膈膜油缸快速加壓過程的數(shù)值仿真與實(shí)驗(yàn)研究
2018-06-08 03:47:32梅曉宇項(xiàng)福保
中國鑄造裝備與技術(shù) 2018年3期
梅曉宇 ,項(xiàng)福保 ,姜 濤
(1.同濟(jì)大學(xué) 機(jī)械與能源工程學(xué)院,上海 201804;2.寧波通用塑料機(jī)械制造有限公司,浙江寧波 315155)
隨著我國工業(yè)化水平的不斷提高,越來越多的產(chǎn)品對注塑設(shè)備的響應(yīng)速度及穩(wěn)定性提出更高的要求[1,2],目前采用的合模油缸結(jié)構(gòu),由于活塞與油缸筒有間隙,拉桿只是一端和活塞連接,另一端是懸空狀態(tài),這就造成拉桿的下垂,增大了活塞和油缸筒之間的間隙,造成漏油(如圖1所示)。常規(guī)的油缸一般由四根拉桿穿過動(dòng)模板和定模板,拉桿與鎖模活塞連接;動(dòng)模板與四根拉桿自由通過,通過滑腳導(dǎo)向,動(dòng)模板在快速油缸的作用下快速移動(dòng),當(dāng)動(dòng)模板移動(dòng)到預(yù)定位置后,抱閘螺母抱緊拉桿,高壓油進(jìn)入增壓腔,實(shí)現(xiàn)高壓鎖模。反之,高壓油進(jìn)入開模腔,實(shí)現(xiàn)開模動(dòng)作。由于鎖模活塞與鎖模油缸筒有密封件間隙,而另一端是懸空狀態(tài),這就造成拉桿螺紋端的下垂,增大了鎖模活塞和鎖模油缸筒之間的間隙,造成漏油。高壓開模時(shí),在模具脫離脹模力的瞬間,動(dòng)模板沖擊很大[3,4]。

