控制高速鋼軋輥結合層質量的生產實踐
2018-06-08 03:47:36楊詠階李東波張俊延
中國鑄造裝備與技術 2018年3期
楊詠階,李東波,張俊延
(1.山東廣富集團有限公司,山東濱州 256217;2.鄒平鑫特鑄造科技有限公司,山東濱州 256217)
隨著技術的進步和軋制產品要求的提高,對軋輥材料的性能要求越來越高。單一金屬的性能往往不能滿足生產的需求,而雙金屬復合材料由于同時兼具兩種金屬材料的優點,得到了日益廣泛的應用。許多學者對新型軋輥材質及其制造工藝進行了研究[1~4]。
同傳統老式軋機精軋機架采用貝氏體球墨鑄鐵軋輥或無限冷硬鑄鐵軋輥相比,高速鋼軋輥不僅使用壽命長、軋機作業率高,而且軋材尺寸精度得到了提高,軋材表面質量顯著改善。高速鋼軋輥在棒線材軋機上具有廣闊的市場空間和應用前景,提高高速鋼軋輥質量和使用壽命對于軋輥生產企業、軋鋼企業都具有重大意義。國內某鑄造企業針對離心復合鑄造高速鋼軋輥質量的控制進行了研究。
1 工藝流程
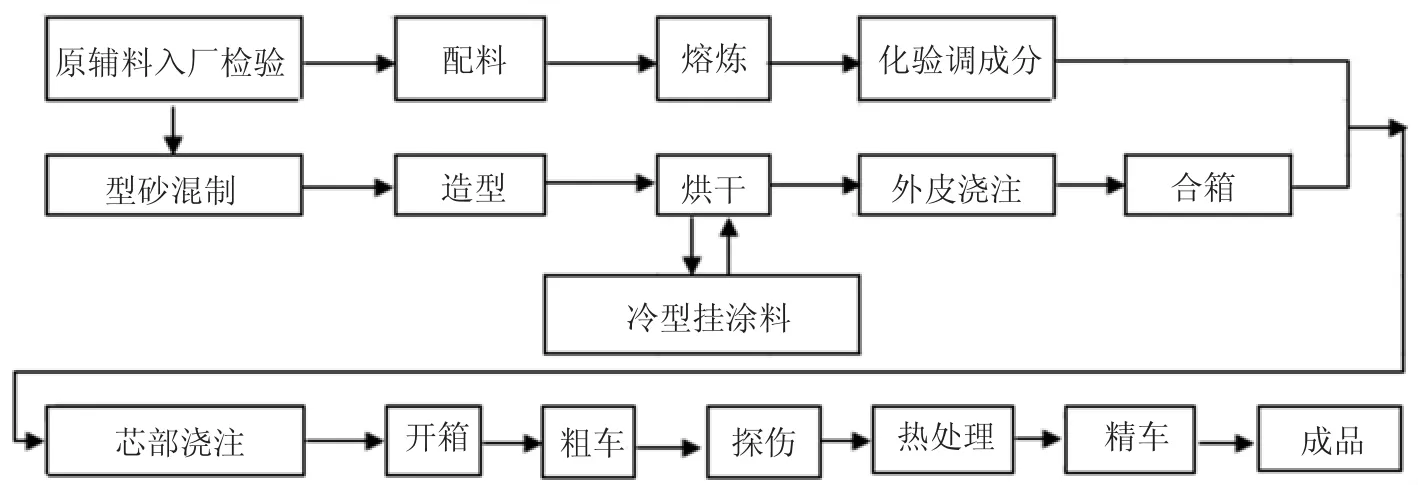
圖1 離心鑄造工藝流程圖
圍繞著軋輥外層與芯部的冶金結合問題,高速鋼軋輥的制造技術不斷發展,從最早的離心鑄造法發展到后來的連續澆鑄復合法、電渣熔鑄法、熱等靜壓法和噴射成型法,各鑄造工藝的優缺點各有不同。離心鑄造法由于生產裝備簡單、工藝穩定、效率高、生產成本低,通過合理設計合金成分和工藝參數,生產出的軋輥仍可以滿足大多數軋機的需要,因而在相當長一段時間內仍將處于主導地位[5]。
某公司軋輥鑄造工藝流程:使用5t和2t中頻感應電爐熔煉金屬溶液,采用臥式離心鑄造法生產高速鋼軋輥,軋輥生產流程如圖1所示。
使用過程中發現,高速鋼軋輥經常容易出現工作層剝落的現象(見圖2)。結合層結合不良是導致剝落的主要原因,控制好結合層是實現高速鋼與球墨鑄鐵良好結合的關鍵,需要制定合適的控制工藝。
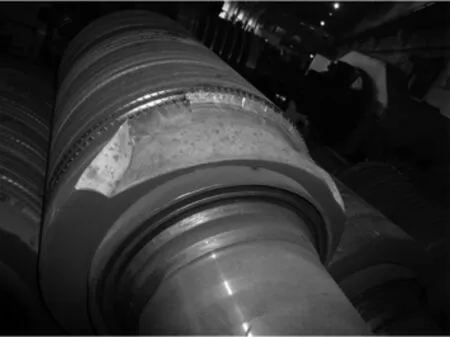
圖2 軋輥工作層剝落情況
2 軋輥材質
該公司離心復合鑄造高速鋼軋輥工作層材質為高速鋼,具有很好的紅硬性、耐磨性和淬透性,芯部為滿足韌性要求的高強度球墨鑄鐵。將兩種不同的材料通過離心復合鑄造制成高速鋼軋輥。設計的材質成分見表1。
3 高速鋼軋輥結合層質量工藝控制措施
針對離心復合鑄造高速鋼軋輥結合層出現嚴重剝落問題,在生產中采取如下工藝控制措施。
3.1 離心機停轉溫度控制
