陸地LNG模塊節點建造中的焊接缺陷及變形控制措施
2018-06-20 09:08:34張劍利
金屬加工(熱加工) 2018年6期
■ 張劍利

陸地LNG模塊項目的結構建造中,節點是主要的受力結構,節點的施工質量對整個模塊的質量起到決定性作用。而由于節點處焊縫數量多、板厚較大、位置受限、多層多道焊等因素,導致在施工時經常會出現一些缺陷和變形,從而影響工程效率和質量。
由于節點的重要性,因此必須通過一系列的措施對節點的焊接質量進行控制。本文通過對陸地LNG模塊節點的常見缺陷的分析和總結,發現節點的施工最容易出現的就是未熔合和夾渣缺陷。未熔合主要分三種:一種是腹板和上下翼緣之間出現的直邊的未熔合,第二種是腹板和下翼緣出現的坡口側的未熔合,第三種是位置受限引起的未熔合。
以上幾種未熔合雖然從結果上來看是一樣的,但是在產生機理和控制措施上存在較大不同。除了未熔合之外容易出現的缺陷是夾渣,夾渣相對來說比較簡單,主要通過提高責任心,注意焊前清理,層間清理,規范焊接參數等措施來解決。對于變形控制,主要通過加強剛性約束限制變形以及合理安排焊接順序等措施來解決。
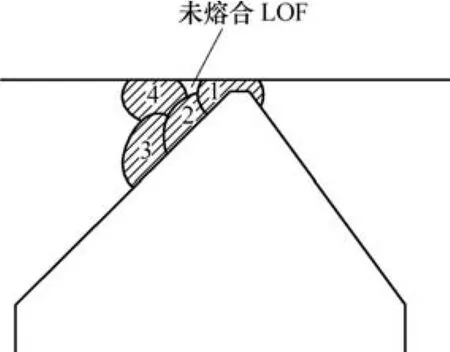
圖1 上翼緣與腹板T接排焊示意
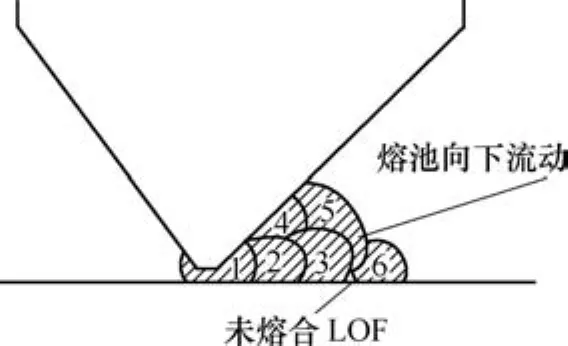
圖2 下翼緣與腹板T接排焊示意
1. 節點建造常見焊接缺陷
(1)未熔合 未熔合產生的原因主要是焊接規范不合適或者操作方法不當,電流過小或電弧過長、坡口角度過小、間隙過窄或鈍邊過大,焊條擺幅不當等。 由于未熔合大都發生在位置受限的焊縫中,一旦出現問題,返修都很困難,因此在焊接時應尤其注意。
節點焊接時的未熔合主要有以下三種:
第一,直邊的未熔合。直邊的未熔合主要是腹板和上下翼緣之間出現的未熔合。腹板和上下翼緣焊接時,都處于橫焊位置,焊工在該位置排焊時,由于焊槍角度太斜,焊絲干伸長過大, 導致熔池下流形成溝槽。這個時候如果不做任何處理進行下一道焊接時,就會在直邊位置出現連續的未熔合,并且長度較長,如圖1、圖2所示。
解決措施:直邊處的未熔合往往是由于焊接角度引起的。由于位置受限,導致角度變化受限,不能及時調整角度,同時過大的焊絲干伸長引起熔池流淌從而導致未熔合。因此在排焊時注意焊槍角度的控制,不能過大也不能過小,尤其是根部焊接的時候要保證熔透。對于角度不容易改變,位置不可達的地方,要通過調整身位來實現焊接,不能讓干伸長太長。
第二,坡口未熔合。坡口未熔合主要出現在下翼緣和腹板焊接時。下翼緣和腹板焊接時,除了直邊處容易出現未熔合,在坡口一側也容易出現未熔合。該缺陷主要出現在腹板與下翼緣T接時的坡口邊部位,缺陷有的較長,有的較短。分析原因如下:①在此位置排焊時,同樣由于焊槍角度問題,位置受限導致焊絲干伸長過大,熔池容易流淌形成溝槽。在這種情況下如果不做任何處理進行下一道焊接時,就會在上部的坡口邊位置出現連續的未熔合,如圖3所示。②背面清根時,如果氣刨的張開角度過小,對于FCAW—G工藝來說,噴嘴直徑較大(20mm左右),容易造成擺動困難,從而導致未熔合缺陷,如圖4所示。
解決措施:①在排焊時注意焊槍角度的控制,要及時調整焊槍角度,并控制焊絲干伸長。多層多道焊要注意層間觀察,在出現溝槽的位置進行打磨處理再焊下一道。②背面清根時,要通過氣刨和打磨盡量加大張開角度,使坡口處于易焊的狀態。
第三,位置受限引起的未熔合。對于節點焊接,一般容易出現較大的角變形,為了避免變形過大,在控制熱輸入的基礎上一般會采用較多的剛性固定,在焊接到有支撐或者夾具的位置時(見圖5、圖6),焊槍角度不好調整,在該類位置會出現多次熄弧和引弧,清理不徹底的話容易出現長度較短的未熔合或夾渣。
解決措施:①盡可能的改造各種類型的夾具,并減少數量。盡量通過減少熱輸入,改變焊接順序等方式來控制變形,對于必須要安裝的夾具,要控制夾具尺寸,以不影響焊接為原則,避免頻繁起弧收弧影響焊接質量。②對于不可避免產生的焊接接頭,在熄弧和引弧處,必須要進行認真打磨處理,將焊道進行平滑過渡之后再進行焊接。
(2)夾渣 夾渣的出現主要是由于層間清理不及時造成的,另外,不按規范進行操作,使用電流偏大或者偏小,焊接速度過慢也會造成焊道中的夾渣。現場發現有些焊工在上一道焊接完成后,只用小錘敲擊焊渣,即進行下一道焊接,這樣容易使難以去除的焊渣遺留在焊縫中,從而形成夾渣。
解決措施:焊接前首先要清理焊道,去除浮銹、油污、水汽。焊接過程中要認真清理每一個焊道,將焊渣去除干凈,嚴格按照規范參數進行焊接。焊工完成每一道焊縫后,對難以去除的焊渣進行打磨,并打磨熄弧處,避免焊渣遺留。
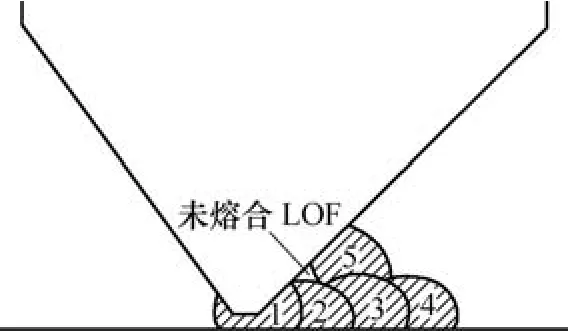
圖3 下翼緣與腹板T接排焊示意
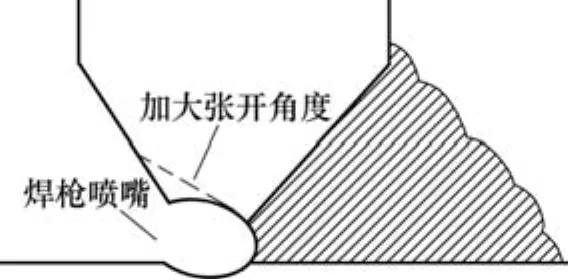
圖4 背面清根示意

