基于CATIA的克林貝格C50銑齒機(jī)切齒加工仿真應(yīng)用
2018-06-13 08:36:30肖將秦厚明王傳法麻俊方
汽車零部件 2018年5期
肖將,秦厚明,王傳法,麻俊方
(1.中國(guó)重汽集團(tuán)技術(shù)發(fā)展中心,山東濟(jì)南 250001;2.中國(guó)重汽集團(tuán)濟(jì)南橋箱有限公司,山東濟(jì)南 250001)
0 引言
螺旋錐齒輪是重型汽車車橋的重要零部件,其齒制可分為格里森制、奧利康制、克林貝格制3種,長(zhǎng)期以來(lái)行業(yè)內(nèi)主要采用格里森制。近年來(lái),隨著切削技術(shù)的進(jìn)步以及干切技術(shù)的應(yīng)用,奧利康制連續(xù)切削生產(chǎn)方式的優(yōu)點(diǎn)得到體現(xiàn),獲得了更多的生產(chǎn)應(yīng)用。目前,國(guó)內(nèi)主要車橋生產(chǎn)企業(yè)已經(jīng)大量引進(jìn)了加工奧利康制齒輪的全數(shù)控機(jī)床。
文中的研究對(duì)象是克林貝格C50銑齒機(jī)的切齒加工仿真。C系列機(jī)床是克林貝格和奧利康公司合并后推出的產(chǎn)品,是國(guó)內(nèi)最新式的擺線齒數(shù)控加工機(jī)床。文中的研究目的是通過(guò)分析該設(shè)備的加工原理,進(jìn)行切齒加工仿真,建立被加工齒輪的齒面模型,為工廠的生產(chǎn)準(zhǔn)備以及進(jìn)一步的齒輪強(qiáng)度、動(dòng)態(tài)性能等分析提供依據(jù)。
擺線齒準(zhǔn)雙曲面齒輪引入市場(chǎng)前后,這項(xiàng)技術(shù)的理論研究也得到了相應(yīng)的發(fā)展。在準(zhǔn)雙曲面齒輪的加工仿真方面,主要有兩種解決方法:(1)采用數(shù)學(xué)方法,根據(jù)曲面嚙合原理建立齒面方程。