硅鋁合金減摩微結構表面切削加工研究*
2018-06-04 01:39:30陳俊云楊政武靳田野
制造技術與機床 2018年5期
關鍵詞:深度
陳俊云 楊政武 婁 澤 靳田野
(①燕山大學車輛與能源學院, 河北 秦皇島 066000;②哈爾濱工業大學,黑龍江 哈爾濱 150000)
汽車中關于摩擦的應用,分為增大摩擦系數以增大摩擦力和促進潤滑以減小摩擦磨損兩種[1]。汽車中有些零部件是靠摩擦力工作的,如離合器、制動器和輪胎等,其功能實現的基本原理都是利用摩擦力達到傳遞力矩做功。這些零件的摩擦副摩擦系數越大,則更安全、更可靠,此類是增大摩擦的應用。而另外的一些摩擦副,如缸套與活塞環、軸與軸承等,則要控制摩擦、減小摩擦,以減少磨損、摩擦導致的排放和燃油損耗,延長零部件的使用壽命和提高能源的利用效率。其中,缸套與活塞環組成的摩擦副造成的能量損耗,占汽車發動機能量損耗的30% 以上。因此,減小缸套與活塞或活塞環的摩擦、磨損,提高摩擦副表面的油膜潤滑厚度和密封性能,對于節能減排以及延長發動機的使用壽命具有重要意義,一直以來都是汽車發動機效率研究的重要內容。
傳統的摩擦學觀點認為摩擦副表面越光滑,二者之間的摩擦磨損就越小,則摩擦力也就越小。但是隨著科學技術的發展,人們對于摩擦學的研究越來越深入,關于摩擦的研究也從宏觀尺度向微觀尺度發展,大量的實驗研究已經證明了在摩擦副表面加工的微尺度幾何結構[2-8],能夠在減少表面接觸的同時增大潤滑油膜的厚度,從而有效地改善零件的摩擦磨損性能,大大延長了零件的工作年限。
微結構表面加工技術主要有激光加工技術[9]、微鑄造技術[10]、LIGA技術[11]、電解加工技術[12]、壓印技術[13]、超精密切削微加工技術[14]等。激光加工表面微結構技術以其低成本、高效率和靈活的操作性成為目前應用最廣泛的表面加工技術。其缺點是加工過程中會導致工件表面材料晶體結構被破壞,無法形成規則的表面微結構。而微切削加工技術相比于激光微結構加工技術,能夠加工的材料范圍更廣,尤其對于金屬材料,可以加工出更加復雜的表面微結構;且加工的微結構三維輪廓清晰,表面質量更高,加工效率更高。所以本文選用目前常用的缸套材料過共晶硅鋁合金作為工件材料,運用微車削加工的方式,在其表面加工微尺度結構,并與光滑表面進行摩擦對比實驗,探討精密車削加工微尺度減摩結構的可行性,減小工件表面的摩擦系數,以減小發動機關鍵摩擦副的摩擦磨損。
1 實驗方案
使用AdvantEdge有限元分析軟件建立金剛石車削硅鋁合金的有限元模型,利用仿真手段分別分析切削速度、進給量、切削深度對于切削過程的影響。采用單因素法進行仿真,刀具參數選擇與實際實驗所使用的刀具參數一致,刀具前角0°,后角17°,切削刃鈍圓半徑為50 nm。有限元仿真時的加工參數,即切削速度、進給量及切削深度等切削用量的參數值選擇,如表1所示。