圖5 剛性支撐

圖6 夾具
2. 變形
在LNG模塊節點焊接中,由于各種條件、因素綜合作用,焊接殘余變形的規律比較復雜,因此需要在對工程具體情況作具體的綜合分析。
采取的防止變形措施如下:
(1)采用小的坡口角度與間隙 在滿足設計圖樣與WPS要求的前提下盡量采用小的坡口角度與間隙,并嚴格控制組對質量,進行加強筋剛性固定。坡口角度選取設計文件允許的最小值45°。由于結構截面對稱、焊縫布置對稱,所以采用先裝配成整體,使結構在整體剛性較大的情況下焊接。組對完成后,在腹板兩側分別用加強筋進行固定。在組合梁及半圓管焊接前需對稱均布加強筋板,焊縫每側至少3個,視長度及管徑增加。安裝的支撐應避免對施焊產生影響,在焊接冷卻后再將其去掉。加強筋剛性固定的方法與自由狀態下相比,可以大大降低焊接變形。
(2)對稱焊接 對于截面或焊縫布置對稱的結構件,采用對稱焊接法可以使對稱焊縫的變形有一部分抵消,從而起到減小結構焊接變形的目的。組合梁焊接時,安排焊工分別在腹板兩側中心對稱位置進行焊接,將一側坡口焊接至基本與母材平齊時,進行坡口背面氣刨清根,然后焊接清根側坡口直至完成,最后再將另一側焊縫焊接完成。另外在半圓管的焊接時,腹板兩側的半圓管也需要整體進行對稱施焊。
(3)小熱輸入焊接方法選取 在實際焊接操作中,焊工采用FCAW—G工藝進行焊接,并且采用短弧窄焊道焊接操作技術,較好地控制了焊接過程中的熱輸入。
由于熱輸入越大,焊接變形越嚴重,而FCAW—G工藝短弧窄焊道技術能夠較好的控制焊接熱輸入上限,因此對焊接變形的控制有一定程度的幫助。
(4)安排合理的焊接順序來控制變形 半圓管安裝焊接時,先焊接管軸向焊縫。具體順序為:腹板每側先焊接中心半圓管的軸向焊縫,然后再分別焊接兩側的兩個半圓管的軸向焊縫。腹板兩側的半圓管焊接對稱進行,然后再焊接管周向焊縫。具體順序為:分別焊接每個半圓管的打底焊及前3道的焊接,焊接完成后再分別將每個半圓管的剩余焊縫焊接完成。腹板兩側的半圓管焊接對稱進行。
3.結語
通過在排焊時加強焊槍角度和干伸長的控制,氣刨清根時盡量加大張開角度等措施,有效地解決了未熔合的問題。通過加強焊道的清理,待焊渣去除干凈之后再進行下一道的焊接解決了夾渣的問題。對于焊接變形,主要采取剛性固定、對稱焊接、選取合理的焊接順序與焊接方向、選用合適的焊接工藝等一系列的措施,使得節點的焊接變形得到了有效控制,達到了項目的尺寸精度要求。一系列問題的解決,提升了我們的施工水平,也為公司承擔類似項目奠定了堅實的基礎。
[1] 武旭平,范喜原,范紹林.CO2氣體保護焊接頭產生未熔合的探討[J].金屬加工,2017(10):65-66.
[2] 張良濤. CO2焊接產生未熔合的原因及其檢測方法[J].中國造船工程學會,2008(11):133-135.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
