ER50-6熱軋盤條異常顯微組織分析
2018-06-14 03:40:28溫國棟王忠偉花凌冬
天津冶金 2018年2期
關鍵詞:優化
溫國棟,王忠偉,花凌冬
(天津榮程聯合鋼鐵集團有限公司,天津300352)
0 引言
ER50-6(即 GB/T3429中 H11Mn2SiA)系焊接用鋼熱軋盤條,用于制造氣體保護焊絲。氣體保護焊絲的主要生產工序包括拉絲、鍍銅和精繞等。原料盤條通過機械剝殼+電解酸洗的方式去除氧化鐵皮,經表面硼化后再進行粗拉以及精拉。由于拉絲工序無中間熱處理過程,所以要求ER50-6熱軋盤條必須具有合適的力學性能以及均勻的顯微組織,以保證穩定的拉拔生產與良好的焊絲質量。
某公司以轉爐→LF→Φ250 mm連鑄圓坯→高線工藝流程生產的Φ5.5 mm ER50-6熱軋盤條,在進行交貨檢驗時,發現強度偏低,并且存在異常顯微組織,無法滿足交貨要求。
本文針對以上不合格問題進行了分析探討和工藝優化,有效改善了ER50-6熱軋盤條的質量。
1 檢驗情況
ER50-6熱軋盤條力學性能要求屈服強度ReL:350~430 MPa,抗拉強度 Rm:470~550 MPa,斷面收縮率Z≥70.0%,顯微組織要求為均勻的鐵素體+珠光體。
某爐強度偏低盤條的初驗和復驗數據如表1所示。由表可知,盤條屈服強度尤其偏低,同時對應的抗拉強度和斷面收縮率亦存在偏低規律。對應檢驗拉伸斷口附近的顯微組織,觀察發現,強度偏低盤條顯微組織中伴隨不均勻的鐵素體晶粒,存在混晶。其中,粗晶區鐵素體晶粒度為6~7級,正常細晶區為9~10級,分別如圖1~圖3所示。
仔細觀察盤條中心顯微組織發現,除珠光體外,還有其他組織的存在,如圖4所示。由于光學顯微鏡無法清晰辨別其形貌,通過掃描電子顯微鏡觀察,該組織為針塊狀形貌,其周圍是珠光體典型的片層狀形貌,如圖5所示。結合顯微硬度檢驗發現,針塊狀組織硬度較高,如表2所示。所以,針塊狀組織應該為馬氏體。