在金剛石車削硅鋁合金有限元仿真分析的基礎上,使用單晶金剛石車刀對直徑15 mm的圓形Al-25Si-4Cu-Mg薄片試件進行微槽切削加工實驗,驗證不同切削參數對加工表面質量的影響。微槽結構的切削加工示意圖如圖1所示,由外到內微槽結構的切削參數用量如表2所示。實驗所使用的機床是由美國Moore公司生產的nanotech 450UPL超精密加工機床,車刀為舒伯哈特刀具公司生產的圓弧刃單晶金剛石車刀微車削刀具,前角為0°,后角為17°,刀尖夾角為45°。
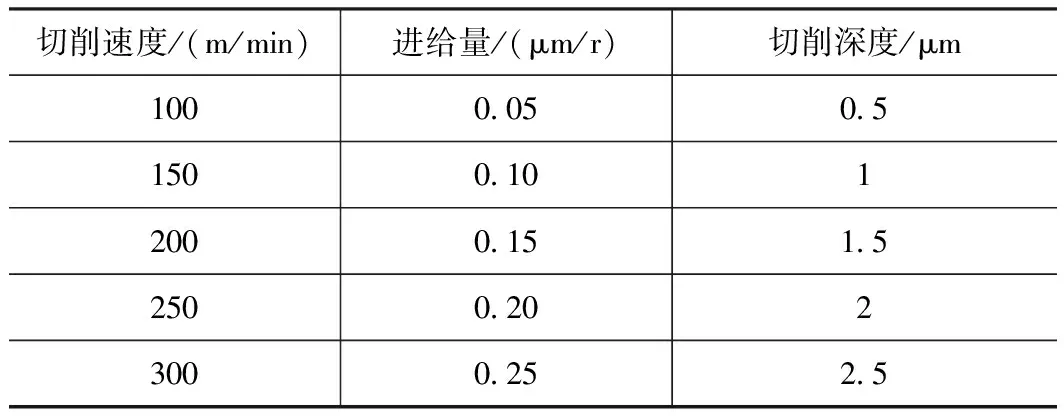
表1 有限元仿真加工參數選擇

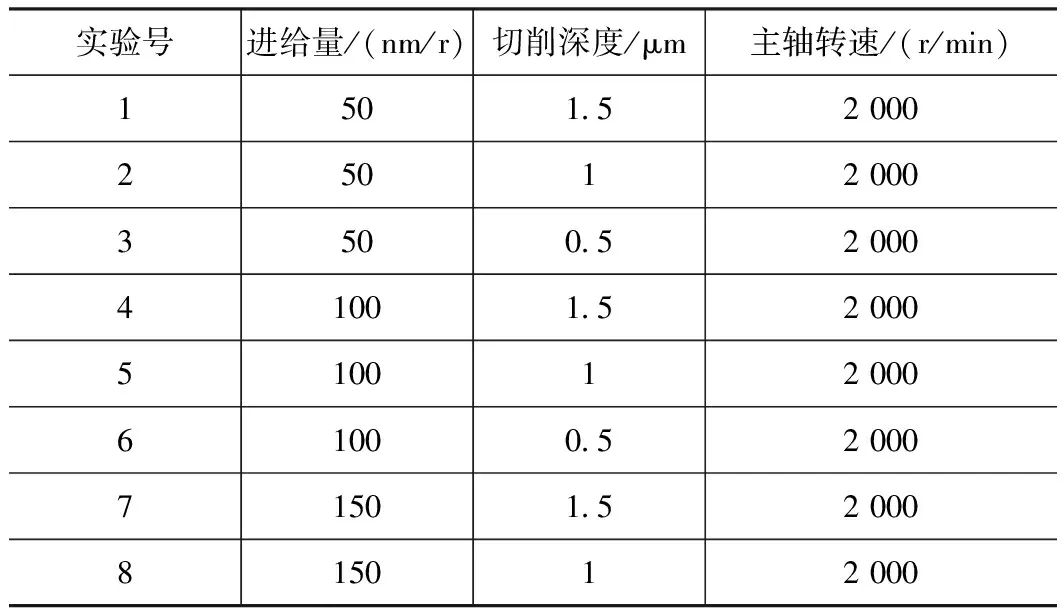
表2 硅鋁合金加工微槽的切削用量
摩擦性能實驗采用的設備是CSM公司生產的TRB(Pin-on-disk Tribometer)銷盤式摩擦磨損試驗機。摩擦對比實驗采用光滑表面試樣以及微切削微槽結構表面試樣,摩擦實驗采用球盤往復摩擦,潤滑條件為邊界潤滑,對磨試樣分別為直徑為3 mm的不銹鋼球。實驗法向負載為1 N,往復摩擦實驗頻率為3.5 Hz,摩擦長度為6 mm,總摩擦距離為100 m。
2 AdvantEdge仿真結果及分析
2.1 切削速度對切削過程的影響分析
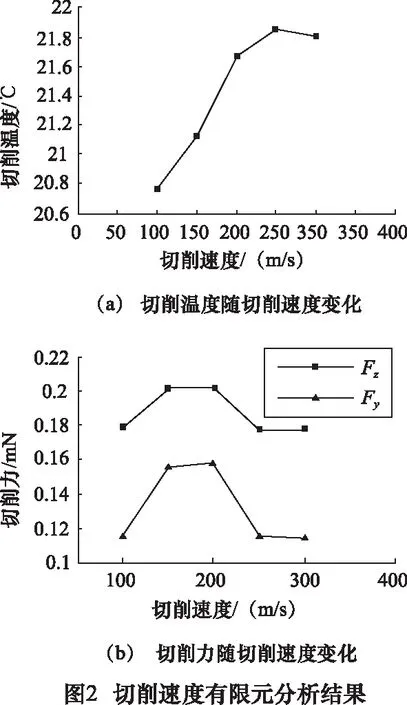
切削速度的有限元仿真結果如圖2所示。其中,切削速度與溫度的變化關系曲線如圖2a所示,切削溫度會伴隨切削速度的提高而出現升高的現象,切削速度較低時,切削溫度隨著切削速度的增加變化較快,但當切削速度超過200 m/min時,切削溫度增加變慢,甚至在切削速度增大到250 m/min以后,隨著切削速度增加而切削溫度有下降趨勢。
切削力與切削速度的變化關系曲線如圖2b所示,切削力Fx隨著切削速度增加先增大后歸于平穩,在速度150~200 m/min之間達到最大值,隨后逐步降低;Fy略小于Fx,但變化趨勢與Fx基本相同。
不同切削速度時,切屑形貌及工件表面塑性應變的分布如圖3所示。速度為100 m/min時已加工表面塑性應變深度最大。隨著切削速度的增大,塑性應變的深度逐漸減小,在速度達到200 m/min以后塑性應變基本保持不變。
這是因為切削速度提高后,摩擦生熱加劇,切削溫度提高。但是切削速度達到一定值時,熱量來不及傳遞導致切削溫度下降。而切削速度提高,溫度增高,刀具粘結逐漸嚴重,摩擦因數增大,切削變形增大,切削力增大。但是隨著切削速度進一步提高,積屑瘤高度逐漸增加,使刀具實際工作前角隨之增大,導致摩擦因數減小,切應力降低,切削厚度壓縮比減小,加工表面的塑性應變程度降低。

