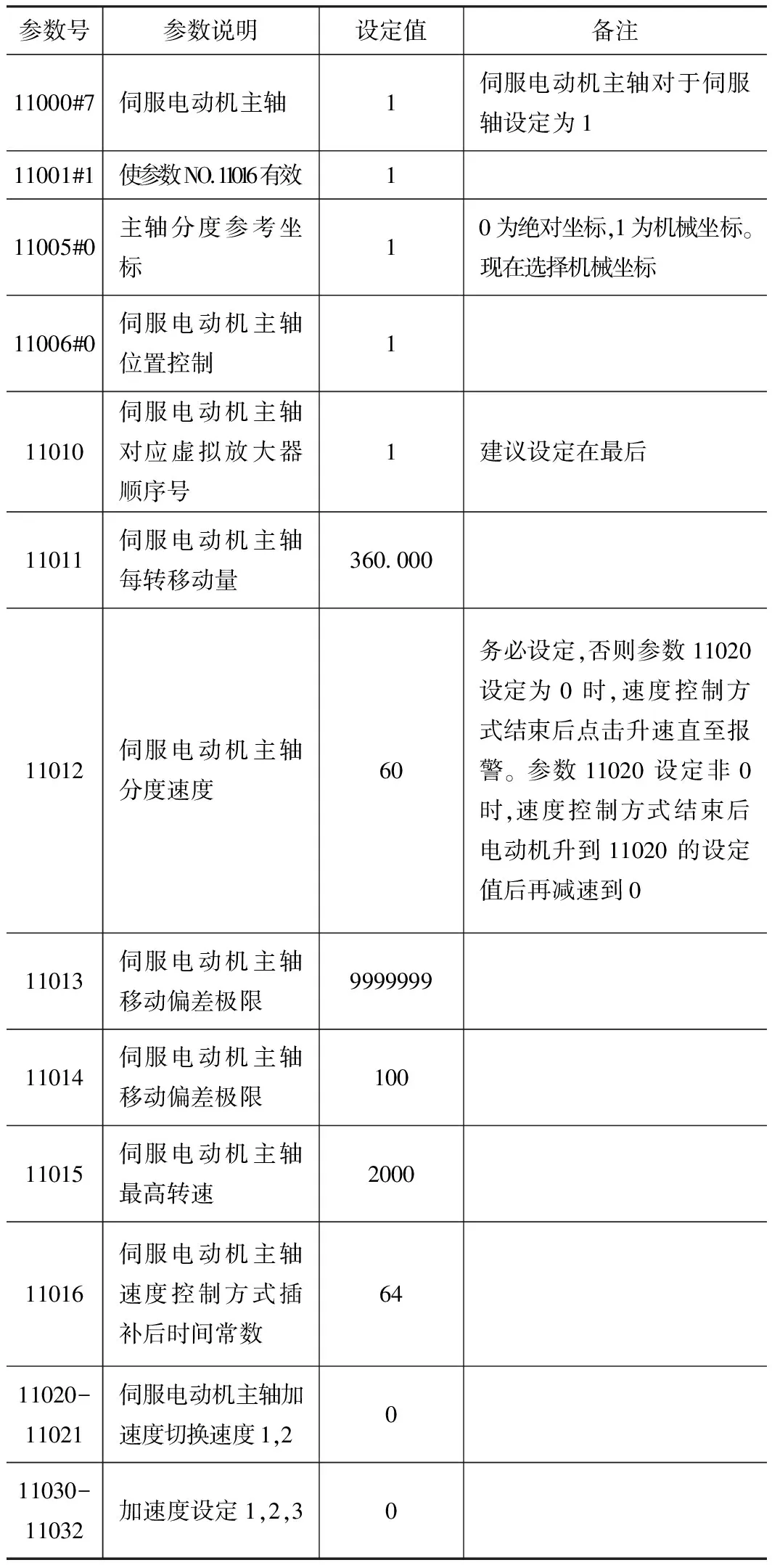
表3 基于伺服電動機主軸功能參數設定
[1]北京發那科機電有限公司. FANUC Series 0i- MODEL D/FANUC Series0i Mate - MODEL D 連接說明書( 功能篇) B - 64303CM[S].
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2022年6期)2022-12-31 06:41:24
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2018年11期)2018-08-04 03:25:42
中國科技論壇(2017年7期)2017-07-25 08:49:53
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
