多工位螺母鍛壓輸送設(shè)備控制系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)
2018-06-29 02:51:58蔡超志劉家琛崔國華
自動化與儀表 2018年6期
蔡超志,劉家琛,崔國華
(河北工程大學(xué) 機(jī)械與裝備工程學(xué)院,邯鄲 056038)
螺母是緊固件的重要組成部分之一,被廣泛、大量應(yīng)用于各行各業(yè)的工業(yè)生產(chǎn)中。目前螺母的主要生產(chǎn)方式以鍛壓生產(chǎn)為主,一般由多道工序組成,而螺母在各工位間的輸送主要由人工完成。這種生產(chǎn)方式不僅自動化程度差、效率低,而且由于生產(chǎn)環(huán)境惡劣,使得工人在生產(chǎn)過程中由于高溫環(huán)境容易發(fā)生燙傷,因此,整個生產(chǎn)過程存在很大的安全隱患。針對目前的這種生產(chǎn)狀況,螺母生產(chǎn)企業(yè)急需對現(xiàn)有的鍛壓生產(chǎn)線進(jìn)行自動化改造,研發(fā)出螺母鍛壓自動化輸送設(shè)備來代替原來的人工操作,降低工人勞動強(qiáng)度,改善生產(chǎn)環(huán)境,實(shí)現(xiàn)螺母生產(chǎn)的全自動化、提高產(chǎn)品質(zhì)量和生產(chǎn)效率。
近年來,雖然國內(nèi)很對企業(yè)都在不斷引進(jìn)螺母自動化鍛壓生產(chǎn)設(shè)備,但是這類設(shè)備成本太高,另外,考慮到設(shè)備的利用率及使用企業(yè)維修維護(hù)能力等因素,該類設(shè)備對于中小企業(yè)不適用。針對目前的這種生產(chǎn)狀況,研發(fā)一種適用于中小企業(yè)的用于螺母鍛壓生產(chǎn)的自動化輸送設(shè)備,在此基礎(chǔ)上開發(fā)其控制系統(tǒng),實(shí)現(xiàn)螺母的自動化生產(chǎn)不僅可以降低企業(yè)生產(chǎn)成本和工人勞動強(qiáng)度,而且可以提高螺母生產(chǎn)的質(zhì)量及生產(chǎn)效率,具有重大的經(jīng)濟(jì)效益和現(xiàn)實(shí)意義。本文在自主研發(fā)的多工位螺母鍛壓輸送設(shè)備的基礎(chǔ)上,采用PLC控制技術(shù),對其控制系統(tǒng)進(jìn)行了設(shè)計(jì)和開發(fā),實(shí)現(xiàn)了多工位螺母鍛壓輸送設(shè)備的自動化運(yùn)行。
1 控制系統(tǒng)總體方案設(shè)計(jì)
1.1 設(shè)備組成及工作原理
為了實(shí)現(xiàn)螺母在生產(chǎn)過程中在各工位之間的自動化輸送,課題組根據(jù)螺母的生產(chǎn)工藝要求設(shè)計(jì)了一臺多工位螺母鍛壓輸送設(shè)備樣機(jī),用來模擬螺母在生產(chǎn)過程中的多工位輸送。設(shè)計(jì)的多工位螺母鍛壓輸送設(shè)備樣機(jī)如圖1所示,由圖可知,該設(shè)備由螺母搬運(yùn)機(jī)構(gòu)和支撐臺體組成。其中,螺母搬運(yùn)機(jī)構(gòu)主要用來實(shí)現(xiàn)螺母在6個工位之間的自動輸送,它由升降氣缸、平移機(jī)構(gòu)、氣動手爪、伺服電機(jī)、絲杠、滑動導(dǎo)軌和其他輔助元件等部分組成。支撐臺體由3個小支撐臺和1個大支撐臺組成,用來支撐固定螺母搬運(yùn)機(jī)構(gòu)。
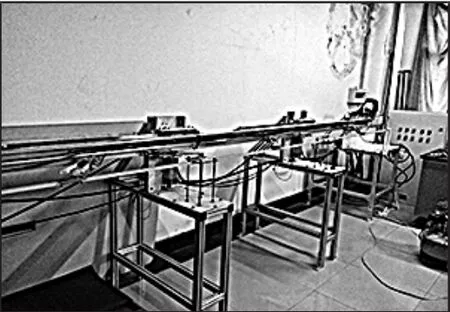
圖1 多工位螺母鍛壓輸送設(shè)備樣機(jī)Fig.1 Prototype of multi-station nut forgingand conveying equipment