2.2 進給量對切削過程的影響分析
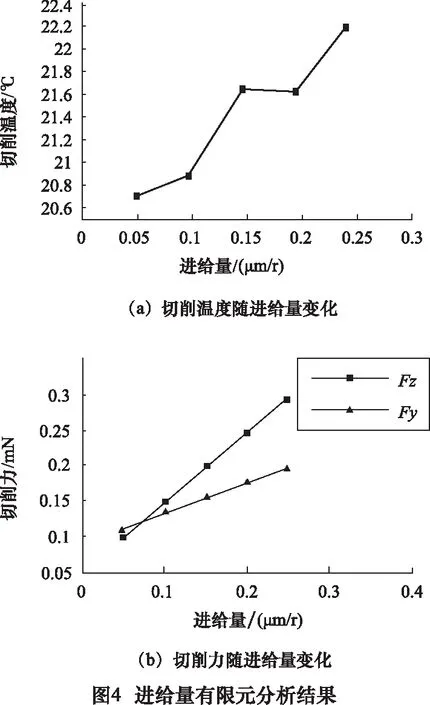
切削溫度、切削力與進給量的變化關系曲線如圖4所示。進給量對切削溫度和切削力影響都非常明顯,總體來說,切削溫度和切削力隨著進給量增加而增大;當進給量較小時,其對切削溫度的影響較小。而對于切削力,當進給量在0.05 μm /r時,切削力Fx會小于切削力Fy,在其他參數不變的情況下,切削力與進給量呈正相關性。
不同進給量時,切屑形貌及工件表面塑性應變分布如圖5所示。隨著進給量的增加,已加工表面的塑性變形增大,在進給量達到0.25 μm/r時,已加工表面的塑性變形最為嚴重。說明已加工表面的塑性形變隨著進給量增大而逐漸增加。
這是因為進給量增大時,摩擦和變形并不會成倍增加。因此,當進給量增大時,切削力增大趨勢減小,故生熱不多。且切削變形增大趨勢減小,但工件表面塑性應變增加。進給量較小時,Fx小于Fy,可能是因為此時加工表面變形時受到的擠壓作用大于摩擦作用。

2.3 切削深度對切削過程的影響分析
切削溫度、切削力與切削深度的變化關系曲線如圖6所示,切削深度在0.5 ~2.5 μm變化范圍內,切削溫度變化并不明顯;對于切削力,可以看出切削力Fx和切削力Fy都隨著切削深度的增加而增大,切削深度對于切削力的影響顯著。
不同切削深度時,切屑形貌及工件表面塑性應變分布如圖7所示。不同切削深度對應的已加工表面都有不同程度的塑性應變,但是在切削深度為2.5 μm時,已加工表面塑性應變深度最大。而在切削深度為0.5~1.5 μm時,塑性應變深度則較淺,塑性變形也較小。
這可能是因為其它切削參數都極小,在此種微切削情況下,產生的切削熱也極小,散熱速度又比較快,導致切削溫度變化不明顯。因為切削深度增加,使切削寬度和切削層橫截面積隨之增大,進而導致切削變形和摩擦增大,切削力增大,工件表面的塑性變形也增大。

綜合以上仿真結果分析,使用單晶金剛石刀具進行硅鋁合金表面加工時,會受切削速度、進給量和切削深度的影響,工件表面的切削溫度和切削力也隨之產生一定變化。基本規律是:切削用量的增加均使切削溫度提高,其中切削速度對其影響最大,進給量次之,影響最小的是切削深度;切削深度和進給量增大使切削力增大,但二者影響程度不同,進給量不變,切削深度增加一倍;使切削力增加一倍;切削深度不變,進給量增加一倍;切削力增幅減小,切削力隨著切削速度的增加先增大后減小最后趨于穩定。

3 車削實驗結果及分析
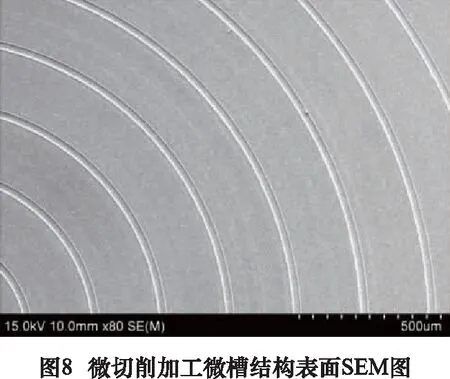