例如聶少武介紹了刀傾全展成法加工、采用產(chǎn)形輪理論建立數(shù)學(xué)模型的方法[1]。(2)采用三維建模軟件進(jìn)行模擬加工。文中采用的是這種方法。具體仿真方法可根據(jù)不同銑齒機(jī)的加工原理、是否采用刀傾、加工方法為成形法還是展成法、不同仿真軟件的選擇(VERICUT、UG、CATIA、Pro/E等)、產(chǎn)形輪的類型及建模方法等而有所不同。例如汪中厚[2]介紹了基于CATIA環(huán)境的弧齒錐齒輪加工仿真方法。
1 C50銑齒機(jī)加工原理及機(jī)床坐標(biāo)系建立
克林貝格C50銑齒機(jī)為立式加工機(jī)床,采用六軸數(shù)控,包括A、B、C、X、Y、Z6個(gè)聯(lián)動(dòng)坐標(biāo),X為刀盤軸線的垂直運(yùn)動(dòng),Y為刀盤軸線的水平運(yùn)動(dòng),Z為工件軸線的直線運(yùn)動(dòng),A為刀盤主軸的回轉(zhuǎn),B為工件繞自身軸線的轉(zhuǎn)動(dòng),C為工件主軸的轉(zhuǎn)動(dòng)。與機(jī)械式銑齒機(jī)相比,取消了搖臺(tái)、偏心機(jī)構(gòu)、刀傾機(jī)構(gòu)等,使結(jié)構(gòu)大為簡(jiǎn)化,如圖1所示。齒輪設(shè)計(jì)及機(jī)床調(diào)整算法由KIMOS軟件實(shí)現(xiàn),切齒工具采用SPIRON系列刀盤。加工方式采用刀傾半展成法,即大輪采用仿形法、小輪采用有刀傾的展成法加工。與搖臺(tái)式機(jī)床不同,C系列機(jī)床的刀傾以及展成過(guò)程要通過(guò)數(shù)控的多坐標(biāo)聯(lián)動(dòng)來(lái)實(shí)現(xiàn)。
C50機(jī)床系統(tǒng)將六軸坐標(biāo)轉(zhuǎn)化為類似搖臺(tái)式機(jī)床的通用定位參數(shù),并顯示在人機(jī)交互界面上,如刀轉(zhuǎn)角、刀傾角、搖臺(tái)角、刀位、床位等,因此仍需按照類似搖臺(tái)式機(jī)床的方式建立切齒加工坐標(biāo)系。