表1 力學性能和顯微組織檢驗
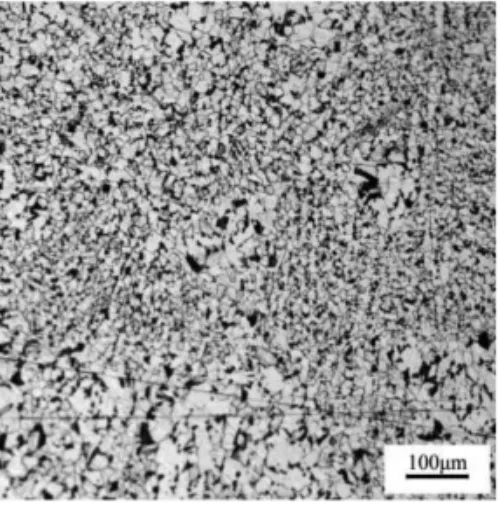
圖1 1#顯微組織
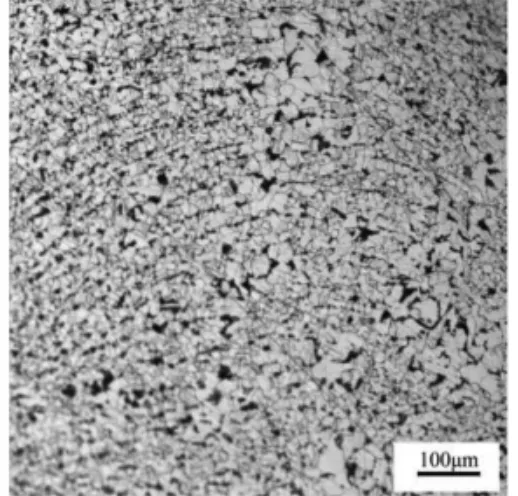
圖2 4#顯微組織
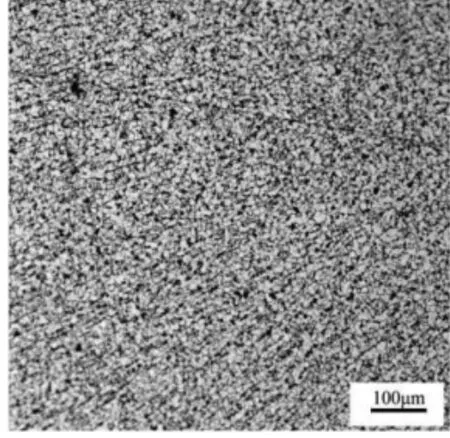
圖3 5#顯微組織
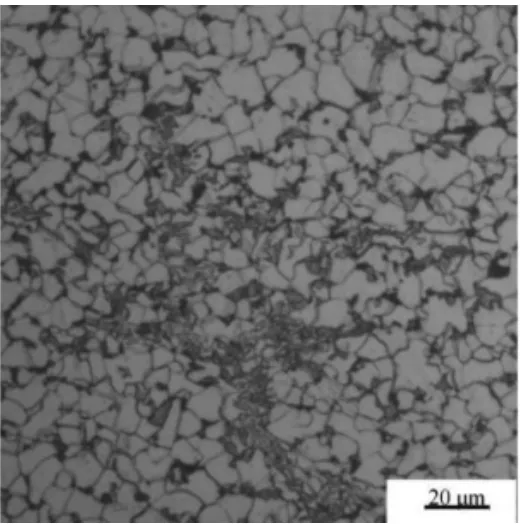
圖4 心部顯微組織
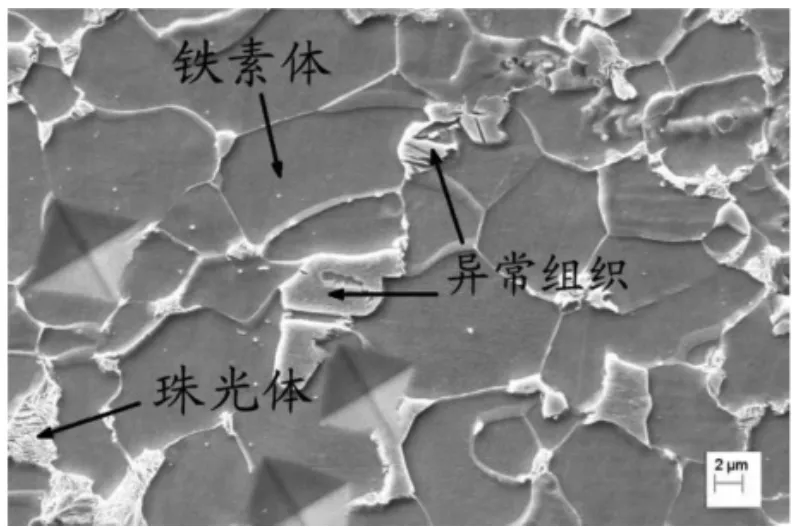
圖5 馬氏體SEM形貌
另外,宏觀金相檢驗發現,侵蝕后鐵素體多的區域顏色淺,珠光體多的區域顏色深,盤條1/4位置存在明顯的負偏析白亮帶,如圖6所示。

表2 顯微硬度檢驗
圖6 盤條白亮帶
2 分析與優化
2.1 吐絲溫度和輥道速度優化
在某一爐次化學成分相近的情況下,粗大的鐵素體晶粒降低了盤條的整體力學性能。在孔型設計已經穩定的前提下,不存在因為小于臨界變形量而導致的局部晶粒異常粗大現象存在,所以混晶是在控軋控冷過程中產生的。低碳鋼盤條吐絲溫度升高,相變前準備階段的奧氏體晶粒變粗,相變后盤條強度和塑性降低,并且吐絲溫度越高,越易出現混晶。

表3 控軋控冷工藝對比

表4 連鑄工藝對比
對于ER50-6,由于錳、硅合金元素的存在,提高了鋼的淬透性,并使“CCT”曲線向右下方移動,推遲并延長了轉變時間[1]。吐絲溫度較高,相變前奧氏體晶粒較粗,更加推遲了相變,導致盤條心部過冷,產生心部馬氏體。另外,延遲型控冷工藝線圈密度大,不合理的輥道速度引起的冷卻不均勻亦加劇馬氏體的產生。