根據仿真結果確定切削參數,由外向內在硅鋁合金表面進行微槽結構的加工。單晶金剛石微切削加工微槽結構表面SEM(掃描電子顯微鏡,日立S4800)圖片如圖8所示。微槽為同心環形槽,寬度為30 μm,深度為8 μm,每個微槽經多次車削成型。
3.1 切削深度對金剛石微切削硅鋁合金表面質量的影響
實驗選擇切削轉速為2 000 r/min,進給量分別為50 nm/r、100 nm/r、150 nm/r,切削深度分別選擇0.5 μm、1 μm、1.5 μm。其對金剛石刀具微切削硅鋁合金表面粗糙度的影響(CSPM5500掃描探針顯微鏡,本原納米儀器公司)如圖9所示,在切削深度較小的情況下,單晶金剛石車刀在切削硅鋁合金過程中切削深度的變化對于表面粗糙度影響并不明顯。在進給量分別為50 nm/r、100 nm/r、150 nm/r時,切削深度從0.5 μm增加到1.5 μm,表面粗糙度Ra變化在20 nm以內,考慮到測量誤差的影響,在微切削尺度范圍內,切削深度對表面粗糙度Ra影響不明顯。圖10為進給量為100 nm/r,切削深度分別為0.5 μm和1.5 μm加工微槽底面的SEM圖片,從中也可以看出,切削深度變化對于已加工表面質量影響不大。只是切削深度為0.5 μm時,已加工表面的鱗刺較多一些。

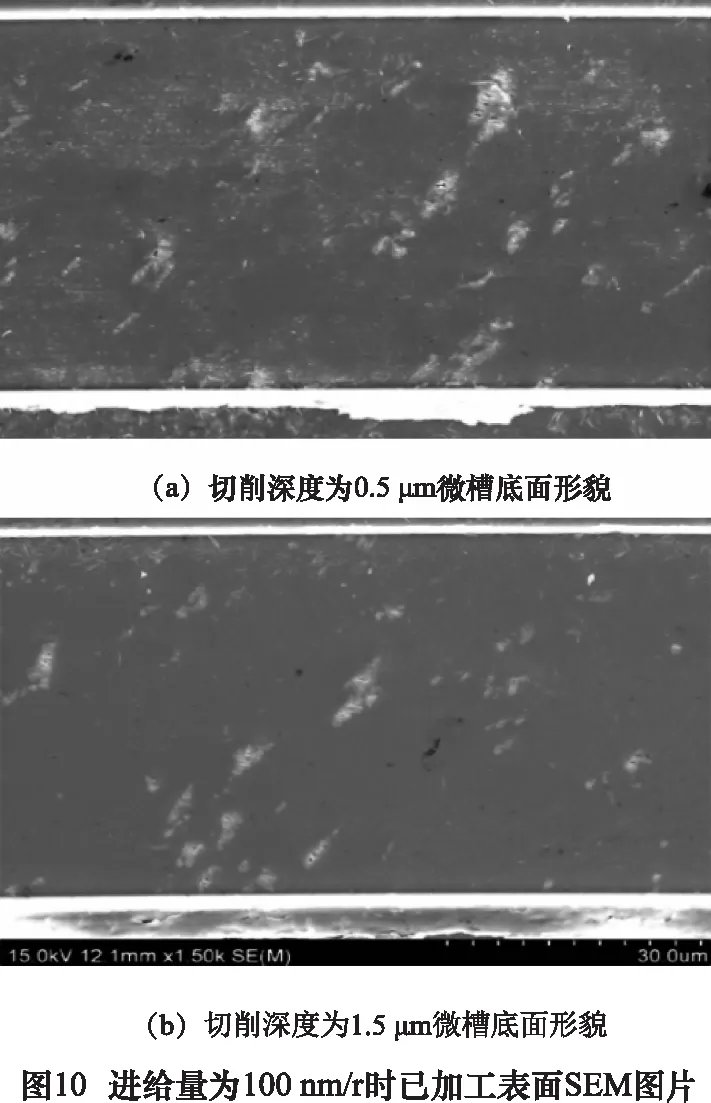
這是因為切削深度極小時容易造成刀具刃口半徑在實際切削過程中相對過大,使刀具實際切削時前角變為較大的負前角。這樣就會在刀具刃口與工件接觸中產生更大的擠壓摩擦作用,造成被加工表面在成形過程中會產生更多的塑性變形,導致鱗刺的增多,從而影響表面質量。
3.2 進給量對金剛石微切削硅鋁合金表面質量的影響
分別分析切削深度為0.5 μm、1 μm、1.5 μm時進給量的增大對單晶金剛石車削硅鋁合金表面粗糙度的影響,如圖11所示進給量從50 nm/r到150 nm/r時,表面粗糙度有一個先減小后增大的過程。
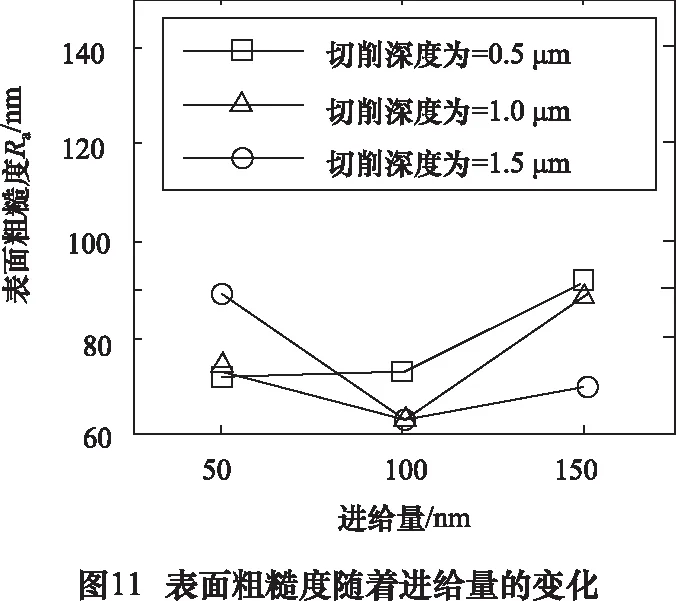
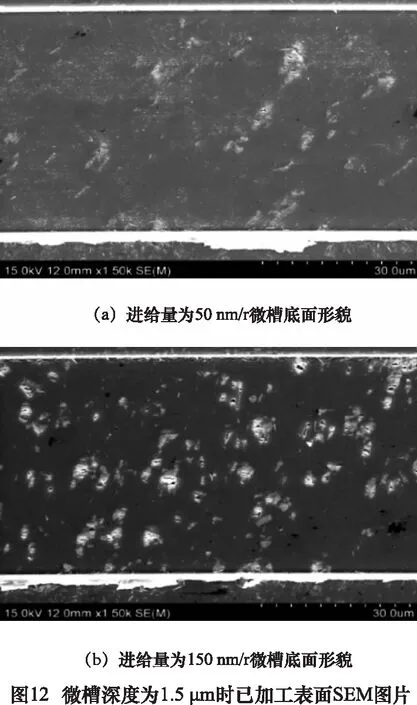
圖12為進給量分別為50 nm/r、150 nm/r時加工微槽底面的SEM圖片,從中可以看出進給量的改變對于表面質量影響明顯。
這是因為隨著進給量增加,摩擦因數和切削厚度壓縮比減小,切削變形增幅減小,加工表面硬化程度值減小,表面粗糙度值減小;進給量增加過多,又會造成切削力及塑性變形區域增加,加工硬化程度和深度增加,表面粗糙度值增大。
3.3 主軸轉速對金剛石微切削硅鋁合金表面質量的影響
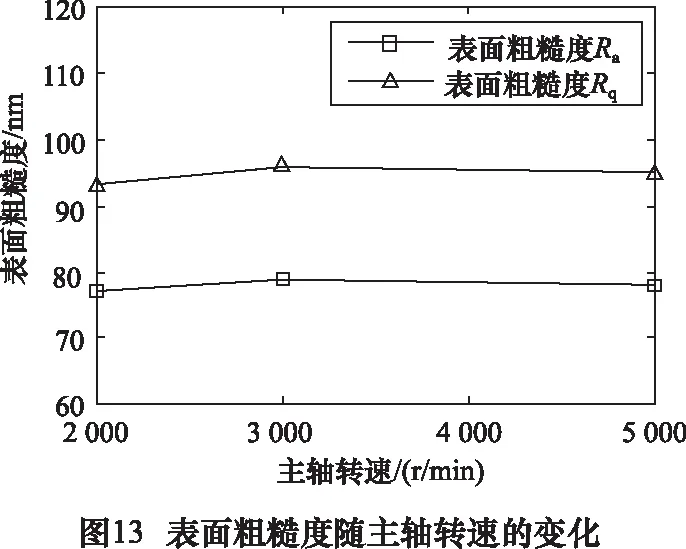
