雙通道旋轉變壓器粗精組合軸角轉換原理及應用
2018-06-28 03:48:12趙文香劉玉晶馬立明
新技術新工藝 2018年6期
趙文香,劉玉晶,張 巍,馬立明
(北方導航控制技術股份有限公司,北京 100176)
目前,旋轉變壓器作為測角元件應用很廣,在武器系統中主要應用于測量車體的姿態角、高低角和方位角。在以數字化戰場為核心的系統中,要想充分發揮作戰效能,必須提高命中率和快速反應能力;因此,提高各個傳感器的輸出精度尤為關鍵。旋轉變壓器以及相應的數字變換器具有較高的可靠性和抗干擾能力,良好的環境條件適應性和可維護性,近十年來,各種用途的火控系統都采用了旋轉變壓器做為測角、數據傳輸和同步控制等[1]。提高測量精度有2種方式:一種是多極旋轉變壓器可以提高固有精度;另一種是用2種不同極對數的旋轉變壓器組成組合電動機,利用提高傳動比來提高測量精度。
目前的旋轉變壓器大多采用粗精組合來提高其精度,粗精組合時的糾錯問題是粗精組合系統的一個關鍵問題。
1 雙通道旋轉變壓器粗精組合軸角轉換原理及糾錯方法
1.1 粗精組合轉換原理
雙通道旋轉變壓器是由2種不同極對數的旋轉變壓器組成一體的組合電動機。粗通道多選用單極旋轉變壓器,精通道選用多極旋轉變壓器。粗精組合原理如圖1所示。以前傳動比多為20~30,現在傳動比已提高,如32、64和128等。
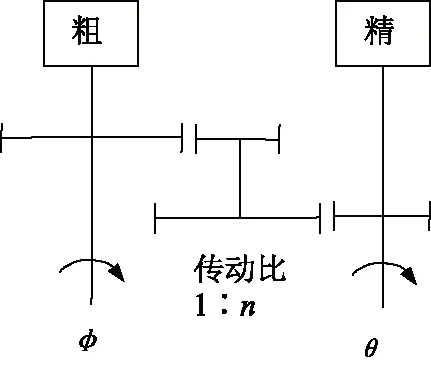
圖1 粗精組合原理圖
粗精組合系統的意義表現在2個方面:一是以增加元件為代價,來換取較高的測量精度,而對元件本身的精度并沒有更高的要求, 這就克服了元件制
造工藝水平的限制;二是可以利用2個精度等級較差的旋轉變壓器和變速箱來代替1個高精度的旋轉變壓器,以完成高精度的角度測量[2-4]。
粗精組合的基本思想是利用放大n后測量,來達到提高精度的目的。為了提高測角精度,旋轉變壓器采用多級旋轉變壓器,由旋轉變壓器輸出電壓公式可計算出相應的粗測角度φ和精測角度θ。將粗精解算結果φ、θ分別用10位和14位二進制表示,粗精組合關系如圖2所示。
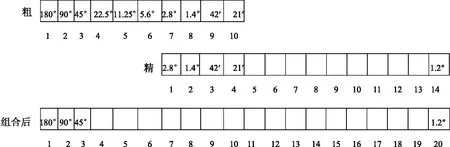
圖2 粗精組合關系圖
1.2 粗精組合糾錯方法
為了提高旋轉變壓器的精度(分辨率),研制出了高精度的多極旋轉變壓器。對于多極旋轉變壓器來說,其工作原理與單極旋轉變壓器完全相同,只是輸出電壓的有效值隨轉子轉角變化的周期不同。
多極旋轉變壓器的粗精組合是利用放大n來提高測角精度;但應保證粗讀整數不能有差錯,因為一旦粗讀整數有錯,精讀小數再準確也是無意義的。粗軸與精軸之間是靠傳動比聯系的,而粗精兩通道的讀數彼此是獨立的。由于種種原因,例如傳動誤差、旋轉變壓器誤差、編碼電路的誤差,以及測角元件和轉換器的誤差不可能完全匹配等,實際得不到粗精兩通道重合位讀數的理想配合,這種誤差發生于粗讀整數在2個刻度的邊界狀態下,有可能使粗通道的最低有效位多計或少計1個數,因此,應對粗通道的最低有效位進行糾錯。
糾錯方法按如下3種情況進行,它的基本思想是以精位數碼為準來校正粗位數碼,以粗位與精位的重合位進行比較鑒別,完成糾錯。