虛擬的搖臺(tái)坐標(biāo)系SM和工件坐標(biāo)系S1的相對(duì)位置如圖2 所示。其中l(wèi)為機(jī)床中心到交叉點(diǎn)距離,aη為機(jī)床偏置,aγ為機(jī)床根錐角,aχ為床位。
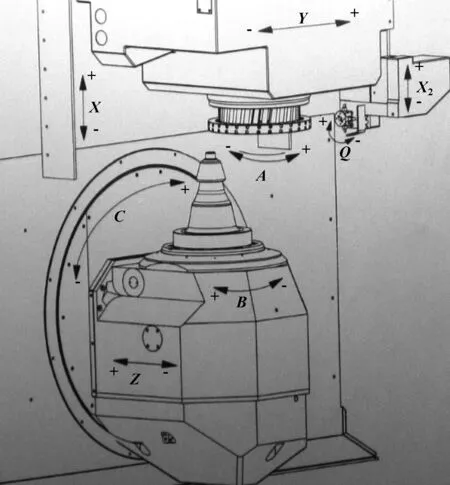
圖1 C50機(jī)床各自由度示意圖
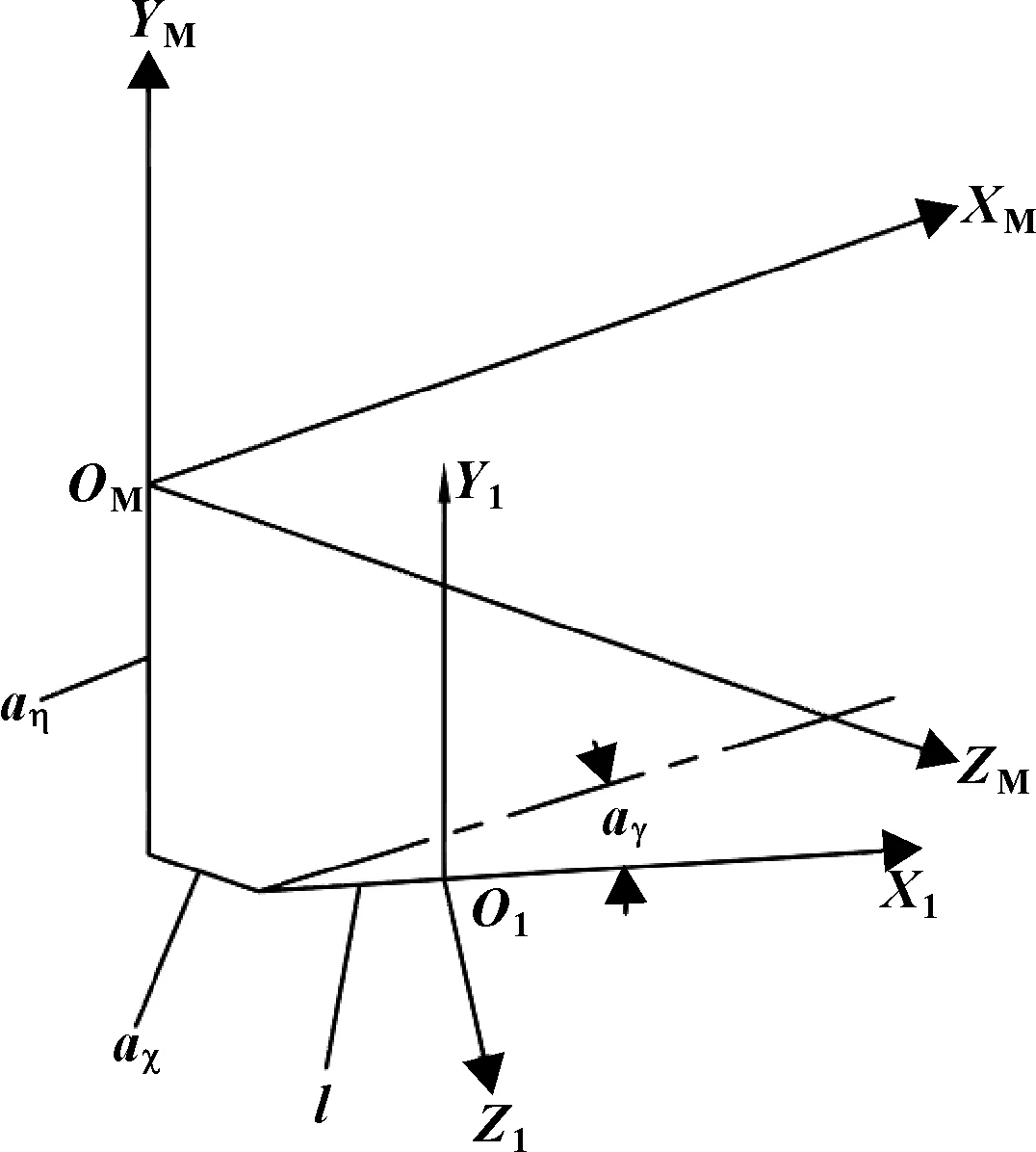
圖2 工件坐標(biāo)系與搖臺(tái)坐標(biāo)系的相對(duì)位置
搖臺(tái)坐標(biāo)系SC1、刀傾坐標(biāo)系Sd和刀轉(zhuǎn)坐標(biāo)系Sb的相對(duì)位置如圖3所示,其中σ為刀轉(zhuǎn)角,αm為搖臺(tái)角。

圖3 搖臺(tái)坐標(biāo)系SC1、刀傾坐標(biāo)系Sd和刀轉(zhuǎn)坐標(biāo)系Sb
刀盤坐標(biāo)系Sf與刀傾坐標(biāo)系Sd的關(guān)系如圖4所示,其中τ為刀傾角。
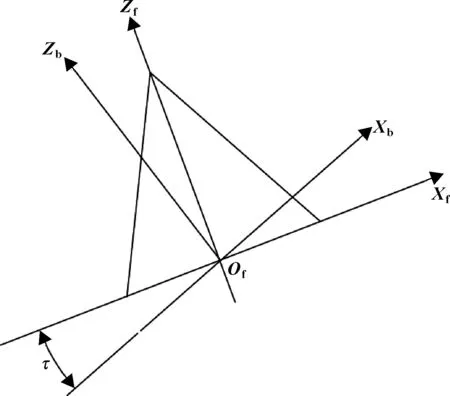
圖4 刀盤坐標(biāo)系與刀傾坐標(biāo)系
刀盤坐標(biāo)系Sf與搖臺(tái)坐標(biāo)系SM的關(guān)系如圖5所示,其中M為切齒參考點(diǎn),u為參考點(diǎn)沿刀刃方向的位移,θ為刀盤轉(zhuǎn)角。
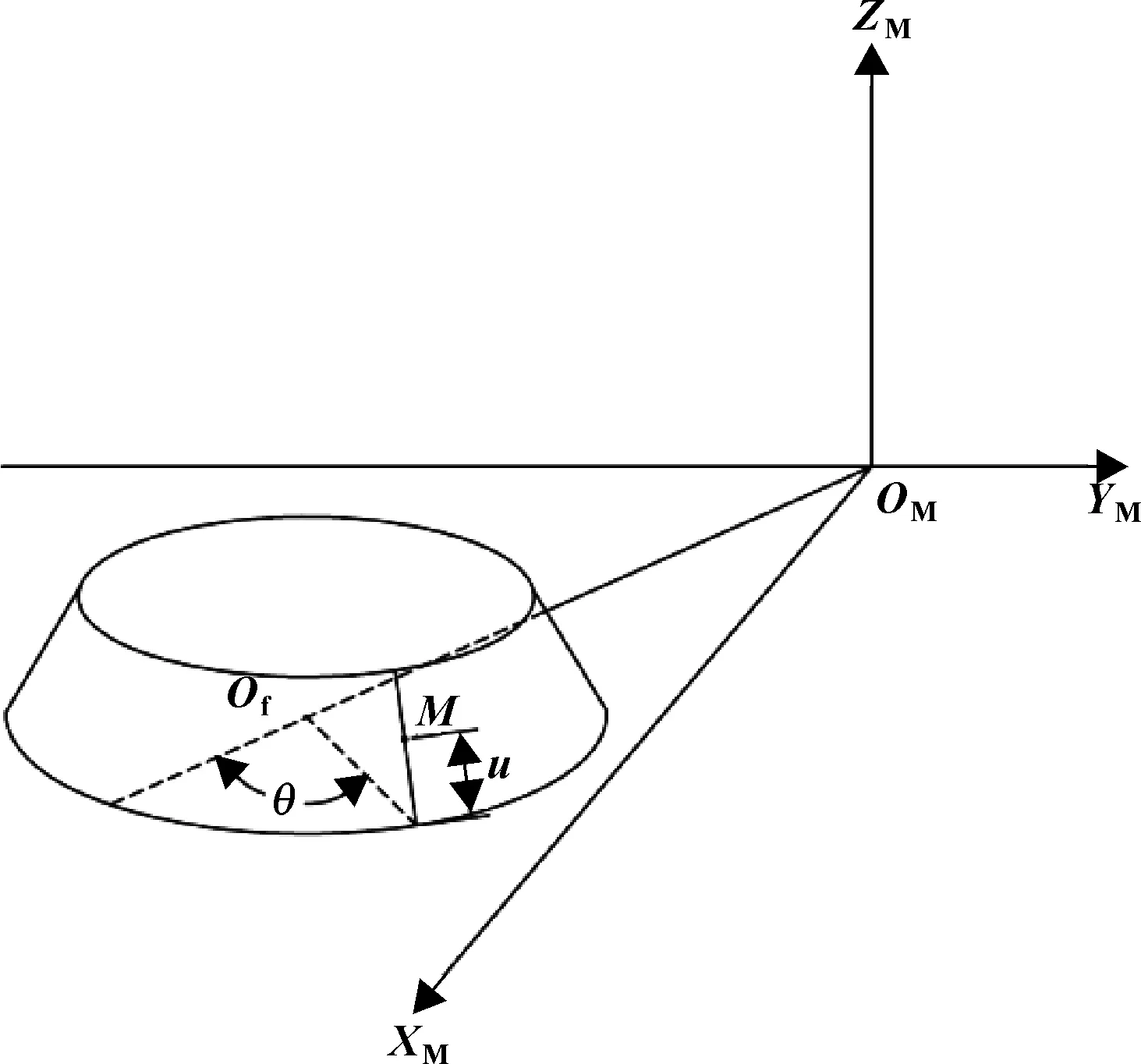
圖5 刀盤坐標(biāo)系與搖臺(tái)坐標(biāo)系
對(duì)于大齒輪刀盤的安裝,可令刀傾角、刀轉(zhuǎn)角等于0。
2 小齒輪的切齒加工仿真
2.1 展成法加工原理