本試驗中主軸轉速對于表面粗糙度的影響如圖13所示。使用單晶金剛石刀具車削硅鋁合金工件端面,主軸轉速分別是2 000 r/min、3 000 r/min和5 000 r/min來觀測表面粗糙度變化,實驗結果表明,主軸轉速對于表面質量的影響也是很明顯的。
這是因為隨著主軸轉速增加,產生的切削熱增加,刀具磨損加劇,導致加工工件表面粗糙度值增大。轉速繼續增加,切屑更易流出,不易形成積屑瘤,對工件表面的擠壓和摩擦作用降低,表面粗糙度值稍微減小。
3.4 微結構表面的切削加工
綜合以上實驗分析結果,切削深度、進給量和切削速度在有限元分析和切削加工實驗中對于實驗的影響具有一致性,可以根據二者結果,得到加工硅鋁合金微槽結構表面的切削參數,具體是進給量為100 nm/r,切削深度為1 μm,主軸轉速為2 000 r/min,進行硅鋁合金表面微結構加工實驗。加工結果如圖14所示。

4 表面微結構摩擦性能試驗
為了檢驗微切削加工微結構表面的潤滑摩擦性能,使用微切削加工的表面微結構,與光滑表面進行往復摩擦實驗對比。兩組試樣的光滑表面都是采用相同刀具及切削參數直接切削加工得到,表面粗糙度Ra經過檢查在100 nm以下。切削加工微槽結構的切削參數,轉速選擇2 000 r/min,切削深度選擇1 μm,進給量選擇100 nm/r。硅鋁合金表面單個微槽SEM圖片如圖15所示。法向載荷為1 N時微槽表面與光滑表面的摩擦系數如表3所示。


表3 往復摩擦實驗摩擦因數
經檢測,微槽表面摩擦系數比光滑表面摩擦系數減小了8%。這是因為在硅鋁合金表面加工微槽結構增加了潤滑油膜的厚度,從而在往復摩擦運動中起到了良好的潤滑效果,減小了摩擦系數。
5 結語
(1)運用AdvantEdge仿真軟件分析了各種切削用量對于硅鋁合金金剛石車削過程的影響,基本規律是:切削用量的增加均使切削溫度提高,其中切削速度對其影響最大,進給量次之,影響最小的是進給深度;切削深度和進給量增大使切削力增大,但二者影響程度不同:進給量不變,切削深度增大一倍,使切削力增加一倍,切削深度不變,進給量增加一倍,切削力增幅減小;切削力隨著切削速度的增加先增大后減小,最后趨于穩定。
(2)使用單晶金剛石刀具車削硅鋁合金表面,分析切削深度、進給量和主軸轉速對加工表面質量的影響。結果表明:在微切削尺度范圍內,切削深度對表面粗糙度Ra影響不明顯;表面粗糙度值隨著進給量的增加先減小后增大,存在一個表面粗糙度最小值;主軸轉速通過產生切削熱和對刀具磨損產生影響來影響表面粗糙度。
(3)使用選定的最佳切削參數在工件表面車削微槽結構,與光滑表面的硅鋁合金工件進行單點式往復摩擦對比實驗。結果表明:法向載荷為1 N時,微槽表面摩擦系數比光滑表面摩擦系數減小了8%。由此可得,微車削加工的微槽結構表面具有良好的減摩效果,可以應用于減小發動機關鍵摩擦副的摩擦磨損。