1)精角寄存器的角度在第1象限(θ<90°)時,粗角寄存器只能少記,不可能多記,根據精角寄存器的第1、第2位和粗角寄存器的第7、第8位的狀態,考慮向粗角寄存器的第6位進1。
2)精角寄存器的角度在第4象限(270°<θ<360°)時,粗角寄存器只能多記,不能少記,考慮向粗角寄存器的第6位減1。
3)精角寄存器的角度在第2或第3象限時,粗角寄存器既不會多計,也不會少計,這時不必進行糾錯。
1.3 粗精組合傳動比的選擇
多級旋轉變壓器測角精度高是因為它本身的精度高,并且N對極旋轉變壓器將單極旋轉變壓器的電角度偏差由θ增加到Nθ,提高了小失調角時的輸出電壓,相當于增大了小失調角時系統的開環放大倍數,根據控制理論,這樣會明顯減小系統誤差。
無限制提高旋轉變壓器的極對數,給制造上帶來較大的困難,如果N>8,在制造上基本不可能了。為了進一步提高旋轉變壓器的精度(分辨率),往往采用雙通道的旋轉變壓器組合。
在實際工程系統中,往往需要機械粗精嚙合旋轉變壓器系統輸出數字化,以便得到表示軸角的單值數字。這類要求常常越來越多地由電器嚙合的旋轉變壓器系統來實現。因為2類系統包含有相同的技術和粗精系統機電方面的相關信息。
如果利用10位旋轉變壓器/數字變換器組成的雙通道系統,選擇粗精之間的傳動比為1∶64,即可把精度從10位提高為20位,因為傳動比為1∶64,精通道旋轉變壓器旋轉1周,而粗通道旋轉變壓器轉角為5.625°。
按照武器系統測角的精度和分辨率要求來選定傳動比,如已知精通道轉換器為14位,系統需要的分辨率為18位,即需要提高4位,則傳動比為1∶16。上述解算是由計算雙通道系統的分辨率的方法反推導而得到的。

按照上述步驟,可以計算出本系統在精轉換器為14位、系統分辨率為20位時傳動比為1∶64。
2 應用設計
2.1 硬件電路設計
為了適應武器裝備系統的計算機控制,需要將旋轉變壓器輸出的四線交流信號轉換成數字量。粗精組合糾錯邏輯電路圖如圖3所示。表征軸角θ的四線交流輸出電壓,直接輸入粗、精旋轉變壓器/數字轉換器轉換成粗、精數據,再輸入單片機,單片機進行數據糾錯和處理后即可得表征軸角θ的20位數字,計算機接收上述數字量進行適時控制[5]。

圖3 粗精組合糾錯邏輯電路圖
2.2 粗精組合糾錯程序設計
該部分軟件設計主要是處理數據采集程序采集到的數據,組合糾錯后,輸出真實角度值。采用的方法是對粗、精通道輸出數字重合位的電平狀態進行邏輯判斷,這一方法通常稱之為余數比較法。應根據粗、精通道之間的相對誤差(應把它看成是粗通道的誤差)的大小來決定需要多少個重合位才能判斷有無模糊誤差。當粗通道的誤差不大于精軸1圈所代表的角度值的3/8時,所需邏輯判斷需處理3個重合位,它們是精軸讀數(14位)的最高3位(A、B、C位)和與之對應的粗軸讀數(10位)的第F、G、H位,判斷過程如下:
1)當ABC=000,FGH=111時,
K F G H
粗軸讀數:× × × × × × 111 ×
精軸讀: 000 × × × × × × × × × × ×
A B C