結合以上思路,主要針對吐絲溫度和輥道速度進行優化。優化前后的工藝如表3所示。
優化后工藝適當降低了吐絲溫度和首段輥道速度,抑制了高溫吐絲相變時粗大鐵素體晶粒的出現,均勻了鐵素體晶粒度;同時,綜合考慮盤條心部成分偏析以及冷速,延長了盤條在保溫罩內的轉變時間,避免了心部馬氏體的產生。
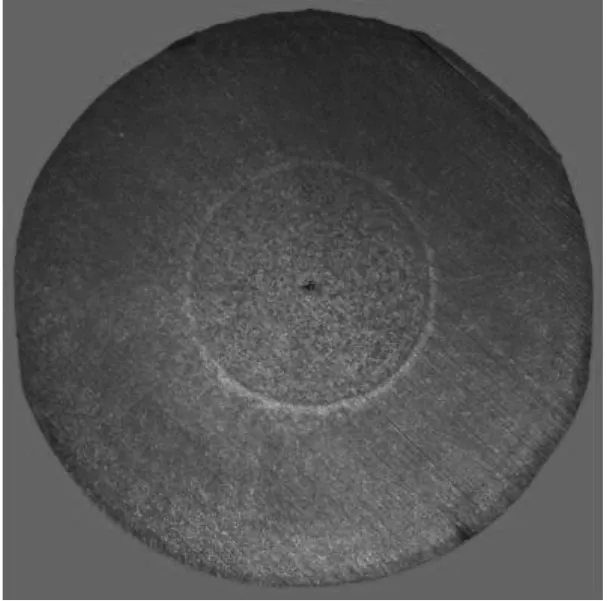
圖7 連鑄坯白亮帶
2.2 末端電磁攪拌方式及電流優化
連鑄坯的偏析會直接遺傳給熱軋盤條,嚴重影響熱軋盤條的組織和性能[2]。ER50-6連鑄坯低倍結晶組織中的白亮帶亦證明了與盤條宏觀金相形貌的對應關系,如圖7所示。在正常加熱條件下,連鑄坯白亮帶的負偏析無法實現均勻擴散而消除。
澆注過程中,拉速、過熱度等工藝條件的變化將影響連鑄坯的液芯尺寸,凝固前沿受末端電磁攪拌連續、過度沖刷后,枝晶間溶質濃度降低,出現C元素的負偏析,產生白亮帶。
根據以上分析,除穩定拉速和過熱度外,在相同冷卻條件下,優化了末端電磁攪拌方式以及末端電磁攪拌電流,如表4所示,消除了連鑄坯白亮帶。
3 結論
(1)通過降低吐絲溫度和首段輥道速度,解決了盤條混晶問題,穩定了力學性能;同時綜合避免了心部馬氏體異常組織。
(2)恒拉速、低過熱度,并且搭配合理的末端電磁攪拌強度,消除了由于連鑄坯負偏析遺傳導致的盤條白亮帶異常組織。
[1] 王禮銀,ER50-6 盤條生產工藝研究[J].金屬制品,2004,30(2):34.
[2]黃貞益,連鑄坯凝固偏析和高強熱軋盤條的組織遺傳性[J].鋼鐵研究學報,2007,19(1):44.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