圖1 常規(guī)二板機(jī)合模機(jī)構(gòu)
在解決漏油問題上,國內(nèi)外學(xué)者進(jìn)行了大量豐富的研究[5~9]。不難發(fā)現(xiàn),就目前而言,大多只是通過使用性能更好的密封件和提高各個(gè)部件的加工精度來緩解泄漏的程度。較為先進(jìn)的伺服節(jié)能內(nèi)循環(huán)二板式合模結(jié)構(gòu),避免了大量的液壓油循環(huán)引起的移模背壓,以此提高快速缸的速度和減少能量損耗[10,11],但這種控制方法也并不能解決泄漏問題,且該合模機(jī)構(gòu)的結(jié)構(gòu)復(fù)雜,大大降低了合模機(jī)構(gòu)的強(qiáng)度和剛度[12]。
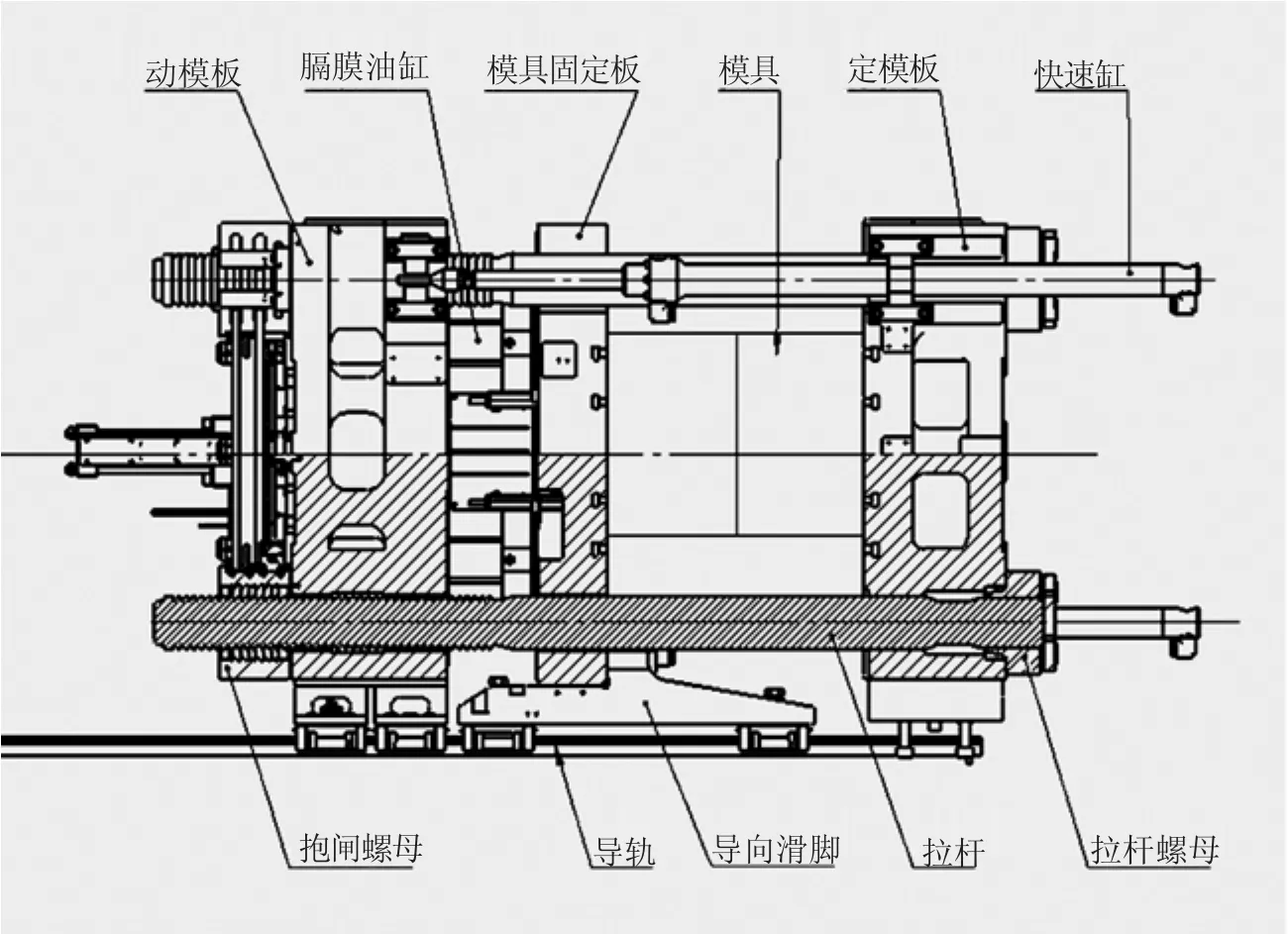
圖2 新型二板機(jī)合模機(jī)構(gòu)
針對以上研究中的不足之處,本文以某型二板式注塑機(jī)為例,采用膈膜油缸鎖模單元,通過對加壓過程的數(shù)值仿真,分析預(yù)沖氣壓和鎖模力以及開模背壓的關(guān)系,通過液壓測試平臺(tái)實(shí)驗(yàn)驗(yàn)證抗泄漏能力。

