基于機器視覺的共軌針閥尺寸參數在線測量
2018-06-24 09:39:36王富良劉會霞
制造業自動化 2018年6期
王富良,袁 豹,劉會霞,王 霄
(1.江蘇大學 工業中心,鎮江 212013;2.江蘇大學 機械工程學院,鎮江 212013)
0 引言
共軌噴油嘴針閥偶件是柴油機燃油噴射系統的三大精密偶件之一[1],在工業大馬力柴油發動機以及輕型客、轎車柴油發動機上均有使用,是保證柴油發動機燃油噴射系統穩定運行的關鍵部件之一,其精度要求高、產量大,相應地測量精度、檢測效率等要求也隨之提高。其中,針閥尾部有多個參數需要檢測,如圖1所示。
本文結合共軌針閥零件圖像輪廓特點,設計了機器視覺系統,實現一次性多參數快速測量。
1 硬件系統設計
本文的光學硬件系統由智能工業相機、雙側遠心鏡頭、平面紅色照明光源等主要部件構成,系統采用背光法成像。執行機構包括上料及輸送機構,定位及分揀機構,用來進行針閥零件的上料輸送及下料分揀,同時視覺測量機構進行圖像采集與處理分析,獲得測量的尺寸參數,隨后判斷并剔除不合格產品,最終將數據與圖像傳輸到顯示設備。實物如圖2所示。
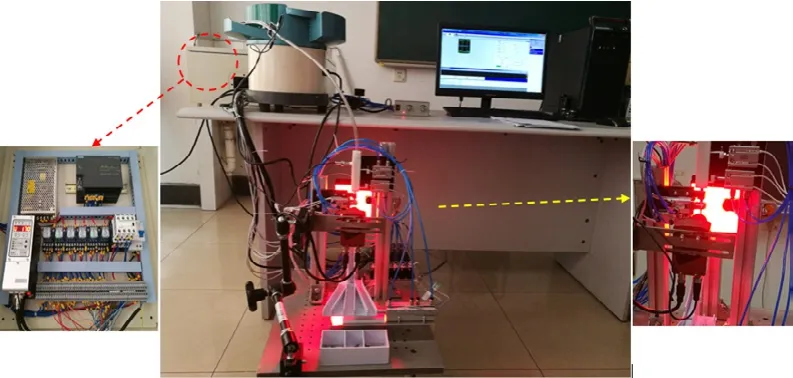
圖2 系統樣機
2 圖像處理及測量算法實現
2.1 圖像處理
2.1.1 圖像濾波降噪
1)濾波基礎算法選擇
目前常用的濾波方式分為線性濾波和非線性濾波,線性濾波包括方框濾波、均值濾波以及高斯濾波;非線性濾波主要有中值濾波、雙邊濾波。通過理論分析[2],這里選取比較優秀穩定的線性高斯濾波和非線性中值濾波進行噪聲濾除實驗。運用這兩種濾波函數對其分別進行實驗操作,結果如表1所示。