激光熱處理對小尺寸鉚釘QPQ滲層的影響
2018-06-20 09:08:32李文川沈華勤陳東惠
金屬加工(熱加工)
2018年6期
■ 李文川,沈華勤,陳東惠

QPQ處理是金屬表面強化技術之一。其工藝過程是在金屬鹽浴復合處理后,為了降低表面、粗糙度值,對工件表面進行一次拋光,然后再在鹽浴中做一次氧化。用途主要集中在提高產品的耐磨性、耐蝕性和減少產品變形方面。
近年來,激光熱處理技術得到廣泛的應用。由于激光熱處理冷速極快,因此激光處理后的表面晶粒比常規淬火更細,激光淬火后表面硬度也比常規淬火或高頻感應淬火后表面硬度高。采用兩種或多種表面處理技術的復合處理已經成為一種趨勢,也出現了深冷和QPQ技術的復合處理、激光硬化和QPQ技術的復合處理。
我公司開發的鋸石鏈產品最常見的失效方式是鉚釘的磨損引起節距拉長,導致鏈條與導輪無法很好地配合。QPQ處理后能提高鉚釘表面的耐磨性,但QPQ的白亮層一旦磨損,內部硬度更低的擴散層并無很好的耐磨性,鉚釘就會加速失效。為了進一步提高鉚釘表面的耐磨性,我們采用了QPQ+激光熱處理的方法。
本文主要探索了不同激光熱處理工藝對QPQ后的鉚釘表面層的影響。
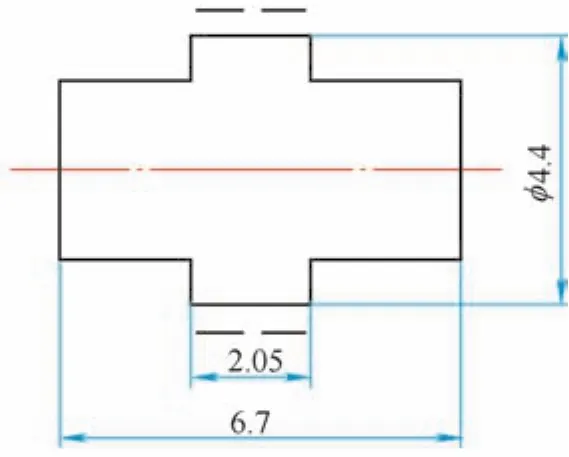
圖1 鉚釘結構示意(虛線處需要激光淬火)
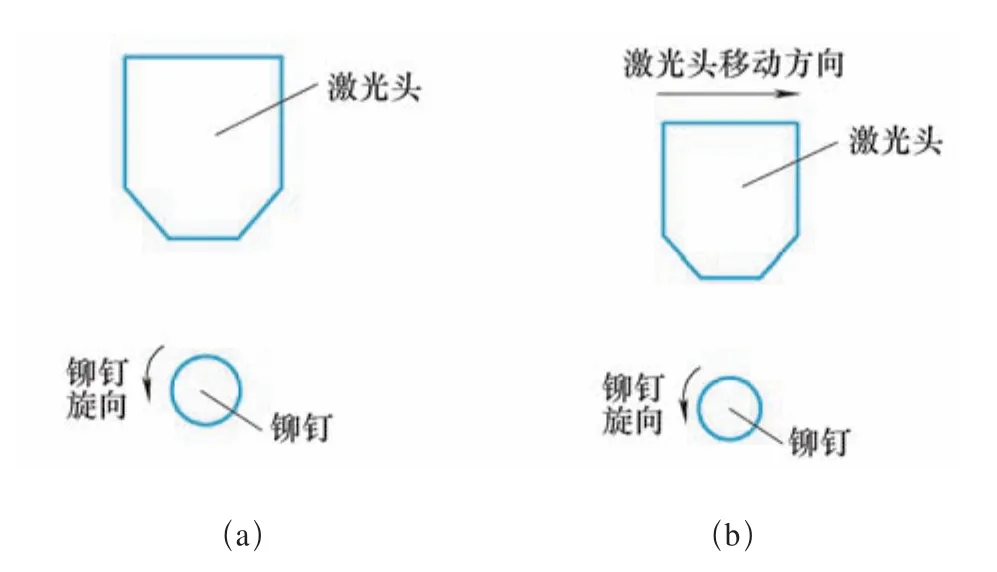
圖2 鉚釘激光處理過程示意
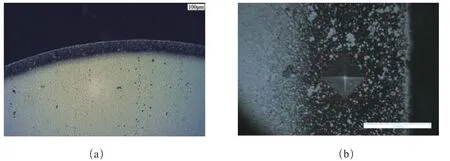
圖3 鉚釘QPQ后金相組織
1. 試驗方法
試驗采用鉚釘實物零件,結構如圖1所示,虛線部分進行激光淬火處理。材料采用軸承鋼,為了減少QPQ處理工藝的影響,試驗過程中采用的是同一批QPQ處理后的零件。
激光熱處理過程中采用的是LDM2000-60光纖耦合半導體激光器,功率選擇了350~600 W,離焦量選擇205mm,使得矩形激光光斑剛好覆蓋鉚釘需要處理部分的長度。……
登錄APP查看全文