表1 膈膜油缸參數(shù)
1 膈膜油缸的結(jié)構(gòu)與工作過程
1.1 膈膜油缸的結(jié)構(gòu)
改進(jìn)后的合模結(jié)構(gòu)及鎖模油缸主要由缸筒、活塞、前蓋、后蓋、膈膜、傘形閥、彈簧、沖液接頭、補(bǔ)氣閥、限位板等部分組成(如圖2所示)。
油缸整體固定于動(dòng)模板上,通過限位板與模具固定板連接。活塞與前蓋構(gòu)成開模腔,與缸筒構(gòu)成增壓腔,腔內(nèi)安裝膈膜。膈膜內(nèi)一端連接沖液接頭,另一側(cè)與活塞做非固定接觸,傘形閥固定于沖液接頭油口處,通過彈簧封閉油口。在結(jié)束充液時(shí)自動(dòng)關(guān),對膈膜有保護(hù)作用,非單向閥。前蓋安裝充氣閥,閥門與氣罐連接。該膈膜油缸的具體參數(shù)如表1所示。
1.2 膈膜油缸工作過程
膈膜油缸在工作之前,開模腔預(yù)沖高壓氮?dú)猓瑲怏w體積由限位板控制。當(dāng)高壓油進(jìn)入沖液接頭后,傘形閥打開,高壓油進(jìn)入膈膜推動(dòng)活塞,實(shí)現(xiàn)高壓鎖模的同時(shí)壓縮高壓氮?dú)猓环粗邏河托箟海诟邏旱獨(dú)獾淖饔孟拢钊笸耍瑢?shí)現(xiàn)開模的同時(shí),膈膜油缸內(nèi)的油被排出。利用油氣增壓原理,在初始位置時(shí),氣腔沖入一定壓力的氣體。合模時(shí),伺服泵對膈膜沖液使膈膜膨脹,推動(dòng)活塞,壓縮氣腔的高壓氣體。實(shí)現(xiàn)合模的同時(shí),為開模儲(chǔ)存動(dòng)力。保壓結(jié)束,需要開模時(shí),壓縮空氣推動(dòng)活塞有桿腔,帶動(dòng)公模,實(shí)現(xiàn)開模。在開模過程中,由比例溢流閥,按預(yù)設(shè)壓力提供開模背壓。預(yù)沖氣壓過低,則活塞無法退回到起始位置,預(yù)沖氣壓過高,容易造成開模的沖擊。
伺服定量泵通過伺服電機(jī)驅(qū)動(dòng),經(jīng)單向閥給膈膜沖液,實(shí)現(xiàn)合模。開模時(shí),油泵停止輸出,壓縮空氣推動(dòng)活塞開模,由比例溢流閥提供背壓。膈膜油缸控制工作原理如圖3所示。
2 加壓過程的AMESim仿真
2.1 系統(tǒng)模型構(gòu)建
圖4所示為采用AMESim對快速加壓過程的仿真模型。為準(zhǔn)確模擬膈膜油缸的工作性能,本次數(shù)值仿真的參數(shù)取與實(shí)際情況相同,參照表1所示,在系統(tǒng)建立過程中,快速加壓流程按圖3所示的控制工作原理。

圖3 膈膜油缸控制工作原理
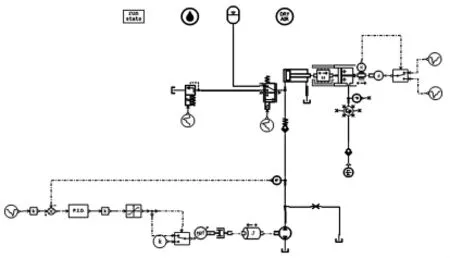
圖4 AMESim仿真系統(tǒng)模型圖
2.2 仿真結(jié)果分析
系統(tǒng)仿真的合模力、比例溢流閥壓力、氣腔壓力及活塞的行程隨時(shí)間的變化曲線如圖5~7所示。
由圖5~7可知,在本次仿真模型中,由于設(shè)定的控制信號是線性的,初始時(shí)刻活塞未動(dòng),系統(tǒng)壓力急速上升到與沖氣壓力相同的壓力值,隨著壓縮行程的增加,由氣態(tài)方程決定,被壓縮氣體壓力上升速度超過系統(tǒng)壓力,2秒后在系統(tǒng)壓力上升到164bar時(shí),達(dá)到額定鎖模力,進(jìn)入保壓階段。5秒后開模,比例溢流閥從預(yù)設(shè)壓力164bar,線性下降到0bar時(shí),活塞回到起始位置,完成開模。從曲線可以看出,油液和氣體的壓力上升都是非線性的,背壓的預(yù)設(shè)值和鎖模壓力相同,實(shí)現(xiàn)從高壓鎖模到開模背壓的零跳躍。

圖5 系統(tǒng)壓力、氣腔壓力隨時(shí)間的變化
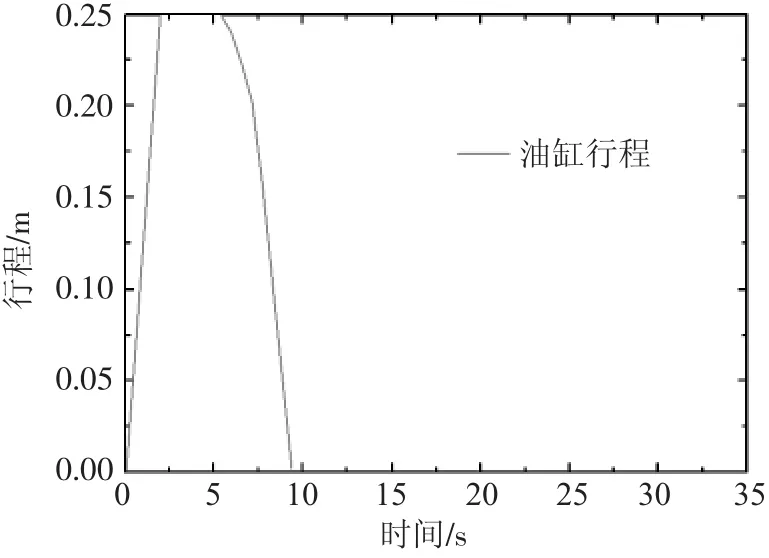
圖6 油缸行程隨時(shí)間的變化規(guī)律