[1]張家璽. 摩擦學在軍用汽車中的應用與展望[J]. 軍事交通學院學報, 2009, 11(6): 79-83.
[2]Pettersson U, Jacobson S. Textured surfaces in sliding boundary lubricated contacts-mechanisms, possibilities and limitations[J]. Tribology-Materials Surfaces & Interfaces, 2007, 1(4): 181-189.
[3]Borghi A, Gualtieri E, Marchetto D, et al. Tribological effects of surface texturing on nitriding steel for high-performance engine applications[J]. Wear, 2008, 265(7): 1046-1051.
[4]Ulrika Pettersson,Staffan Jacobson. Influence of surface texture on boundary lubricated sliding contacts[J]. Tribology International, 2003, 36(11): 857-864.
[5]Xiaoliang Zhang,Xiu Wang,Wen Kong,et al. Tribological behavior of micro/nano-patterned surfaces in contact with AFM colloidal probe[J]. Applied Surface Science, 2011, 258(1): 113-119.
[6]Wu Z, Deng J, Xing Y, et al. Effect of surface texturing on friction properties of WC/Co cemented carbide[J]. Materials & Design, 2012, 41:142-149.
[7]Janssen A, Pinedo B, Igartua A, et al. Study on friction and wear reducing surface micro-structures for a positive displacement pump handling highly abrasive shale oil[J]. Tribology International, 2016, 107:1-9.
