雙齒輥破碎機跑粗的技術改造實踐
2018-06-28 02:23:34巴春星何長林
機電信息 2018年18期
巴春星 何長林
(淮南礦業集團選煤分公司顧橋選煤廠,安徽淮南232150)
0 引言
顧橋選煤廠為礦井型動力煤選煤廠,分選工藝由塊煤重介淺槽系統、末煤重介旋流器系統、粗煤泥臥脫系統、煤泥壓濾系統構成。其中塊煤重介淺槽系統由原煤分級篩分級得到篩上物,原煤分級篩篩上物經脫泥后進入淺槽進行分選,得到精煤和矸石兩種產品,精煤經脫介篩脫介后,<30 mm粒級通過離心機進一步脫水,>30 mm粒級進入破碎機進行破碎,破碎后產品與離心機脫水后產品混合后一同轉載進入產品倉進行銷售。在實際生產過程中發現,精煤破碎機出料存在超粒度情況,塊精煤系統中>50 mm所占比例為17%~20%,直接影響商品煤發熱量熱值及其銷售。
1 改造方案探討
1.1 存在的問題及原因分析
根據雙齒輥破碎機破碎原理可知,在兩齒輥中心距一定、轉速一定的情況下,出料粒度主要由齒牙有效高度、齒輥輥底直徑、齒牙軸向和徑向間距排列幾種因素決定。目前顧橋選煤廠使用的MMD500型破碎機,齒牙有效高度過高,齒輥輥底直徑較小,齒牙軸向間距過大,齒板為雙排交錯排列7齒齒板,徑向排列為單一直線排列,所以兩齒輥運轉時,齒牙有效空間體積過小,無效空間體積過大,實際破碎的物料粒度會超出要求的粒度,出現跑粗現象。
1.2 解決方案
為滿足市場需求,制定了初步改造方案,通過在齒尖和齒牙中間焊接小的凸起鐵塊來解決跑粗問題,并以323#精煤破碎機為試驗對象進行初步改造試驗。顧橋選煤廠于2016年5月9日至5月19日期間,對323#精煤破碎機落料點處的12塊齒板進行了改造,通過技改試驗,>50 mm粒級物料得到了有效破碎,通過篩分實驗,>50 mm粒級物料比例為5%~7%,較改造初期的19.90%下降了13%左右。試驗方案達到了預期效果,從而進一步確定了通過增加破碎機齒板及齒牙厚度和齒尖高度的方法來解決破碎機出料跑粗問題。因此,最終確定對破碎機齒板進行技術改造,將原破碎機MMD500齒板底部加高15 mm,增大齒輥輥底直徑,破碎齒牙厚度增寬10 mm,縮短破碎齒牙軸向間距,并在齒牙尾部位置增加一破碎小齒,并把原雙排交錯排列7齒齒板改為雙排平行排列7齒齒板,同時調整破碎齒板的耐磨鋼成分,增加齒板的耐磨性和使用壽命。
2 齒板改造具體實施方式
2.1 齒板技術改造方案
顧橋選煤廠目前使用的是MMD500雙齒輥破碎機,破碎機齒板為雙排交錯排列7齒齒板。改造前精煤破碎機齒板如圖1所示,齒牙高60 mm,前端齒牙頂部至齒板底部135 mm,破碎齒牙間距70 mm。現通過對原MMD齒板底部加高15 mm,增大齒輥輥底直徑,從而使前端齒牙頂部至齒板底部達到150 mm;原破碎齒牙厚度由25 mm增至35 mm,破碎齒牙軸向間距縮短為60 mm;并在齒牙尾部位置加一破碎小齒,破碎小齒齒高60 mm,如圖2所示;且改造后破碎機齒板為雙排平行7齒齒板,如圖3所示。

圖1 改造前破碎機齒板剖面圖

圖2 改造后破碎機齒板剖面圖
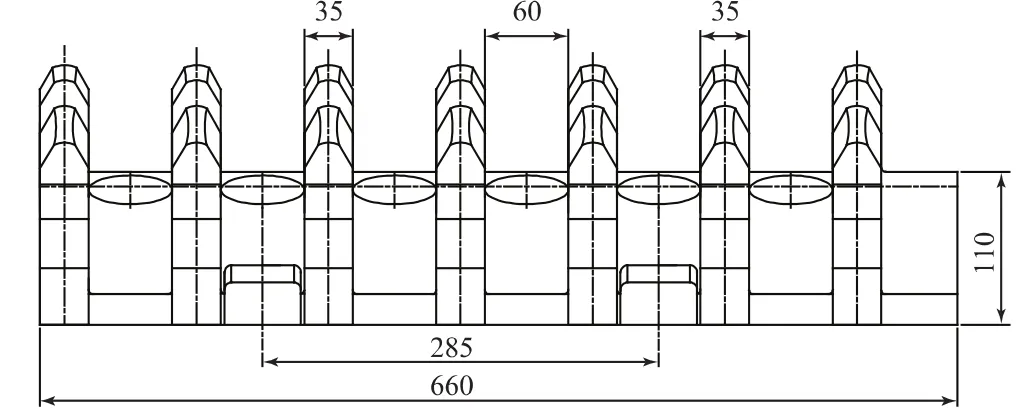
圖3 改造后破碎機齒板主視圖
2.2 試驗結果
顧橋選煤廠323#、324#精煤破碎機齒板改造前,對破碎機出料進行了采樣篩分試驗,試驗結果分別如表1、表2所示。

表1 323#破碎機齒板改造前篩分試驗結果
通過表1、表2可知,實際檢測323#、324#破碎機塊精煤中>50 mm所占比例為19%左右。
2016年10月份,顧橋選煤廠利用停產檢修期間對精煤破碎機的齒板進行了徹底改造,并對323#、324#破碎機出料進行了采樣篩分試驗,試驗結果分別如表3、表4所示。

表2 324#破碎機齒板改造前篩分試驗結果

表3 323#破碎機齒板改造后篩分試驗結果

表4 324#破碎機齒板改造后篩分試驗結果
對塊精煤破碎機齒板技術改造后,試驗結果顯示,323#、324#破碎機出料中>50 mm粒級物料比例<0.8%,<30 mm破碎精煤物料所占比例增大至65%以上;并且通過對破碎機設備運行參數進行監測,323#、324#破碎機帶量運行電流60~65 A,齒輪箱溫度28~31℃,震動1.8~3.0 mm,設備運轉參數正常。顧橋選煤廠破碎機齒板技術改造試驗取得了良好的預期效果。
3 結語
篩分式破碎機的用途是簡化工藝流程,但跑粗問題制約了其應用。通過對顧橋選煤廠精煤破碎機齒板進行技術改造,并經實際生產數據論證,徹底解決了破碎機跑粗問題,并帶來了可觀的經濟效益。
[1]孫捷夫.多級破碎篩分機的研究設計[J].機電信息,2011(30):138-139.
[2]李鵬,陳林生,肖杰明.擠壓式破碎機的設計研究[J].機電信息,2007(11):20-21,27.