圖7 回油背壓隨時(shí)間的變化規(guī)律
3 膈膜油缸實(shí)驗(yàn)
為驗(yàn)證仿真模型的科學(xué)性和仿真數(shù)據(jù)的準(zhǔn)確性,需根據(jù)仿真數(shù)據(jù)設(shè)置油缸的控制參數(shù),通過分析實(shí)驗(yàn)測試的數(shù)據(jù),從而驗(yàn)證膈膜油缸是否在可控范圍之內(nèi)。
3.1 實(shí)驗(yàn)設(shè)計(jì)
為獲得與實(shí)際使用工況同等的實(shí)驗(yàn)值,采取YE230W臥式應(yīng)變測試系統(tǒng),如圖8所示。
測試系統(tǒng)包括被測試的模型和相關(guān)調(diào)試部件。測試臺(tái)包括動(dòng)力單元,快速移模單元,油溫控制單元等。電機(jī)、油泵為沖液提供設(shè)定的壓力和流量;各個(gè)截止閥實(shí)現(xiàn)合模、開模、增壓、沖液等動(dòng)作;快速移模單元,模擬快速油缸,實(shí)現(xiàn)移模動(dòng)作,冷卻器采用溫度閉環(huán),控制油溫。數(shù)據(jù)采集設(shè)備如圖9,包括鎖模力感應(yīng)模塊,應(yīng)變量測試模塊,計(jì)時(shí)模塊,壓力傳感器等。

圖8 YE230W臥式應(yīng)變測試系統(tǒng)

圖9 數(shù)據(jù)采集設(shè)備
本文沖液的壓力值采用壓力傳感器閉環(huán)控制,流量開環(huán)控制。測試系統(tǒng)采用伊士通軟件實(shí)現(xiàn)自動(dòng)化控制。根據(jù)仿真條件,對測試設(shè)備調(diào)定參數(shù),對單個(gè)模型測試。目標(biāo)鎖模力為100kN。
3.2 實(shí)驗(yàn)結(jié)果分析
3.2.1 鎖模力實(shí)際值
表2為鎖模力實(shí)際值和計(jì)算值,測試與計(jì)算基本接近。從額定鎖模力實(shí)際值可以發(fā)現(xiàn),其較計(jì)算值偏小。主要原因可能為:(1)管路的壓力損失,從出油口到油缸進(jìn)油口,油管為通徑長2m的管子連接,測試系統(tǒng)結(jié)構(gòu)導(dǎo)致壓力傳感器測定的是泵出口壓力。(2)壓縮氣體的各個(gè)參數(shù)選擇和理論值有差別。

表2 鎖模力實(shí)際值
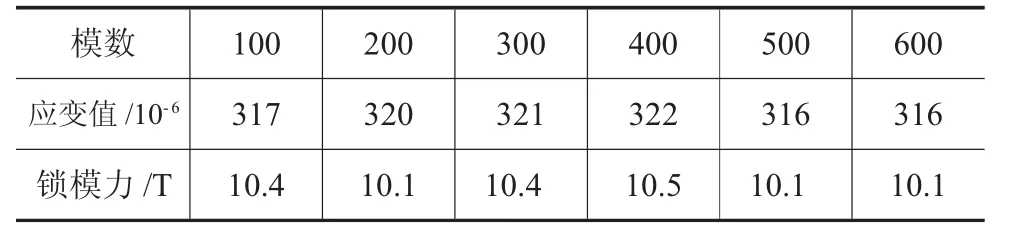
表3 600模鎖模力測試數(shù)據(jù)