克林貝格C50銑齒機(jī)采用展成法加工小齒輪,該過(guò)程分為兩步:首先令搖臺(tái)角恒定,切入到全齒深,然后開(kāi)始展成過(guò)程。搖臺(tái)角到達(dá)到程序設(shè)定值時(shí)展成過(guò)程結(jié)束。
在小齒輪展成階段,存在刀盤、搖臺(tái)、工件同時(shí)繞自身軸線的轉(zhuǎn)動(dòng)。機(jī)床數(shù)控系統(tǒng)通過(guò)配置上述3種運(yùn)動(dòng)的相對(duì)轉(zhuǎn)速,模擬出產(chǎn)形輪的齒廓,并實(shí)現(xiàn)連續(xù)分齒,從而在工件上產(chǎn)生范成的齒面。與搖臺(tái)式銑齒機(jī)不同,C50銑齒機(jī)模擬搖臺(tái)的回轉(zhuǎn)運(yùn)動(dòng),是通過(guò)幾個(gè)坐標(biāo)軸聯(lián)動(dòng)來(lái)實(shí)現(xiàn)的。
刀盤和輪坯位置可根據(jù)機(jī)床安裝參數(shù)如刀傾角、刀轉(zhuǎn)角、搖臺(tái)角、刀位、床位等進(jìn)行定義,如圖6所示。
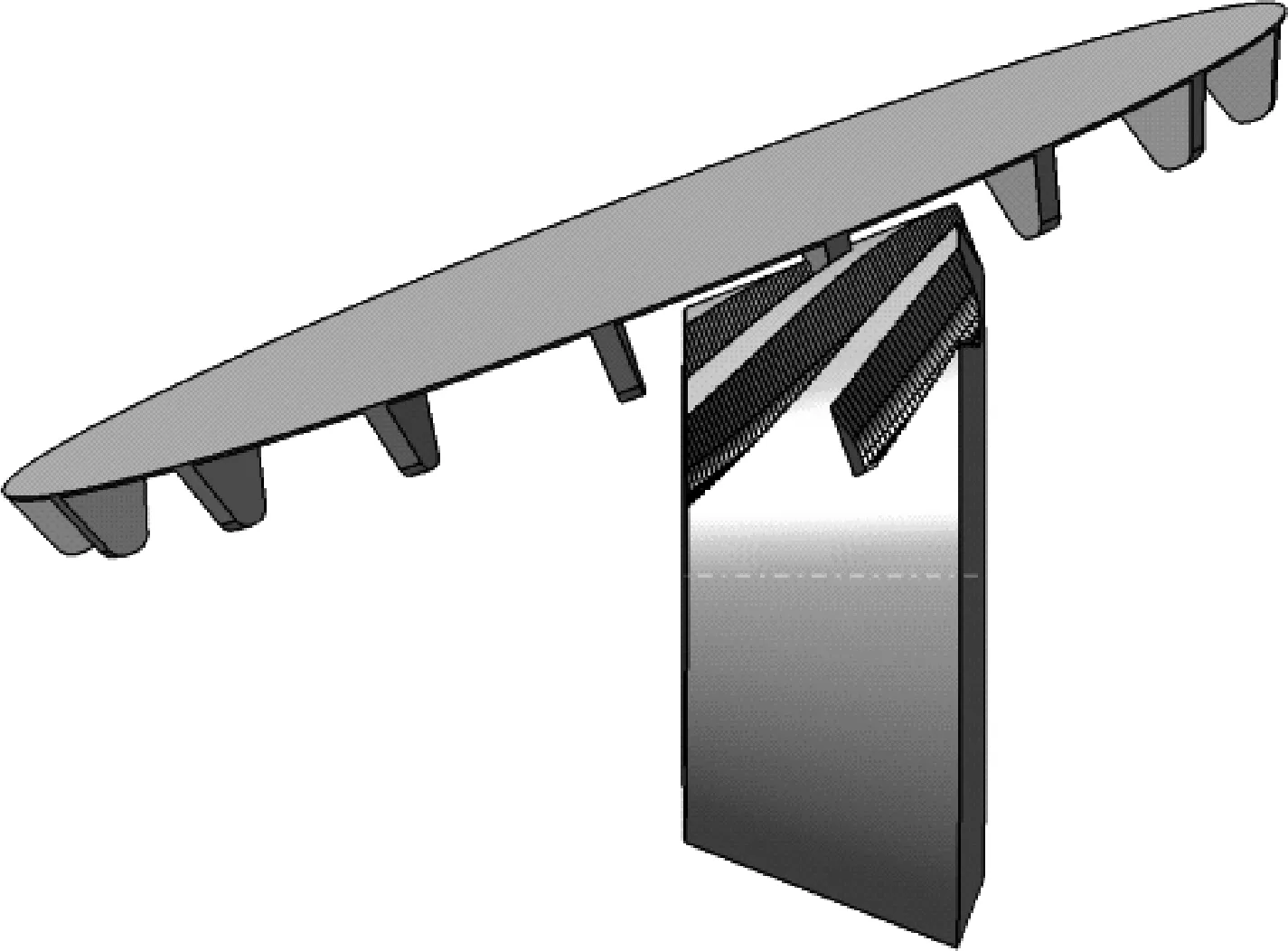
圖6 小齒輪加工刀盤和輪坯相對(duì)位置
2.2 加工仿真原理和產(chǎn)形輪建模
文中采用的小齒輪仿真方法不是直接模擬刀盤的運(yùn)動(dòng),而是通過(guò)建立虛擬的產(chǎn)形輪模型,令產(chǎn)形輪與工件按固定速比運(yùn)動(dòng),并通過(guò)布爾運(yùn)算模擬切齒過(guò)程來(lái)實(shí)現(xiàn)的。
擺線齒準(zhǔn)雙曲面齒輪的產(chǎn)形輪建模可采用多種方法。鄒旻等人[3]用矢量運(yùn)算方法推導(dǎo)了平頂產(chǎn)形輪齒面方程,得到了齒面的數(shù)學(xué)模型。文中采用的產(chǎn)形輪形式為錐形頂面,并采用MATLAB軟件編程來(lái)完成矢量運(yùn)算。