由表可以看出,對于均值和方差分別為30、20、10的高斯噪聲,高斯濾波和中值濾波效果表現相當,但在圖像輪廓邊緣方面,中值濾波較高斯濾波更優;對于雙極脈沖,在暗極噪聲和亮極噪聲分別為0.02、0.01、0.005的濾波表現中,高斯濾波表現不佳,中值濾波相當優秀,基本能完成噪聲的全部濾除;在同時含有高斯噪聲和椒鹽噪聲的圖片中仍舊是中值濾波表現出色,高斯濾波僅完成部分噪聲濾除,并且高斯濾波使得圖片變暗,邊緣模糊。
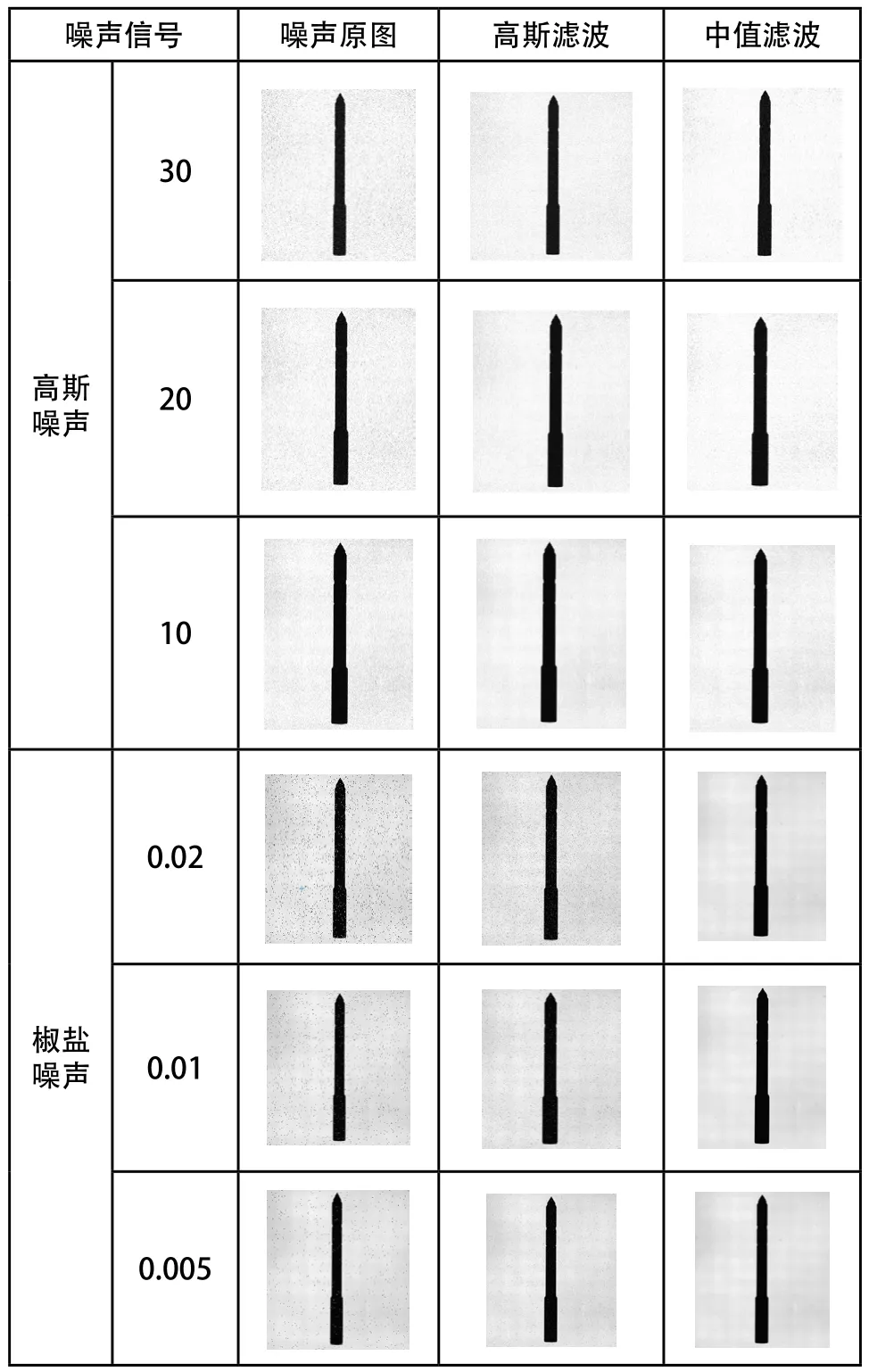
表1 高斯濾波與中值濾波對比實驗
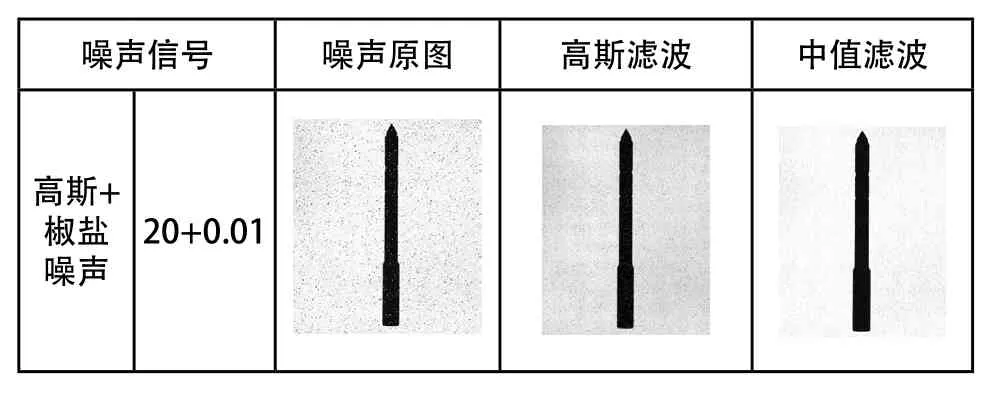
續(表1)
綜上,本文選取計算簡單、耗時短、魯棒性均較好的中值濾波函數作為圖片噪聲濾除方式。實際上,不管何種濾波均會一定程度上損失目標邊緣,所以在目標強化和噪聲濾除上需要達到一個平衡,這就需要合適的濾波閾值。
2)基于中值濾波的小區域濾波算法實驗
對于濾波函數,其耗時較長,因為其需要遍歷所有像素點,造成圖像處理緩慢,本文采用了基于中值濾波的小區域濾波方法,并將此方法和全局濾波做實驗對比。所謂小區域,即根據目標特征,采用邊界限定的方式,將待滑動區域范圍選定,然后用中值濾波函數遍歷像素點,濾除噪聲。圖3和圖4分別為共軌針閥尾部小區域和全局濾波。通過計算兩種濾波時間得到表2所示數據,共測試20幅圖像得到20組時間數據。由表2可見,小區域濾波方式耗時極短,相比較全局濾波,有明顯優勢。
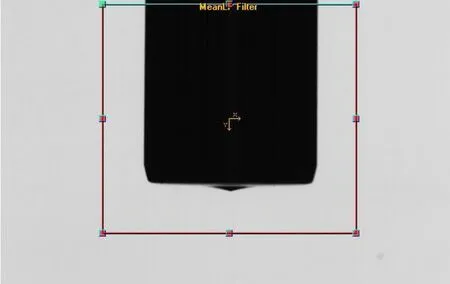
圖3 共軌針閥尾部小區域中值濾波
圖4 共軌針閥尾部全局中值濾波
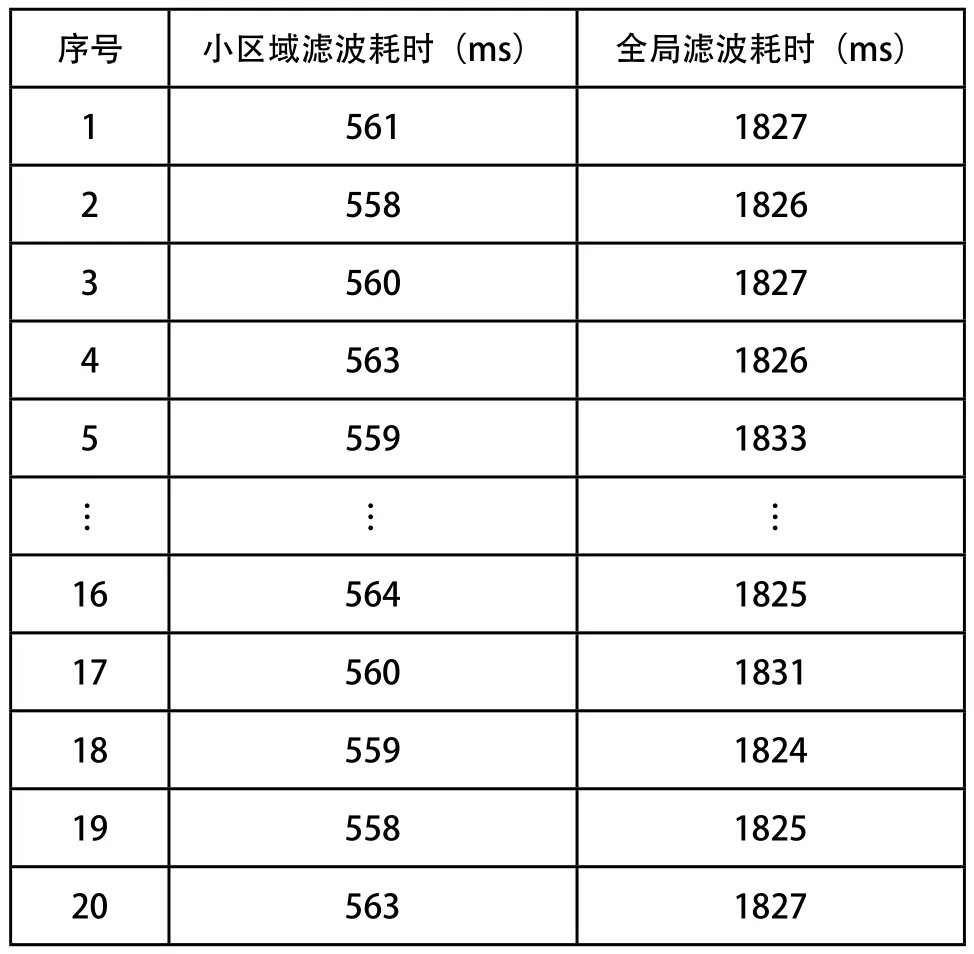
表2 小區域與全局中值濾波耗時對比
2.1.2 圖像邊緣檢測
1)邊緣檢測基礎算法選擇
