某船發電柴油機主軸瓦孔現場電刷鍍及研磨修復
2018-06-11 05:47:58朱新河
中國修船 2018年3期
劉 勇,朱新河
(大連海事大學,遼寧 大連 116026)
船舶柴油機在長期運轉后或經機損事故后,會產生主軸瓦孔尺寸超差、中心線直線度超標等現象。如不及時恢復主軸瓦孔尺寸和中心線直線度,會為后期運行帶來安全隱患。欲將變形的主軸瓦孔恢復至標準尺寸,需要在孔內表面涂覆足夠厚度的覆層后再加工至要求尺寸。目前獲得覆層的方法有堆焊法、熱噴涂法、激光戎覆法、等離子熔覆法、電火花沉積法和電刷鍍法等[1],加工方法有車間內鏜床加工法和便攜式工具現場加工法。現場電刷鍍并利用假軸研磨軸孔可以快速、經濟地修復損壞后的主軸瓦孔。
1 概述
2016年10月,某船在華南某船廠修理,其No.2發電動機主軸燒瓦,機座主軸瓦孔變形需要修理。該發電動機為臥式直列機,具體參數如下:型號,YANMAR 6M200L-UN;額定轉速750 r/min;行程260 mm;缸徑200 mm;主軸瓦孔內徑170.000 mm,公差0.000~+0.025 mm:主軸瓦蓋螺栓扭緊力矩500 N·m。
某公司以低價中標此單工程后,用假軸研磨的方法在機艙內現場修理主軸瓦孔,但交付后裝配曲軸時,服務工程師對曲軸主軸頸與主軸瓦內表面接觸情況用著色方法檢查時發現:2#、5#主軸下瓦局部與對應主軸頸呈三角形接觸;3#、4#主軸下瓦基本與對應主軸頸不接觸。多次返工無果后,船東聯系筆者重新對該機體進行檢測并修復。
2 檢測
技術人員攜帶磁粉探傷儀、激光自準儀、內徑量表等量具達到現場后重新檢查發現如下問題。
1)探傷沒有發現裂紋等缺陷。
2)瓦蓋與機體是齒面嚙合,齒面著色檢測發現呈局部接觸,接觸率不足50%,需要重新研磨齒面。
3)主軸瓦孔中心線直線度見表1和圖1,主軸瓦孔內徑檢測數據表2。表2中A1、A2、B1、B2分別代表距離瓦蓋搭口上下各20 mm處的測量點,C1、C2代表重直于瓦蓋搭口方向的測量點。
4)機座上平面度檢測數據見表3。

表1 YANMAR 6M200L-UN主軸瓦孔修前中心線直線度 mm

表2 YANMAR 6M200L-UN主軸瓦孔修前內徑測量結果 mm
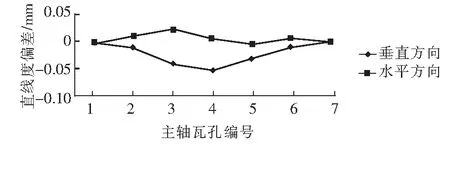
圖1 YANMAR 6M200L-UN主軸瓦孔修前中心線曲線圖

表3 YANMAR 6M200L-UN 機座上平面的平面度 mm
3 修理方案
根據CB/T3499-1993《船用柴油機機座修理技術要求》[2]規定:修復后機座全部主軸瓦孔同軸度不大于0.04 mm,相鄰座孔同軸度不大于0.02 mm;機座上平面的平面度在1 000 mm×1 000 mm范圍內不大于0.05 mm,全平面內不大于0.25 mm。[2]由以上檢測數據可以發現如下問題。
1)瓦蓋齒面沒有處理,接觸率不符合規范要求,裝機后主軸瓦孔尺寸會在短期內產生變形,有安全隱患。
2)主軸瓦孔尺寸輕微超出標準要求。
3)主軸瓦孔中心線直線度超標較嚴重,軸線中間段下沉,這也是主軸瓦與曲軸著色不好的主要原因。
4)機座支撐面平面度在允許范圍內。
經與船東及輪機管理人員交談得知:前期修理時用的直軸較短僅可以跨4道軸孔,然后分多次逐孔研磨。在機座受損軸線本已下沉的情況下,短軸不能跨過全部主軸瓦孔,只能順著原彎曲的孔心6線研磨,也就不能恢復主軸瓦孔的直線度了。
鑒于以上因素且在船東堅持繼續使用假軸研磨修理的情況下,經慎重考慮后擬定如下修復方案:電刷鍍主軸瓦孔內表面后用一條足夠長的假軸研磨軸孔,并用激光自準儀復查主軸瓦孔中心線直線度。
4 修理過程
根據檢測結果和修復方案,對該機體實施了如下修復過程。
1)根據機座長度、主軸瓦孔跨距、主軸瓦孔標準尺寸預先在車間內用厚壁無縫鋼管磨削加工一條直軸。要求直軸長度足以跨過全部主軸瓦孔,且軸徑分為169.83~169.85 mm與169.98~170.00 mm,這兩個尺寸相互間隔交替。
2)機艙內現場研磨主軸瓦蓋嚙合齒面,直至齒面接觸率達80%以上。
3)對下沉的主軸瓦孔現場電刷鍍,要求鍍層厚度比下沉量高0.03~0.05 mm。
4)用直軸軸頸為169.83~169.85 mm段配合用研磨砂和機油研磨瓦孔。
5)用直軸軸頸為169.98~170.00 mm段著色檢查瓦孔內表面。
6)重復4)和5)程序直至全部瓦孔的均勻著色。如果有局部低點不能接觸則應局部電刷鍍處理,直至合格。
7)安裝軸瓦蓋并按標準力矩扭緊螺栓,再次測量主軸瓦孔內徑。測量時應注意密集多點測量。
8)根據測量結果,孔徑大的則電刷鍍上軸瓦蓋內表面,孔徑小的則研磨上軸瓦蓋,可以將軸瓦蓋拆下扣在直軸上研磨,直至安裝后測量合格。
9)自檢合格后主軸瓦孔內表面刷鍍快鎳硬化層。
10)成品中心線直線度要求。全部軸瓦孔同軸度不大于0.02 mm,相鄰軸瓦孔同軸度不大于0.01 mm。修復過程圖片見圖2。
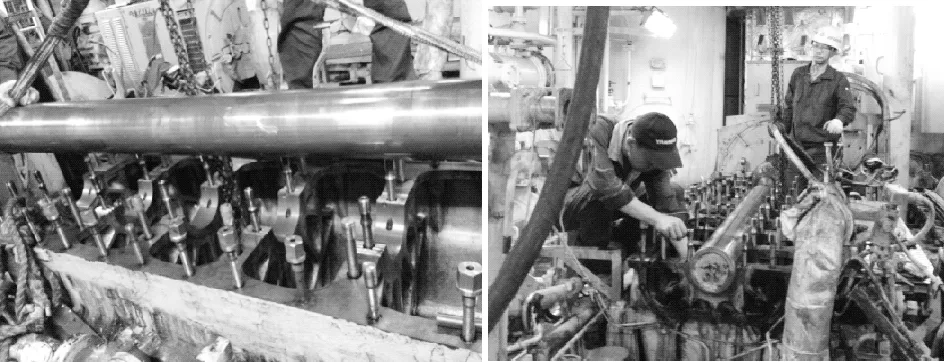
(a)假軸著色檢查主軸瓦孔 (b)假軸研磨主軸瓦孔圖2 假軸研磨修復主軸瓦孔過程
5 成品檢測
成品后松開軸瓦蓋螺栓,清潔后重新安裝并按標準力矩扭緊螺栓,用激光自準儀檢測主軸瓦孔中心線直線度見表4和圖3,主軸瓦孔成品檢測數據見表5。
服務工程師再次著色檢查主軸瓦外圓與主軸瓦孔內表面、主軸瓦內圓與曲軸主軸頸外表面的接觸情況:著色均勻,軸頸與軸瓦均勻接觸,驗收合格。