[8]Korpela T, Suvanto M, Pakkanen T T. Wear and friction behavior of polyacetal surfaces with micro-structure controlled surface pressure[J]. Wear, 2015(328-329):262-269.
[9]Yamakiri H, Sasaki S, Kurita T, et al. Effects of laser surface texturing on friction behavior of silicon nitride under lubrication with water[J]. Tribology International, 2011, 44(5): 579-584.
[10]Cannon A H, King W P. Microstructured metal molds fabricated via investment casting[J]. Journal of Micromechanics & Microengineering, 2010, 20(2): 025025.
[11]Lyndon Scott Stephens.Deterministic micro asperities on bearings and seals using a modified LIGA process[J]. Journal of Engineering for Gas Turbines & amp; Power, 2004 , 126 ( 1 ) : 573-580 .
[12]Kustandi T S, Jian H C, Hong Y L, et al. Texturing of uhmwpe surface via nil for low friction and wear properties[J]. Journal of Physics D Applied Physics, 2009, 43(1): 015301.
[13]Chou S Y, Krauss P R, Renstrom P J. Imprint of sub‐25 nm vias and trenches in polymers[J]. Applied Physics Letters, 1995, 67(67): 3114-3116.
[14]袁巨龍, 張飛虎, 戴一帆,等. 超精密加工領域科學技術發展研究[J]. 機械工程學報, 2010, 46(15): 161-177.
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