一階邊緣檢測算法包括梯度檢測算子、Robert檢測算子、Sobel檢測算子、Prewitt檢測算子以及Canny檢測算子;二階微分邊緣檢測算法主要有Laplacian算子、LOG算子。上述各種算子均各有優缺點,適用場合也各有不同,為了研究以上各種邊緣檢測算子在本系統平臺的效果,做如下對比實驗,在進行中值濾波后,對其進行邊緣檢測,結果如圖5~圖12所示。

圖5 共軌針閥尾部待測區域原圖
圖6 梯度邊緣檢測實驗結果
圖7 Robert邊緣檢測實驗結果

圖8 Sobel邊緣檢測實驗結果
圖9 Prewitt邊緣檢測實驗結果
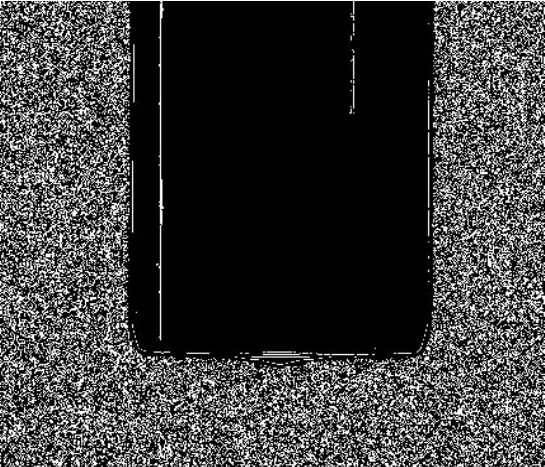
圖10 Canny邊緣檢測實驗結果
從圖中可見,僅使用梯度的算法處理,效果最差,尋找到的邊緣為離散點,邊緣極不清晰。而Robert、Sobel和Prewitt算法三者效果相當,均比Canny、Laplacian和LOG算法要好。從算法來看,Robert是2×2模板,抗噪能力差;Prewitt和Sobel是3×3模板,Sobel在斜坡邊緣的檢測能力和噪聲敏感性上要比Robert好,且Prewitt檢測到的邊緣點數量較多,所以輪廓邊界顯示相比Sobel要粗,引起的誤差會更大,將會影響后期邊緣連接。基于以上分析,本文選用各項效果均較好的Sobel算子作為基礎算法來對共軌針閥尾部輪廓的邊緣檢測。
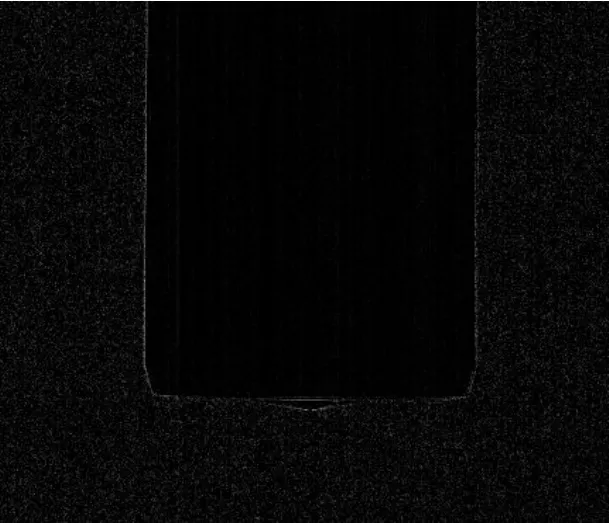
圖11 Laplacian邊緣檢測實驗結果
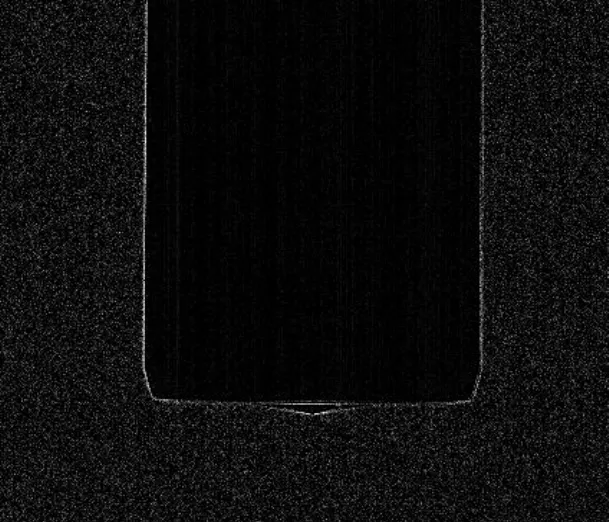
圖12 LOG邊緣檢測實驗結果
2)基于Sobel的小區域定向搜索邊緣檢測算法