在MATLAB環(huán)境中建立內(nèi)外刀刃上任意點(diǎn)的軌跡方程,用曲面工具surfc命令形成曲面。程序流程如圖7所示。

圖7 程序流程
求解外刀形成的產(chǎn)形輪齒面時(shí),程序內(nèi)容如下:
fi=αm; //αm搖臺(tái)角
Ex0=[aφ,0,0]; //aφ為徑向刀位
Ex=R(k,fi,Ex0); //k為Z軸單位矢量
alpha=φv; //φv外刀條角度
r0=[ rw,0,0]; //rw 刀盤半徑
F=[-sin(φv),0,-cos(φv)]; //φv為外刀條角度
u=linspace(0, TA,2); //TA為切入深度
theta=linspace(-theta0, theta0,30);
eta=σ; //σ為刀轉(zhuǎn)角
ksai=τ; //τ為刀傾角
jq=R(k, σ,Ex/249);
kq=R(jq, τ,k);
ip0=ZP/Z0;
2017年廣州日?qǐng)?bào)應(yīng)勢(shì)而動(dòng),主動(dòng)針對(duì)印務(wù)板塊調(diào)結(jié)構(gòu)、去產(chǎn)能,實(shí)施整合優(yōu)化。在削減報(bào)紙印刷產(chǎn)能的同時(shí),加大書刊印刷、商業(yè)印刷市場(chǎng)的拓展力度。未來(lái)的廣州日?qǐng)?bào)會(huì)堅(jiān)持兩手抓,全力拓展線上傳播,同時(shí)堅(jiān)守傳統(tǒng)影響。“只要能觸達(dá)用戶,一切應(yīng)用皆是媒體,信息傳播載體間不是非此即彼的關(guān)系,用戶對(duì)資訊的消費(fèi)需求是多層次、多樣化的,未來(lái)的傳播會(huì)是全方位、多渠道到達(dá)的復(fù)合形態(tài)。”郭獻(xiàn)軍反復(fù)強(qiáng)調(diào)。
for i1=1:length(u)
for j1=1:length(theta)
rf=R(k, αm+α1,r0+u(1,i1)*F);