控制好離心機的停轉溫度,使外層鋼水處于完全凝固的臨界狀態最為理想。停轉溫度過高,外層鋼水還未完全凝固,會造成外層鋼水出現局部坍塌,產生一個塌陷區。塌陷區部分鋼水二次氧化,就會出現結合層夾渣缺陷。如果停轉溫度過低,為防止鋼水表面氧化而加入的玻璃渣熔液將變稠,離心過程中甩到鋼水內表面的熔渣熔點提高,導致在填芯時熔化困難,造成融合量不足,嚴重時造成完全不結合,直接影響到外層與芯部的結合質量,出現結合層夾渣缺陷。
為了準確控制停轉溫度,根據生產軋輥規格和工作層厚度,運用鋼錠凝固平方根定律估算停轉時間,再根據經驗加以修正。根據表1成分計算,高速鋼固相線溫度約為1283℃。因此,確定離心機停轉溫度為1260~1270℃,用連續式紅外測溫儀監控外層鋼水溫度。
3.2 填芯間隔時間控制
填芯間隔時間過長會造成外層鋼水自由表面溫度過低,使防氧化玻璃熔渣和內表面的渣子流動性變差,而不能上浮。為此,需合理控制填芯間隔時間,合理布置離心機與澆注地坑的距離。根據生產的軋輥規格不同,通常3~6分鐘即可滿足合型時間要求。
3.3 填芯鐵水澆注溫度控制
填芯鐵水澆注溫度過高,會將已經凝固的外層鋼水熔蝕過多,外層鋼水中強碳化物形成元素鉬、鉻進入芯部鐵水中,造成芯部合金總量增加,使得芯部組織尤其是結合層部位的碳化物數量過多,造成結合層強度和芯部強度急劇降低。澆注溫度過低,氧化渣和玻璃渣不能有效上浮,芯部金屬不能熔蝕足夠外層金屬,造成結合不良,且大量超標夾渣分布于結合層上。
填芯鐵水為結合層熔融結合提供熱能,芯部鐵水一般存在球化孕育過程,需要與工作層操作配合好,在離心機尚未停轉前通知芯部出鐵。通過控制出鐵溫度來保證芯部澆注溫度。出鐵溫度控制在 1500~1520℃,填芯溫度控制在 1410~1430℃。
3.4 離心鑄造過程控制
及時加入防氧化玻璃渣,對鋼水內表面起保護作用,防止鋼水內表面產生高熔點氧化物,同時要求玻璃渣具有良好的流動性,迅速對內表面形成一層保護膜,在冷型起吊時保證有一薄層吸附在內表面,起到保溫和防止氧化的作用,其余流出。合理控制填芯速度,使吸附部分在接觸芯部鐵水后能馬上上浮。根據生產實踐,確定離心機速度為 850r/min,填芯速度控制在(7~10)kg/s。

表1 材質成分ωB/%
3.5 爐料控制
選用低硫、低磷優質合金料和鋼鐵料。減少銹蝕原材料的加入,減少夾雜物的產生,提高鋼、鐵水的純凈度。S、P均為表面活性元素,在一定范圍內隨其含量的增加,鋼的抗裂性隨之降低,所以含量應嚴格控制在0.020%以下。
3.6 外層鋼水熔煉
先將高熔點合金鉻鐵、釩鐵進行破碎,破碎后加入爐內,加快合金的融化速度。同時,熔煉時向爐內加入玻璃碎片防止鋼水氧化,爐內、爐外扒渣要干凈。
4 軋輥(?380×650mm)檢測結果
4.1 結合層形貌