在圖像的邊緣搜索方面,很多國內外學者都做了大量研究,而大多數均是對整幅圖像或整個RIO區域進行的不同方向的全數搜索,具有耗時久、穩定性低、針對性不強等弊端。針對這些弊端,本文引入了基于Sobel算子的小區域定向搜索邊緣檢測的方法,具體流程如圖15所示。該方法首先在目標成像的基礎上,對RIO區域進行估計,假使目標邊界在一定范圍內波動,則定義搜索范圍,范圍越小,計算越快、越準確;然而過小的搜索范圍會造成搜索不全面,不能適應目標波動,同時降低后期邊緣擬合的準確性。其次,在小區域選定之后,根據目標輪廓形狀,定義邊緣的搜索方向,并且設定閾值搜索的范圍和順序,圖14為直徑邊緣搜索示圖,同樣方法可用于倒角邊緣的尋找。實驗證明基于Sobel的小區域定向邊緣檢測算法具有快速、穩定、準確等優點。
3)基于Sobel的小區域邊緣特征點跟蹤算法
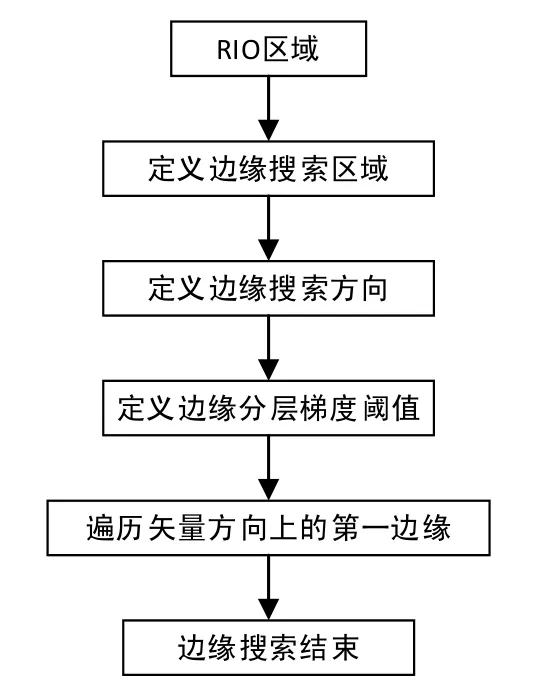
圖13 小區域定向搜索邊緣過程
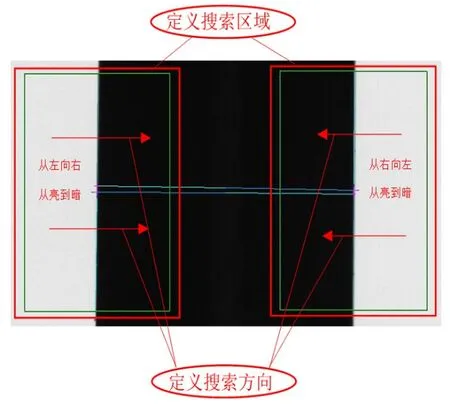
圖14 共軌針閥尾部直徑邊緣定向搜索示圖
在共軌針閥尾部的小凸起最低點定位方面,本文采用了基于Sobel的小區域邊緣特征點跟蹤算法,目的是識別檢測出尾部小凸起的邊緣輪廓,從而提取出凸起的邊緣點,最終定位凸起的最低點。該方法很好地克服了采用兩直線相交求交點,因直線擬合不準而造成相交點不準的弊端,并且使用插值計算來進行相鄰像素間點的定位,將誤差進一步縮小,完成對凸起的邊緣最低點的準確定位。具體步驟如圖15所示。搜索結果如圖16所示,從圖16中不難看出,該方法在邊緣的處理上,準確而快速,對特定點的尋找非常合適。
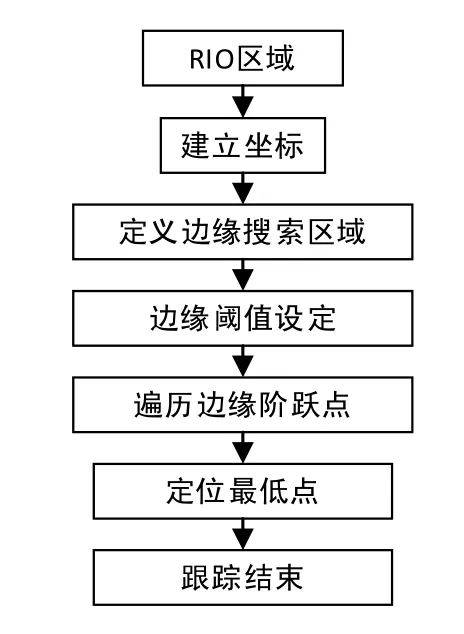
圖15 小區域特征點跟蹤過程