rp0=R(k, σ,rf);
rp1=R(k,(0+ip0)*theta(1,j1),rp0);
rp2=R(jq, τ,rp1);
rp3=Ex+rp2;
r=R(kk,1*theta(1,j1),rp3);
x(i1,j1)=r(1,1);
y(i1,j1)=r(1,2);
z(i1,j1)=r(1,3);
end
end
surfc(x,y,z);
上述程序中,R(a,b,c)為矢量旋轉(zhuǎn)函數(shù)。表示矢量c以矢量a為軸線旋轉(zhuǎn)角度b。涉及的其他參數(shù)可在C50銑齒機(jī)顯示界面中查到。
同理可得到內(nèi)刀形成的齒面方程。
基于上述內(nèi)外刀形成齒面的數(shù)據(jù),在三維建模軟件中構(gòu)建產(chǎn)形輪模型,如圖8所示。
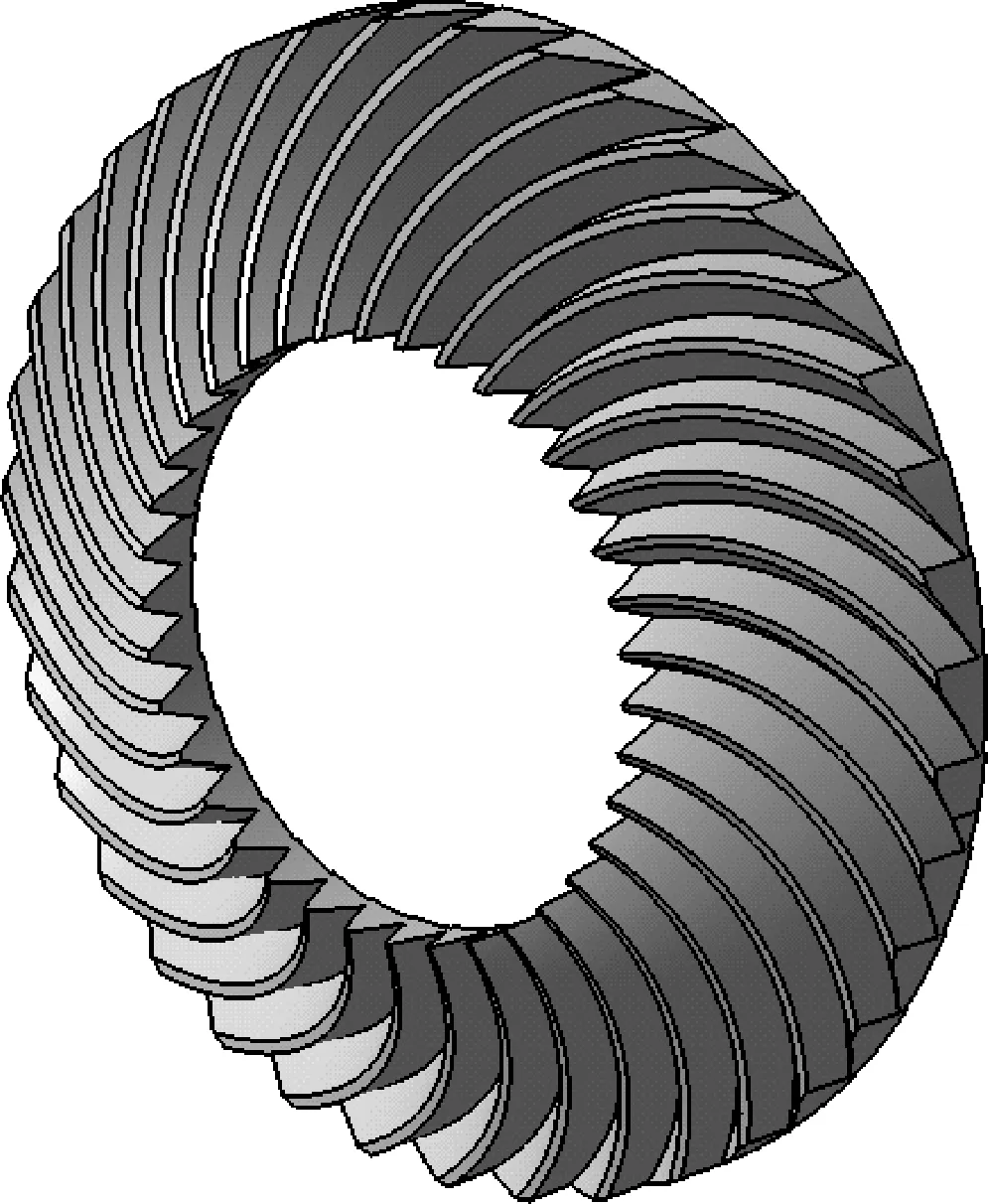
圖8 產(chǎn)形輪齒形
假想產(chǎn)形輪與工件的安裝位置如圖9所示。
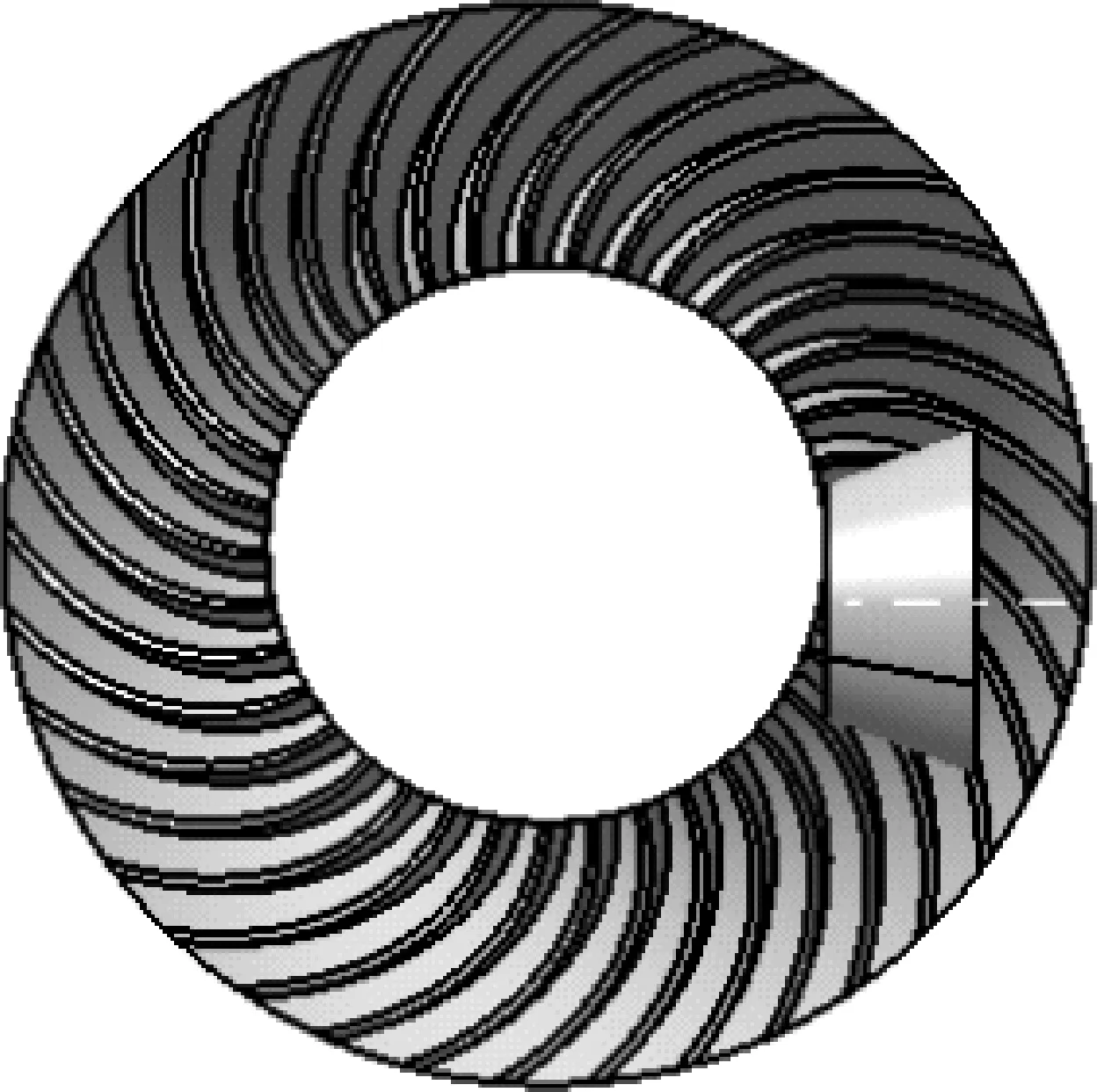
圖9 產(chǎn)形輪和輪坯相對(duì)位置
2.3 在CATIA環(huán)境中完成加工仿真
齒輪加工是在齒坯上去除材料的過(guò)程,在CATIA中可以通過(guò)布爾運(yùn)算來(lái)實(shí)現(xiàn)。刀刃嚙合點(diǎn)在齒坯上的相對(duì)運(yùn)動(dòng)軌跡就是被加工齒面。
小齒輪仿真流程如圖10所示。
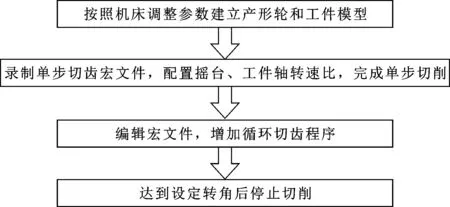
圖10 小齒輪仿真流程
主從動(dòng)齒輪的三維仿真結(jié)果如圖11所示。

圖11 加工仿真完成的小輪齒形
3 大齒輪的切齒加工仿真
采用成形法原理構(gòu)建加工仿真模型的步驟是:首先建立刀盤模型,按照機(jī)床調(diào)整參數(shù)放置刀盤和工件,采用布爾運(yùn)算功能和宏命令實(shí)現(xiàn)循環(huán)切齒。加工時(shí)需保證齒輪、刀盤的轉(zhuǎn)速比,從而實(shí)現(xiàn)加工過(guò)程的自動(dòng)分齒。