通過肉眼觀察高速鋼軋輥,發現外層與芯部的結合層無明顯的物理界面,基本呈連續一致狀態,如圖3所示。切取軋輥橫截面試樣,進行金相分析,發現石墨形態由外向內由蠕蟲狀變為球狀,根據石墨形態的變化來觀察到兩層的存在,而且分界面是起伏不規則的形狀,說明外層與芯部實現了良好的冶金結合。
4.2 結合層探傷檢測

圖3 結合層形貌
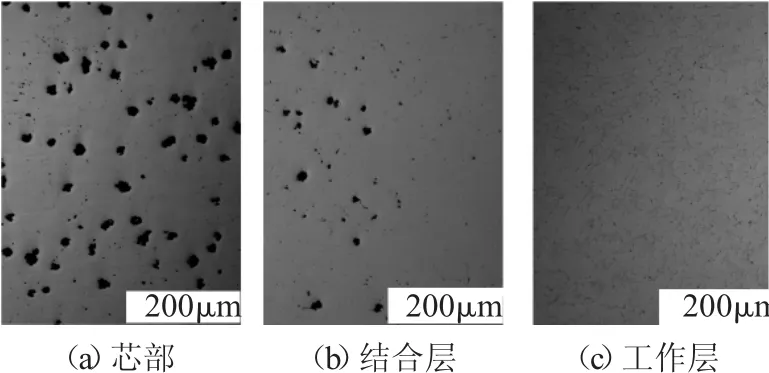
圖4 不同部位的金相圖
在實際生產中,通過輥身斷面粗加工,肉眼觀察輥身兩端結合層,看結合熔融層是否良好以及工作層是否在填芯過程中被沖偏。用板尺測量工作層厚度,初步判斷結合層質量的好壞,然后再做進一步深度檢測。使用超聲波探傷儀對結合層進行探傷檢測,沒有發現缺陷,說明結合層控制良好。
4.3 力學性能檢測
從軋輥上切取了包含工作層、結合層和芯部的試樣,試樣加工成圖5所示的形狀,測得試樣抗拉強度為420MPa、470MPa。斷裂部位位于試樣根部,說明結合層抗拉強度還要大于此值,且大于輥頸強度(≥350MPa)要求。
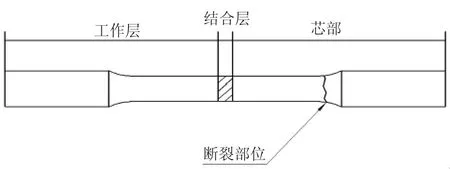
圖5 斷裂部位示意圖
5 軋輥使用效果
(1)通過檢測結果來看,該工藝生產的離心復合鑄造高速鋼軋輥(?380×650mm)滿足要求,解決了由于結合層質量差導致的軋輥在使用過程中輥身剝落問題,工作層剝落率下降了90.2%。
(2)優化工藝后,高速鋼軋輥工作層與芯部實現了良好的冶金結合,軋輥服役期大幅提高。
6 小結
(1)采用離心鑄造工藝,使用高速鋼作為工作層、球磨鑄鐵作為芯部材料生產高速鋼軋輥。
(2)通過控制離心機停轉溫度、填芯間隔時間、填芯鐵水澆注溫度、離心鑄造過程、爐料、外層鋼水熔煉情況等因素,提高了高速鋼軋輥結合層的質量。
(3)金相檢驗、探傷檢測和結合層抗拉強度檢測結果表明:優化工藝后,軋輥結合層質量滿足生產要求,軋輥工作層剝落問題得到了解決。
[1] 胡冰,那順桑,陶進長,等.離心鑄造雙金屬結合層的研究[J].熱處理,2008,23(6):51-54.
[2] 張玉芝.離心鑄造高速鋼復合軋輥的研究[J].熱加工工藝,2015(5):103-106.
[3] 袁乃博,毛衛民.高速鋼離心復合軋輥結合層質量的研究[J].中國鑄造裝備與技術,2007(4):19-22.
[4] 王志成,付會敏,李劍平,等.離心鑄造高速鋼-球鐵復合軋輥的制造工藝[J].現代鑄鐵,2009,29(3):44-48.
[5] 劉均賢,韓靜濤,張永軍.軋輥用高速鋼材料的研究現狀[J].材
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03