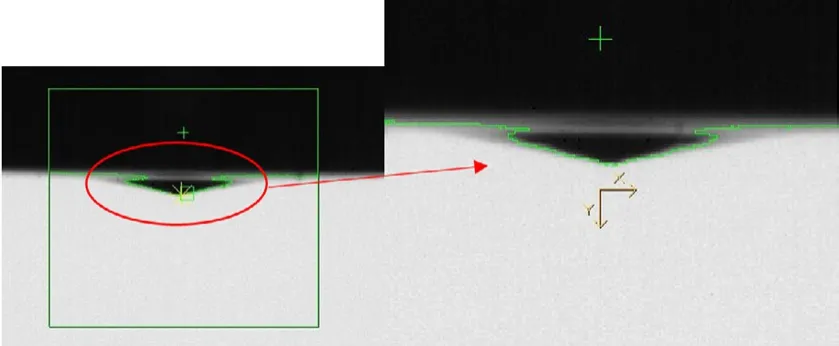
圖16 共軌針閥尾部凸起特征點跟蹤示圖
2.1.3 亞像素定位及邊緣擬合算法分析
在視覺技術作測量應用的系統中,常采用亞像素來提高圖的像分辨率[3]。
目前常用的亞像素定位方法有矩方法、插值法和擬合法,擬合法由于其很好地考慮了像素灰度值及對灰度值誤差的總體估計,使得邊緣定位更加準確,所以本文采用最小二乘法對目標邊緣輪廓進行提取。但是,假如誤差不是正態分布,那么最小二乘法并不是最佳的亞像素線性擬合方法。這里引入基于穩健線性回歸的直線擬合,具體實現步驟如下。
假設線性模型中有n個數據點和p個參數,則:
從n個數據點集合中隨機選取p個點;
計算模型與p點的擬合度;
計算殘差平方的中位權重。
不斷地重復上述過程,直到找到合適的足夠小的帶有中位權重的平方殘差或者達到一定次數的重采樣步驟。具體采樣實例如圖17所示,圖中每個方格為一個像素,方格中的數值表示該點像素的灰度值,該法濾除了異常點,實現了穩健的亞像素邊緣擬合。

圖17 基于穩健線性回歸的輪廓邊緣直線擬合結果
2.2 幾何尺寸參數測量方法分析
本文系統研究共軌針閥零件的尾部參數測定,包括針閥尾部大外圓直徑、尾部大外圓倒角及尾端凸起點的高度距離。需要注意的是所測得的方程與尺寸均是基于像素值,所以需要標定來轉換為物理尺寸。
2.2.1 像素當量標定
由于本文測量系統,選擇的是畸變較小的遠心鏡頭,且進行了相關畸變矯正。理論上,前文對于鏡頭及相機的校正與標定,是能夠計算得到待測零件的物理尺寸的。但對于高精度測量,此方式仍有諸多問題。首先,經過校正和標定的鏡頭畸變和相機模型參數是由估算所得,并不是一個完全準確的值;其次,校正及標定相對于實際測量,很難取得與實際測量時測量點在真實測量系統中的精確坐標。基于以上原因,本文采用標準工件進行像素當量的標定,過程簡單,且精度及穩定性能夠得到很好的保證。具體標定過程如下:
1)標定物選取:選取被測目標針閥零件的一個標準樣件作為標定工件,已知其大外圓直徑尺寸數值:D:3.544002mm;
2)將標定工件放置于測量系統上,打開測量系統,確保相機參數、狀態、及光源等處于之前已標定的穩定狀態,圖像成像清晰;
3)采集圖像,運用已編輯的算法,進行針閥大外圓邊緣搜索,提取大外圓邊緣輪廓信息,求取針閥大外圓直徑Lpixel,所得數值是以像素為單位的值;
4)計算所測得像素直徑與已知標準直徑的比值,記為k,公式如下:

為了像素當量標定的精確性,本文采用均值效應的方法,進行多次重復標定(10次),取其平均值,標定結果如表3所示。
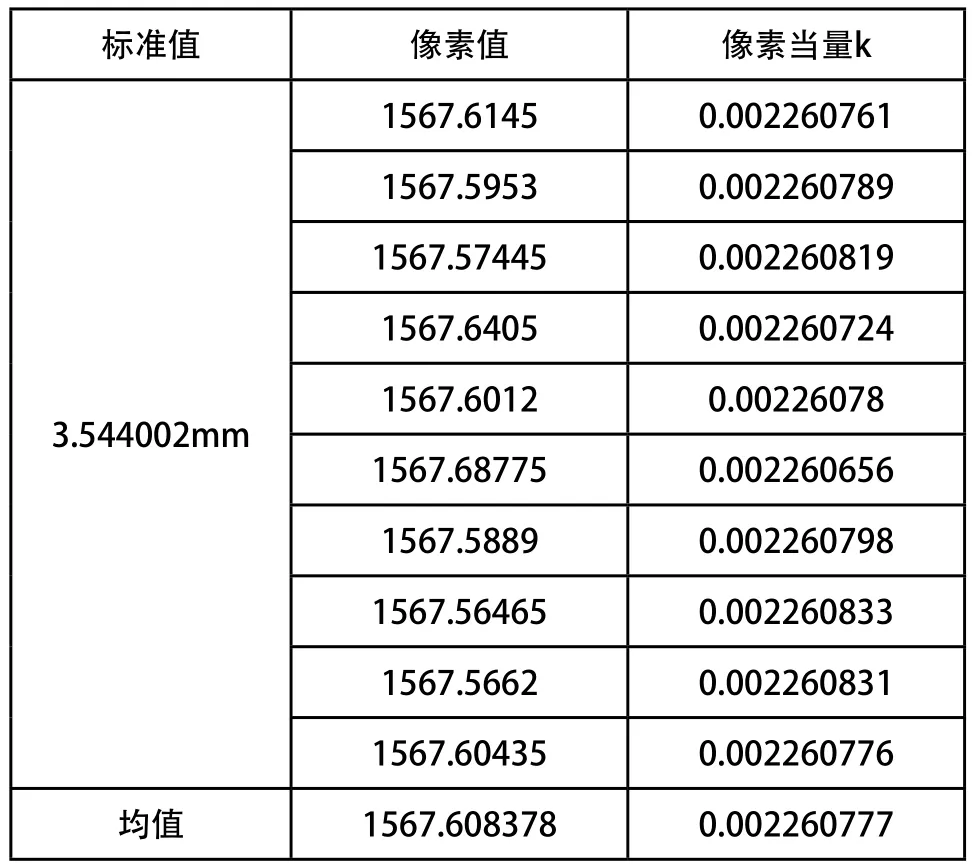
表3 物理當量標定數據
基于上面標定結果,k值取0.002260777。
2.2.2 直徑參數測量方法分析
由于系統所測目標零件為無心外圓磨床加工,在圓度、同軸度方面精度極好,且由于針閥長度限制,不宜采用擬合外圓來進行直徑測量,所以本系統根據針閥輪廓及加工工藝特點,采用求針閥外圓柱兩側邊緣,計算兩側邊緣距離來表示外圓直徑的方法[4]。
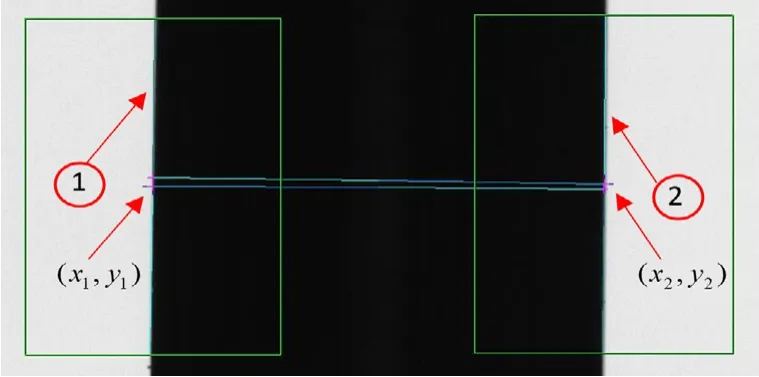
圖18 直徑參數求取結果圖
理論上,求取點線距離越多,平均值越可靠,這也是均值效應的原理,但是對于此處的直徑檢測,實驗得到的卻恰恰相反,如圖19和圖20所示,分別為采用1組點線距離均值所計算的直徑像素值和3組點線距離所測均值的像素值,重復測得30組數據點,得到折線圖21。