3.1 建立刀盤模型
根據(jù)克林貝格的Spiron 系列刀盤的刀片組數(shù)、內(nèi)外刀角和刀頂距等參數(shù),建立刀盤的三維模型,如圖12所示。刀盤包括17組刀齒,每轉(zhuǎn)過(guò)一組刀齒時(shí),被加工齒輪轉(zhuǎn)過(guò)一個(gè)齒間。
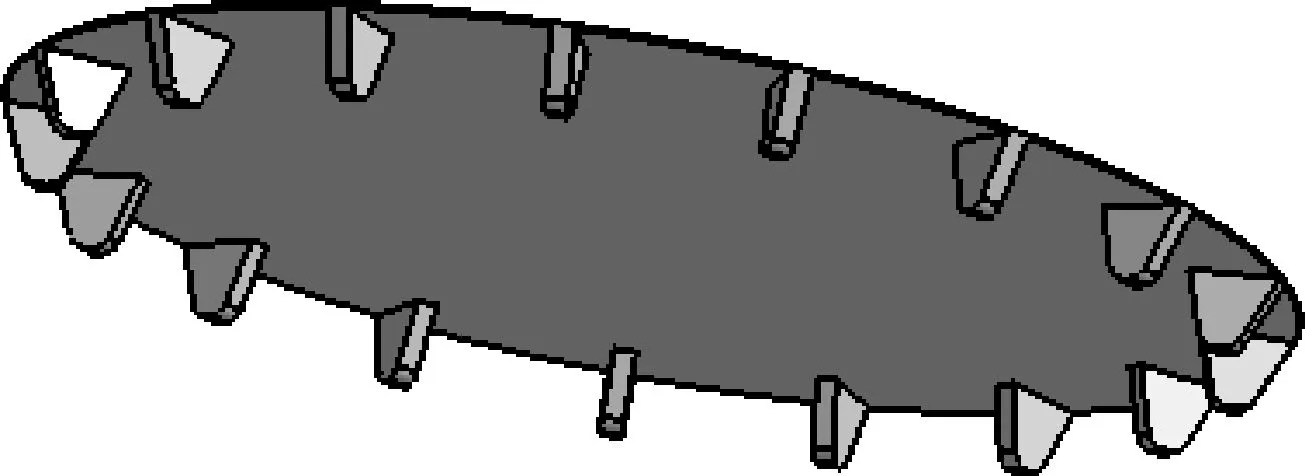
圖12 刀具外形和安裝參數(shù)圖示
3.2 刀盤和大輪齒坯的安裝位置
與小輪加工工藝相比,大齒輪刀盤無(wú)刀傾角、刀轉(zhuǎn)角。根據(jù)搖臺(tái)角αm可確定刀盤的安裝位置。刀盤和工件相對(duì)位置如圖13所示。
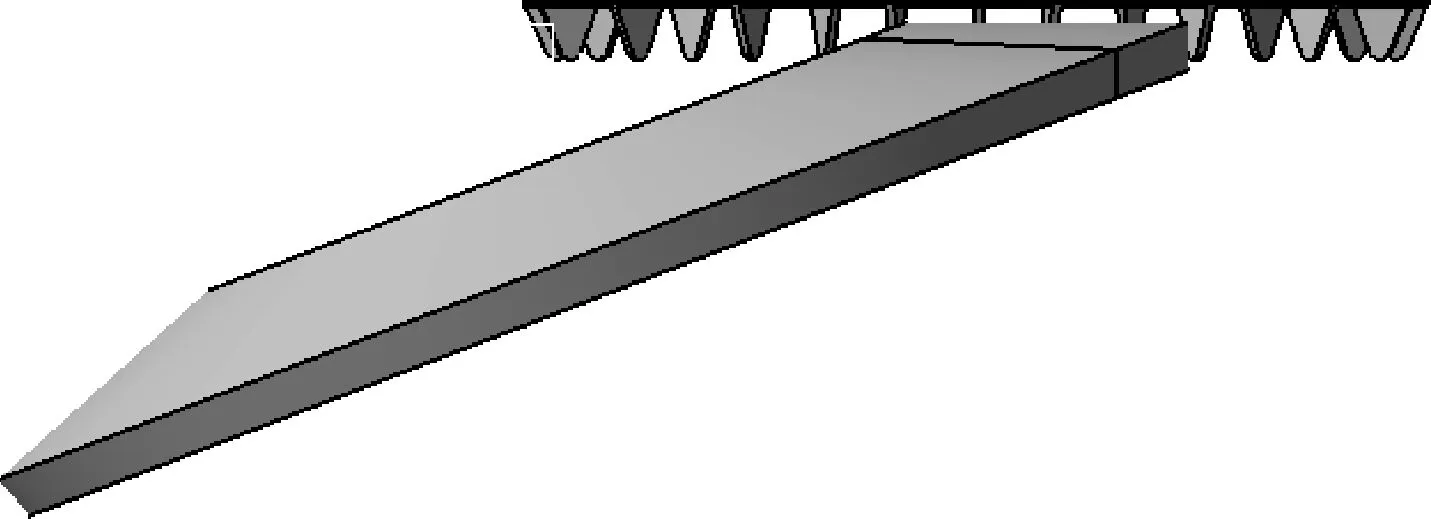
圖13 從動(dòng)齒輪加工刀盤和輪坯相對(duì)位置
3.3 大輪加工仿真流程
在CATIA環(huán)境中,大齒輪加工仿真流程如圖14所示。
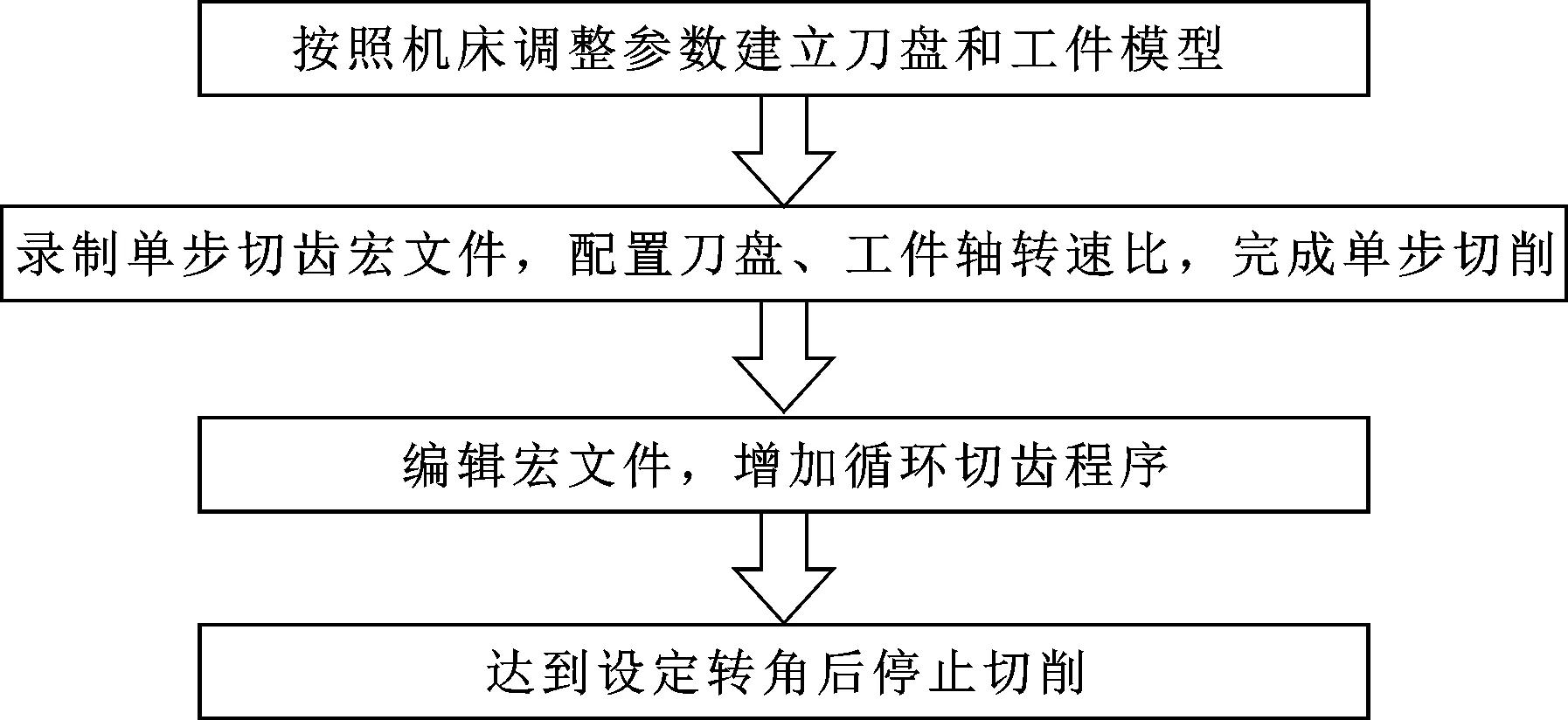
圖14 大齒輪加工仿真流程
大齒輪的三維仿真結(jié)果如圖15所示。
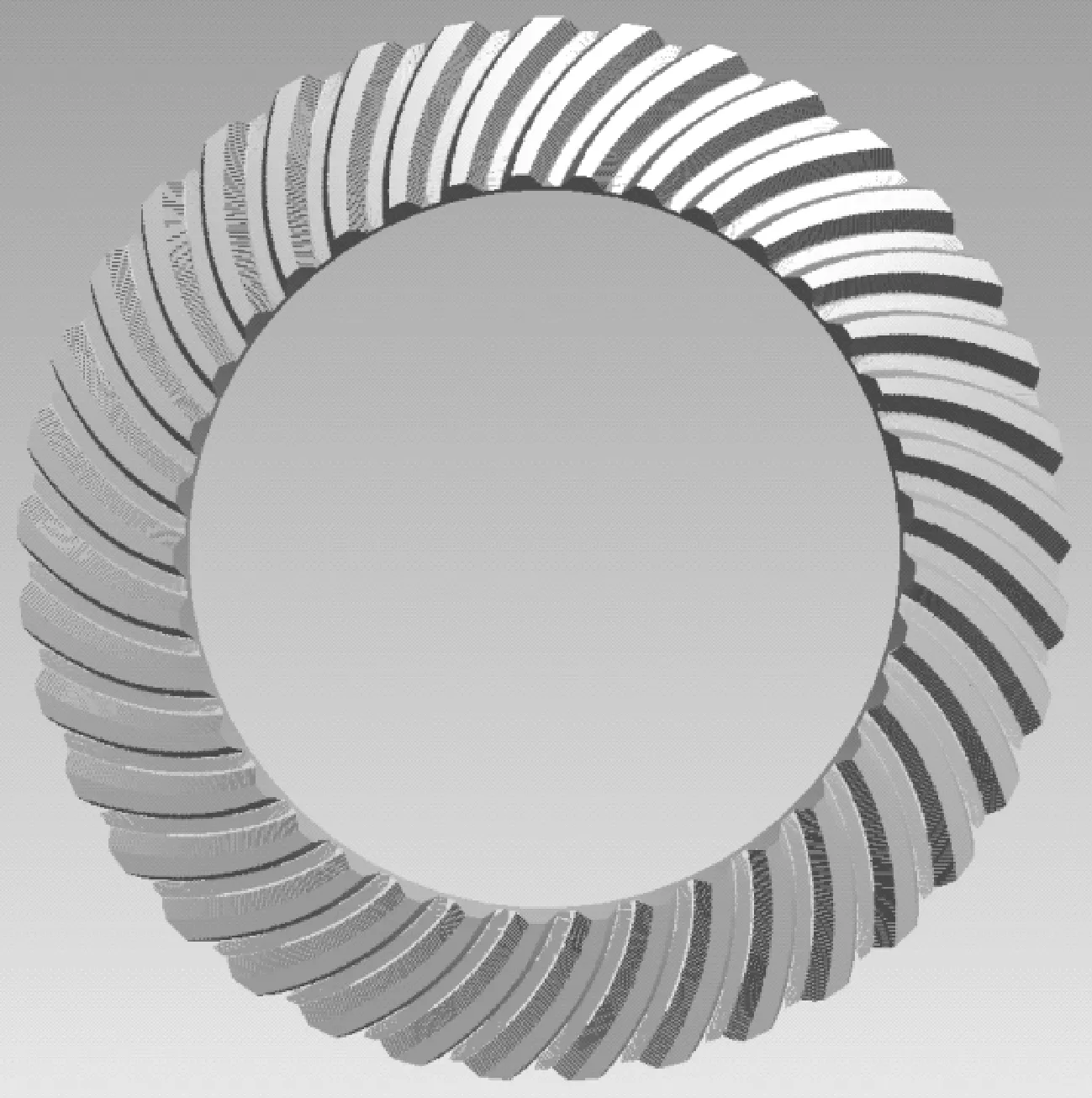
圖15 加工仿真完成的從動(dòng)齒輪齒形
4 應(yīng)用實(shí)例
文中的算例是一對(duì)速比為37/11的主減速器齒輪副,機(jī)床加工調(diào)整參數(shù)如表1所示。
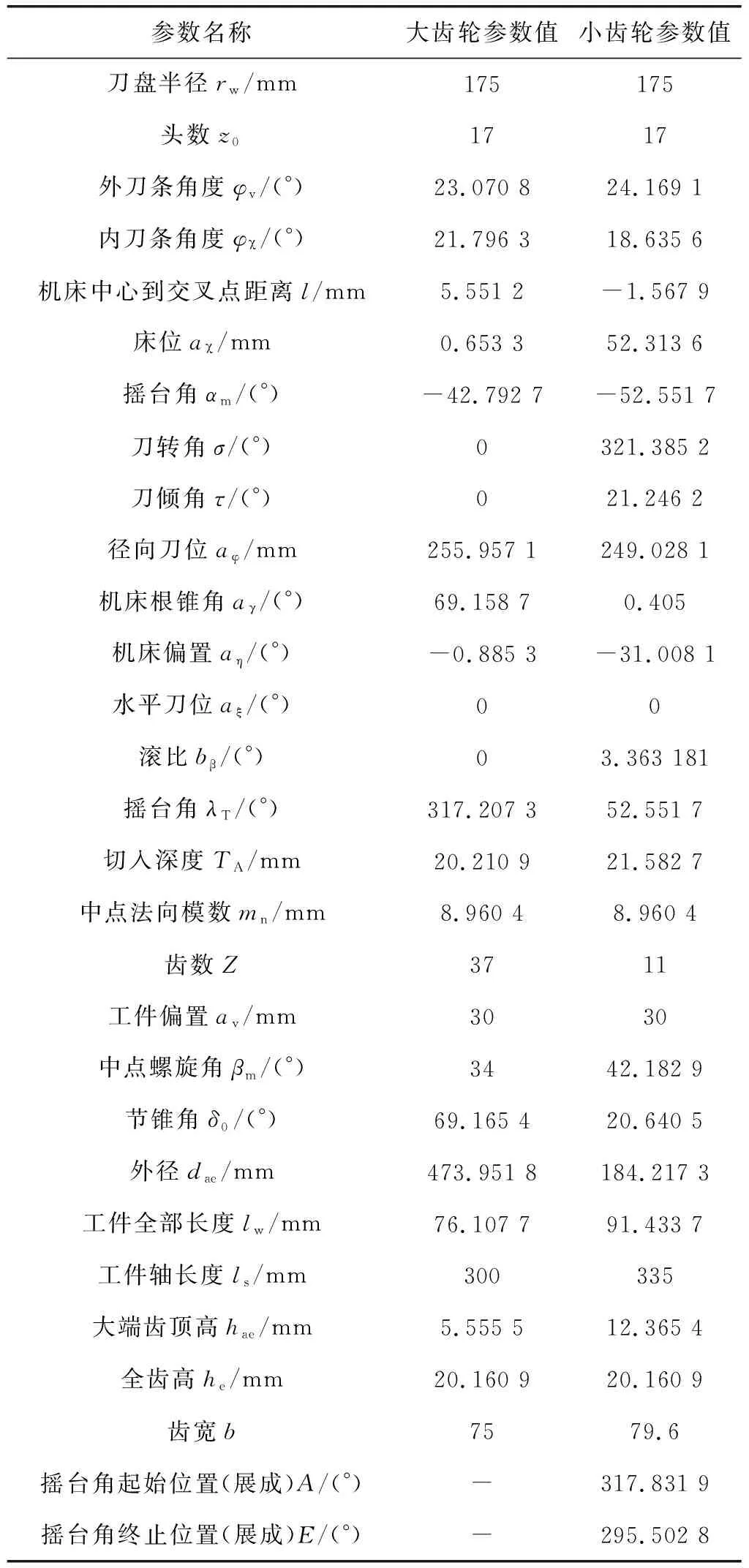
表1 C50銑齒機(jī)用擺線齒準(zhǔn)雙曲面齒輪的齒形和機(jī)床調(diào)整參數(shù)
零件實(shí)物如圖16—圖17所示。