表4 沖擊壓力最大值的比較
3.2.2 鎖模力下降測試
對600模鎖模力記錄數(shù)據(jù)分析,如表3所示。可以發(fā)現(xiàn),在保證系統(tǒng)壓力恒定輸出前提下,鎖模力前期不穩(wěn)定。這是由于油溫不均勻所致,400模后達(dá)到穩(wěn)定狀態(tài),在達(dá)到穩(wěn)定狀態(tài)后,實(shí)驗(yàn)過程中可以通過軟件程序做壓力補(bǔ)償。
3.2.3 開模背壓測試
開模背壓設(shè)定值與實(shí)際壓力沖擊最大值比較,如表4所示。可以發(fā)現(xiàn),測試數(shù)據(jù)大于仿真數(shù)值。產(chǎn)生該現(xiàn)象的主要原因?yàn)椋海?)負(fù)載取值偏小,忽略了測試設(shè)備的質(zhì)量。(2)閥的開啟關(guān)閉有延時(shí)現(xiàn)象,導(dǎo)致壓力的過沖。
4 結(jié)論
本文以某型二板式注塑機(jī)為例,采用膈膜式膈膜油缸鎖模單元,通過對加壓過程的數(shù)值仿真,分析預(yù)沖氣壓和鎖模力以及開模背壓的關(guān)系,通過液壓測試平臺(tái)實(shí)驗(yàn)驗(yàn)證抗泄漏能力。取得的主要結(jié)論有:
(1)采用膈膜油缸作為傳遞介質(zhì),解決膈膜油缸的實(shí)際控制問題的方法,通過設(shè)計(jì)開模背壓控制的試驗(yàn)仿真測試,獲得控制減小沖擊的背壓數(shù)據(jù)。
(2)初始時(shí)刻活塞未動(dòng),系統(tǒng)壓力急速上升到與沖氣壓力相同的壓力值,隨著壓縮行程的增加,油液和氣體的壓力上升都是非線性的,背壓的預(yù)設(shè)值和鎖模壓力相同,實(shí)現(xiàn)從高壓鎖模到開模背壓的零跳躍。
(3)依托實(shí)驗(yàn)測試數(shù)據(jù),對比數(shù)值仿真計(jì)算結(jié)果,驗(yàn)證了論文分析結(jié)果的可靠性,將此模型以及油缸參數(shù)應(yīng)用于內(nèi)增壓式二板機(jī)的合模機(jī)構(gòu),具有可工程化的應(yīng)用價(jià)值。
[1] 黃步明.注塑機(jī)合模裝置存在的主要問題及解決方法[J].中國塑料,2001,15(9):76-80.
[2] 黃步明.二板式注塑機(jī)的技術(shù)及發(fā)展 [J].工程塑料應(yīng)用,2000,28(6)32-35
[3] 焦志偉,謝鵬程,嚴(yán)志云.全液壓內(nèi)循環(huán)二板式注塑機(jī)[J].橡塑技術(shù)與裝備,2010,36(1):38-41.
[4] 孔祥東,權(quán)凌霄.膈膜缸的研究歷史、現(xiàn)狀和展望[J].機(jī)床與液壓,2004,4(10):4-6.
[5] 戰(zhàn)興群,張炎華,趙克定.二次調(diào)節(jié)系統(tǒng)中液壓膈膜缸數(shù)學(xué)模型的研究[J].中國機(jī)械工程,2001,4(12):45-46.
[6] Norio Nakazawa,Yoichiro.Development of a braking energy regeneration system for city buses[J].SAE,2003,4(6):251-259.
[7]Somada Hisashi,Yamaguchi Hirotugu.Study on an active accumulator(active control of high frequency pulsation of flow rate in hydraulic systems) [J].JSME International Journal,1996,Series B,39(1):685-690.
[8]秦家升,游善蘭.AMESim軟件的特征及其應(yīng)用 [J].工程機(jī)械,2004,8(12):6-8.
[9] Yorgun C,Dald S.Altay G A.Finite element modeling of bolted steel connections designed by double channel[J].Computer&Structures,2004,82(29):2563-2571.
[10]Hua F A,Yang Y S,Zhang Y N.Three-dimensional finite dement analysis of tube spinning[J].Journal of Materials Processing Technology,2005,168(1):68-74.
[11] 李月仙,亓秀梅.基于ansys的注塑機(jī)前模板有限元分析[J].機(jī)械工程與自動(dòng)化,2008,5(1):70-71.
[12] 李增剛.ADAMS入門詳解與實(shí)例[M].北京:國防工業(yè)出版社,2006.