從圖中不難看出,小區域分的越多,計算得到的點線距離越多,但均值卻有很大波動,這是因為愈小的區域,邊緣檢測點越少,每次定位都存在偏差,即擬合所得的直線也相應變化,獲得結果就產生相應波動,所以,本文采用兩框小區域,使得邊緣檢測離散點更多更密,則擬合直線魯棒性就越好,獲得的結果越穩定準確。
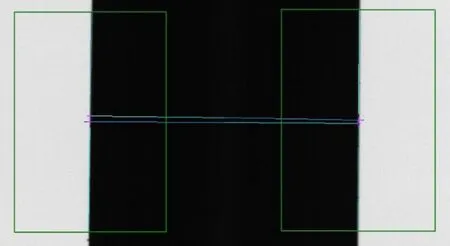
圖19 單組法
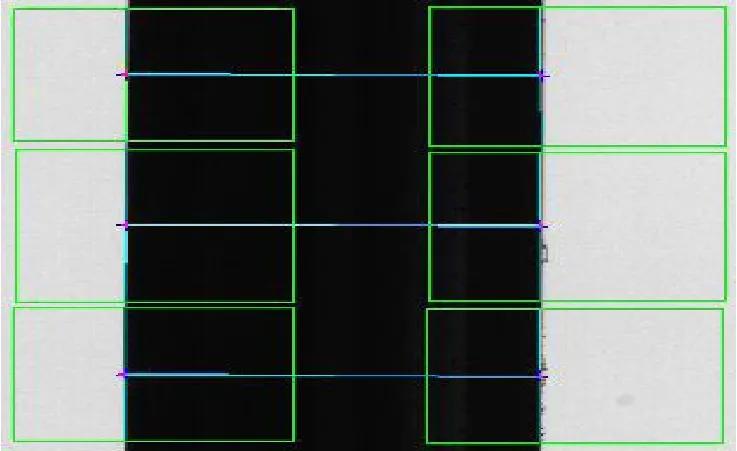
圖20 多組均值法
2.2.3 角度參數測量方法分析
本測量系統,同樣對針閥尾部大外圓倒角有測量需求。角度的測量仍然離不開直線的擬合,由于是求倒角,那么可以轉換為求兩直線相交成角問題,如圖22所示。直線1與直線3的夾角即為所求。
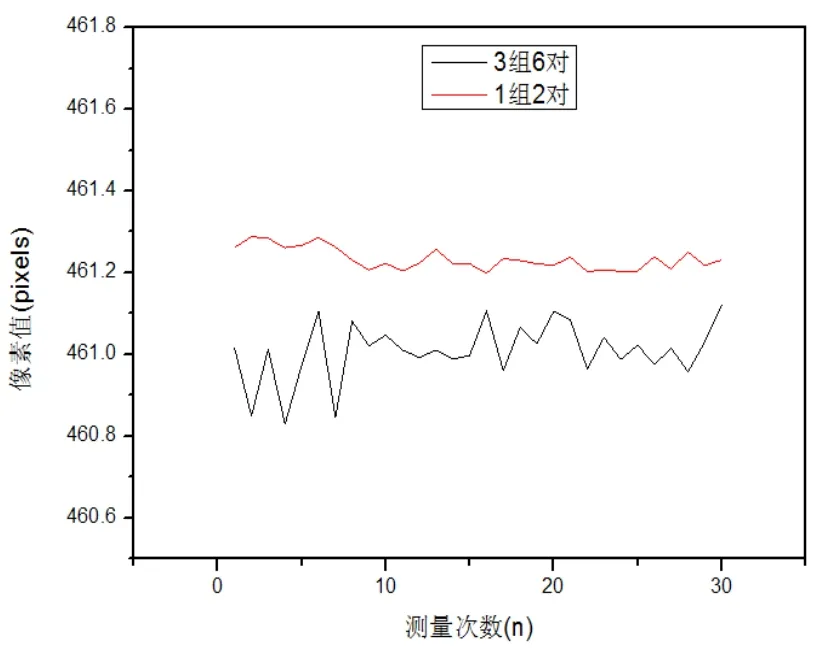
圖21 單組與多組實驗數據對比
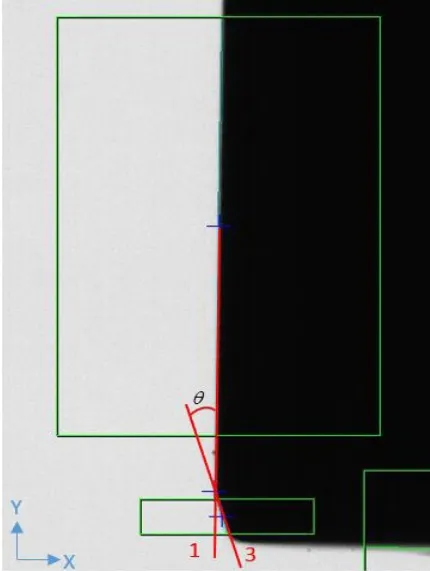
圖22 角度參數求取示意圖
2.2.4 點到直線距離參數測量方法分析
根據針閥圖紙,尾部有一錐形凸起,該凸起頂點至倒角的上邊緣角點距離有尺寸要求。根據前文所述,錐形凸起頂點可由小區域邊緣檢測所定位,而倒角上邊緣可由直線相交得到交點,然后由圓柱兩邊所求的兩個交點連線所得。如圖23所示。
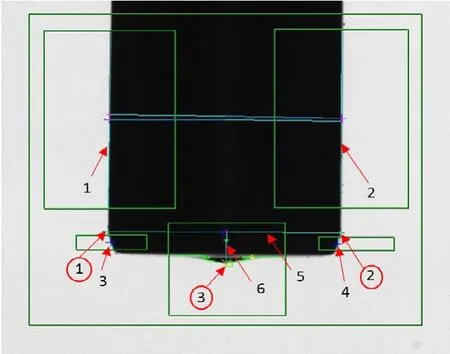
圖23 距離參數求取示意圖
【】【】
3 實驗結果與分析
本文針對三個待測特征尺寸進行實驗驗證:選取已知尺寸的針閥零件,進行10次測量,驗證結果如表4所示,數據表明,變量差在允許公差范圍以內。從實驗結果可以看出,機器視覺尺寸測量的精度完全可以滿足現有產品的測量精度要求,并且基于機器視覺的尺寸檢測技術,可以大大提高產品的精度要求,在允許公差范圍內達到了10倍的測量精度。