如果把粗軸1圈平均劃為8個區域,即M1~M8,把精軸1圈平均也劃為8個區域,即N1~N8,(見圖4),則ABC=000表明精軸的轉角在N1區,FGH=111表明粗軸的轉角在M8區。與此相對應,粗軸的FGH=111表明從第F位開始到最末位數字所代表的角度小于精軸1圈的角度,但大于精軸1圈的7/8,即相當于處在精軸的N8區域。這就產生了一個問題,既然精軸位于N1,則表明它剛剛轉完1整圈。如果粗、精通道同步的話,此時第K位應加上1。但是FGH=111,第F位還沒有向第K位進位,第K位上少計了1個1,這樣構成的組合讀數,因第K位少1,將產生5.625°的負誤差。為了糾正這一誤差,應在該位加上1個1。

圖4 粗軸、精軸組合關系圖
2)當ABC=111,FGH=000時,
K F G H
粗軸讀數:× × × × × × 000 ×
精軸讀數: 111 × × × × × × × × × × ×
A B C
由圖4可知,精軸此時位于N8區域,而粗軸已經進入M1區域,第K位肯定多計了1個1,為糾正這一誤差,應在該位減去1個1。
3)當ABC=011時,此時精軸位于N4,因假定粗通道誤差不大于精軸1圈的3/8,所以粗軸不可能位于M8,在第K位上不會產生多1或少1的現象,因而無模糊誤差[6]。同理可知,粗、精軸組合糾錯規律見表1。
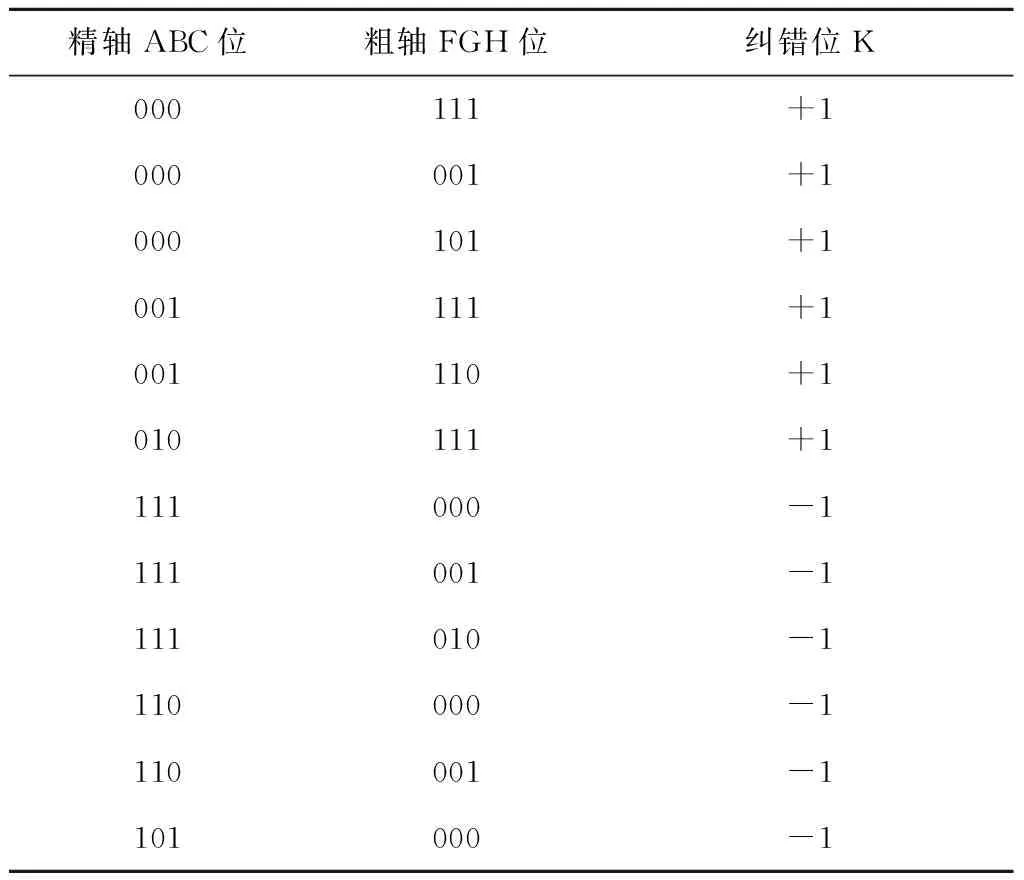
表1 粗軸、精軸組合糾錯碼
該部分軟件的實現首先分別取出粗軸、精軸的3位,生成2個二進制數M和N。根據表1建立一個3列、12行的十六制的數組,第1列是M的值,第2列是N值,第3列是相應的糾錯碼。當糾錯位需要加1時,糾錯碼是0010(十六進制);當糾錯位需要減1時,糾錯碼是0010的補碼FFF0。查找數組,若在數組中找到對應的M、N,那么對粗軸進行糾錯計算,粗軸讀數=粗軸+糾錯碼;若查找不到,則不需要進行糾錯計算。糾錯后算出最后的結果2個16位的二進制數RH=粗軸/26(高4位),RL=粗軸×210/214+精軸(低16位)。組合糾錯程序流程圖如圖5所示。

圖5 粗精組合糾錯程序流程圖
2.3 系統轉換精度
粗精轉換系統的分辨率取決于粗精傳動比和轉換器的分辨率,速比越高和轉換器的分辨率越高,整個系統的分辨率越高,很容易獲得所期望的分辨率。對14位轉換器,用于1∶64的精軸系統,得到的分辨率為:
360°/(26+220)=1.2″
粗精機電系統的傳輸精度可表示為:
(1)
式中,Bt為齒輪箱的齒隙;Ct為相對于粗軸嚙合的圓周誤差;St為精旋轉變壓器的精度。
對于數字粗精系統的傳輸精度需要把轉換器的精度加到等式中,這樣,整個系統的精度為:
(2)
式中,Dt為精轉換器的精度。
從式中的第3項(Dt+St)/n可以看出,系統精度與精旋轉變壓器的精度和精轉換器的精度有關。
在本系統中,精轉換器為14位,Dt=±4.5′;其他部分精度為:St= ±10″,Bt=±(1/2)′,Ct=±(1/4)′,n=64。因此,系統精度為:(1/2)′+(1/4)′+(4.5+1/6)′/64 = 0.82′。
2.4 誤差分析
系統采用粗精組合系統來提高測角精度,由于齒輪及傳動機構的間隙,測角元件及線路的精度等會造成誤差,使得粗精通道不能達到理想配合。誤差主要包括機械誤差和其他誤差。
2.4.1 機械誤差
在實際應用中,旋轉變壓器的軸通過齒輪直接與系統的輸入軸連接,齒輪的徑向跳動和偏心將不可避免地引起角誤差。主要機械誤差有徑向跳動誤差、旋轉變壓器軸偏心率誤差和安裝直徑誤差等。