表4 YANMAR 6M200L-UN主軸瓦孔修后中心線直線度 mm
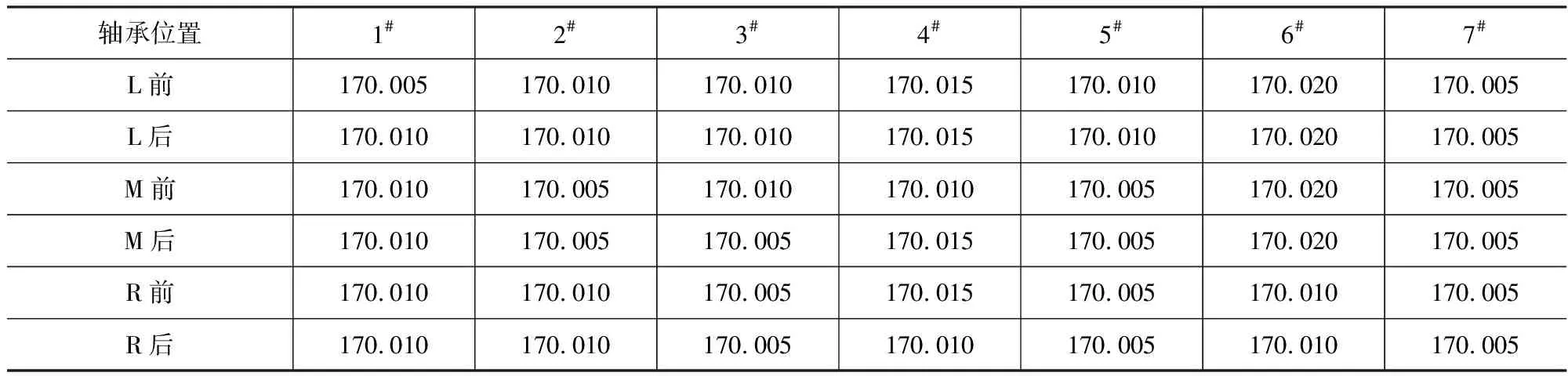
表5 YANMAR 6M200L-UN主軸瓦孔修后內徑測量結果 mm
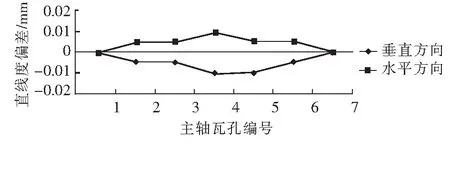
圖3 YANMAR 6M200L-UN主軸瓦孔修后中心線曲線圖
6 結束語
用假軸研磨修復主軸瓦孔有很多局限性,一般僅適用于小型機器且損傷不嚴重時的修理,而且效率低下、精度很難控制、對操作人員的手工技能要求很高。在受客觀條件限制必須使用假軸研磨時,應注意以下3點。
1)直軸長度盡可能跨總瓦孔數量的2/3以上,如能跨全部瓦孔更好。
2)直軸要盡可能輕便的同時要有足夠的剛度,保證其在加工、運輸和使用過程中不會產生變形。
3)在條件允許的情況下盡量使用激光設備檢測主軸孔中心線直線度以保證修復后的質量。