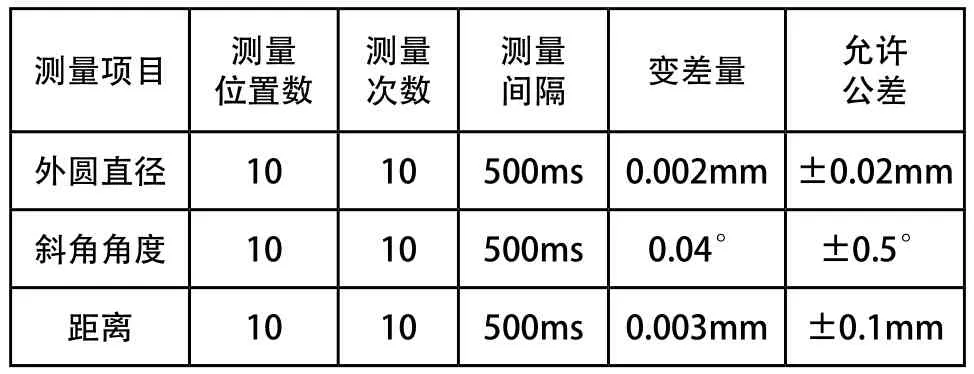
表4 標定結果驗證
4 結束語
1)完成系統硬件選型與總體結構設計。在確定背光法成像方案后,深入而全面地研究視覺系統相機、鏡頭、光源等選型與應用條件,合理地進行匹配,達到了較好的實驗效果。
2)基于機器視覺圖像處理的算法流程,完成共軌針閥零件尺寸測量的圖像算法設計。具體包括濾波降噪、邊緣檢測、亞像素定位與擬合;在降噪方面,通過濾波對比實驗,選擇中值濾波算子,引入了基于中值濾波的小區域濾波算法,大大縮短了濾波時間;在邊緣檢測方面,通過對比實驗,引入基于Sobel的小區域定向搜索的邊緣檢測算法,提高了邊緣定位效率,并采用小區域邊緣特征點跟蹤方法,基于學習訓練邏輯,完成目標特征點定位;在邊緣亞像素定位和擬合方面,引入基于穩健線性回歸直線擬合方式,在特定小區域下完成高精度輪廓擬合,并完成直徑、角度、距離的多參數同時計算。
3)完成相機系統與物理像素當量標定,并進行實驗驗證,結果表明,變量差在允許公差范圍以內,且在允許公差范圍內達到了10倍的測量精度,可以滿足現有產品的測量精度要求。
[1]于善虎,龔堤,葉鳴,等.柴油機噴油器針閥密封錐面磨損試驗研究[J].潤滑與密封,2016,(2):112-115.
[2]周金麗.口服液中可見異物的機器視覺檢測系統研究[D].湖南大學,2012.
[3]張美靜.亞像素邊緣檢測技術研究[D].沈陽理工大學,2013.
[4]柳革命,劉鵬.基于機器視覺的彈殼多尺寸測量[J].工業控制計算機,2016,29(4):60-61.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