2.4.2 其他誤差
其他誤差主要包括零位誤差、跟蹤誤差和器件誤差等。
1)零位誤差。旋轉變壓器的零位誤差是指當原邊激磁繞組加基準電壓激勵后,副邊輸出繞組輸出隨轉角θ呈正(余)弦函數變化的電壓,每一個電氣角度出現1個零點,該零點可能與理想零點偏離1個角度Δθ,這實際偏離的角度Δθ就是零位誤差。本系統零位誤差消除的方法是用軟件置零,在角度范圍內位置均可實現。
2)跟蹤誤差。任何伺服系統在跟蹤過程中都存在誤差。在求取該誤差時,首先確定系統的速度常數Kv,然后求出最大跟蹤速度時的跟蹤誤差,并和整個機構誤差作代數相加。
3)器件誤差。輸入、輸出器件會導致系統靜態不精確,如軸承的安裝和旋轉變壓器轉子的調整使系統產生誤差,一般情況下,器件誤差為常溫狀態下的誤差值,誤差隨溫度變化,可參考誤差隨溫度變化的曲線。轉換器件的轉換誤差和器件的精度有關。
2.4.3 消除誤差的方法
本系統采用粗精組合方法來消除各種誤差,在實際使用中,用軟件來合理組合粗、精軸的讀數值,采用余數比較法對數據進行糾錯,此方法可以有效減小誤差的影響。使系統滿足設計要求。
3 結語
本文采用了旋轉變壓器作為測角元件,選定旋轉變壓器數字轉換器作為數字轉換器件,采用單片機處理方式,用余數比較法對粗、精軸讀數進行組合糾錯,組成粗精組合角度測量系統,主要研究結論歸納如下。
1)采用粗精組合方式對粗軸讀數和精軸讀數進行粗精組合,提高了傳感器的測角精度,采用本文測角系統,精度可以達到0.82′,有效地提高了傳感器的輸出精度。
2)該系統在使用過程中,不需要調整旋轉變壓器的零位,用軟件可以設置零位,減少了零位調試的過程,使用方便。
3)用軟件實現多極旋轉變壓器粗精機組合的傳動比是1∶64。當傳動比為其他值時,如1∶36或1∶128,只需更換相應部分的具體值即可,因此該方法具有普遍意義。用軟件實現粗、精機軸角組合的方法較之硬件實現的組合方法更為經濟實用。
[1] 馬克剛. 同步器解算器及其工程系統設計實踐[M]. 北京:兵器工業出版社,1996.
[2] 詹訓慧,陳寶國. 雙通道多級旋轉變壓器的角度組合算法研究[J]. 微電機,2012(12): 55-58.
[3] 侯孝民,王元欽,張若禹. 精粗組合型軸角數字轉換器設計[J]. 指揮技術學院學報,1998(3): 81-85.
[4] 劉升才,王茂,曾慶雙. 雙通道測角系統中的粗精耦合問題[J]. 黑龍江自動化技術與應用,1994(2): 105-108.
[5] 金艷艷. 模塊化軸角/數字轉換器的選用及系統設計中的有關問題[J]. 雷達與對抗,1998(4): 15-18, 59.
[6] 謝顯之,劉新躍,于永昌. 軸角編碼粗精組合糾錯算法的研究與實現[J]. 計量與測試技術,2001(3): 6-7, 9.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
通信電源技術(2018年3期)2018-06-26 06:33:30
家庭影院技術(2017年9期)2017-09-26 03:41:45
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46