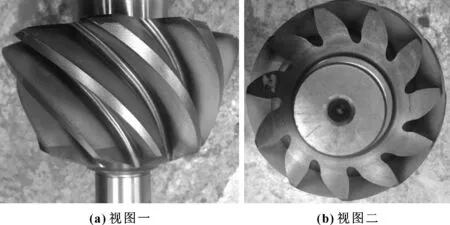
圖16 小齒輪齒形

圖17 加工完成的從動(dòng)齒輪齒形
5 結(jié)論
在CATIA環(huán)境中實(shí)現(xiàn)了刀傾半展成法加工擺線齒準(zhǔn)雙曲面齒輪的仿真過(guò)程。對(duì)比仿真模型和齒輪成品,可見(jiàn)齒形一致,從而證明了建模方法的可行性。該方法的特點(diǎn)是仿真過(guò)程直觀,便于通過(guò)改變機(jī)床調(diào)整參數(shù)進(jìn)行模擬試切,有利于提高設(shè)計(jì)和生產(chǎn)效率。仿真得到的三維模型可以作為進(jìn)一步的齒輪精度、強(qiáng)度、動(dòng)態(tài)性能分析的基礎(chǔ)。
參考文獻(xiàn):
[1]聶少武,鄧效忠,李天興.奧利康準(zhǔn)雙曲面齒輪的理論齒面推導(dǎo)及仿真[J].機(jī)械傳動(dòng),2009(2):109-112.
NIE S W,DENG X Z,LI T X.Theoretical Tooth Surface Deduction and Simulation of Orion Hypoid Gear[J].Journal of Mechanical Transmission,2009(2):109-112.
[2]汪中厚.準(zhǔn)雙曲面齒輪動(dòng)態(tài)性能仿真[M]. 北京:科學(xué)出版社,2006:150-162.
[3]鄒旻,丁軍.?dāng)[線齒錐齒輪的產(chǎn)成原理及其產(chǎn)形面方程[J].機(jī)械傳動(dòng), 2011(6):31-33.
ZOU M,DING J.The Principle of Epicycloidal Bevel Gears and Their Generating Gears[J].Journal of Mechanical Transmission,2011(6):31-33.