設(shè)計(jì)的多工位螺母鍛壓輸送設(shè)備的基本工作原理:首先安裝在搬運(yùn)機(jī)構(gòu)上的6個氣動手爪在氣閥的控制下閉合抓取放置在6個工位工作臺上的螺母胚料,然后4個升降氣缸伸出使搬運(yùn)機(jī)構(gòu)上升、上升到位后,伺服電機(jī)驅(qū)動絲杠使搬運(yùn)機(jī)構(gòu)向前平移一定位移實(shí)現(xiàn)螺母各工位的切換,平移到規(guī)定的位置后,氣缸縮回,搬運(yùn)機(jī)構(gòu)下降,下降到位后氣動手爪松開,將螺母放到工作臺上,從而實(shí)現(xiàn)了螺母在6個工位之間的切換。最后,完成螺母工位的切換后,搬運(yùn)機(jī)構(gòu)通過上升,后移,下降回到原位等待下一次的搬運(yùn)工作。如此循環(huán)完成螺母的自動輸送工作。
1.2 設(shè)備控制要求
多工位螺母鍛壓輸送設(shè)備的基本功能是實(shí)現(xiàn)螺母生產(chǎn)過程中在各工位間的自動化輸送,因此,首先要求設(shè)備能夠按照一定的時序完成規(guī)定的動作。其次,在設(shè)備的工作過程中能夠自動判斷螺母是否抓緊,是否松開,以及搬運(yùn)機(jī)構(gòu)上升和下降是否到位。最后,最為重要的是要能夠?qū)崿F(xiàn)搬運(yùn)機(jī)構(gòu)平移的精確定位,即使搬運(yùn)機(jī)構(gòu)能夠準(zhǔn)確移動到下一工位的位置,這就涉及到平移機(jī)構(gòu)位置的精確控制問題,這一問題是設(shè)備能夠正常工作的基本要求。
1.3 控制系統(tǒng)總體方案
根據(jù)多工位螺母鍛壓輸送設(shè)備的工作原理和基本要求,本文采用PLC來實(shí)現(xiàn)多工位螺母鍛壓輸送設(shè)備控制系統(tǒng)的設(shè)計(jì)。控制系統(tǒng)的結(jié)構(gòu)原理如圖2所示,由圖可知,整個控制系統(tǒng)由PLC控制器、伺服驅(qū)動器、編碼器、伺服電機(jī)、絲杠、氣動電磁閥、氣動手爪、升降氣缸、手爪開、合位置限位開關(guān)和氣缸升降限位開關(guān)組成。其中,PLC是整個控制系統(tǒng)的核心,通過控制氣動手爪的開合、氣缸的伸縮和伺服電機(jī)的轉(zhuǎn)動實(shí)現(xiàn)整個設(shè)備按照控制要求進(jìn)行動作。伺服電機(jī)通過驅(qū)動絲杠完成設(shè)備的平移動作,由于伺服電機(jī)是一個自帶編碼器的閉環(huán)執(zhí)行器,具有較高的定位精度,滿足本設(shè)備對平移位置精度的要求[1]。氣動電磁閥用來實(shí)現(xiàn)手爪的開合和氣缸的伸縮控制,限位開關(guān)將手爪的開合狀態(tài)和氣缸的伸縮狀態(tài)反饋給PLC,保證設(shè)備的正常運(yùn)行。
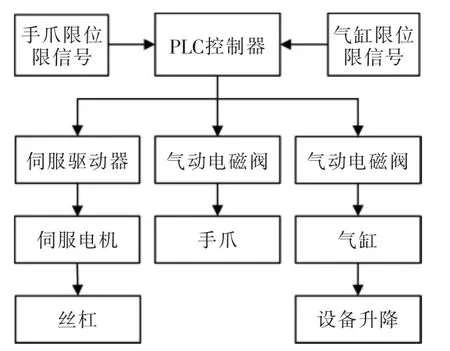
圖2 控制系統(tǒng)結(jié)構(gòu)原理Fig.2 Structure principle of control system
2 控制系統(tǒng)硬件的設(shè)計(jì)
2.1 電機(jī)的選型
由設(shè)備的工作原理可知,在多工位螺母鍛壓輸送設(shè)備中,電機(jī)的主要作用是驅(qū)動絲杠實(shí)現(xiàn)螺母搬運(yùn)機(jī)構(gòu)以一定的精度平移到下一個工作位置,在此過程中對位置有較高的精度要求,普通的電機(jī)很難實(shí)現(xiàn)這一工作要求。由于伺服電機(jī)是一種自帶編碼器的閉環(huán)執(zhí)行器,具有較高的位置和速度控制精度,因此本文選用伺服電機(jī)實(shí)現(xiàn)搬運(yùn)機(jī)構(gòu)的平移和精確定位。
根據(jù)多工位螺母鍛壓輸送設(shè)備平移的負(fù)載要求和精度控制要求以及結(jié)合伺服電機(jī)的選型原則和步驟[2],最終選擇松下A5系列全數(shù)字式交流伺服電機(jī)(MHMJ082G1U)和相應(yīng)的驅(qū)動器(MADHT1505)實(shí)現(xiàn)搬運(yùn)機(jī)構(gòu)的平移定位功能。
2.2 PLC的選型
PLC由于具有結(jié)構(gòu)緊湊、編程簡單、維護(hù)方便、模塊統(tǒng)一、可擴(kuò)展性好等特點(diǎn),在各種工業(yè)現(xiàn)場控制系統(tǒng)中得到了廣泛的應(yīng)用[3]。但PLC品種繁多、結(jié)構(gòu)形式各異、指令系統(tǒng)和編程方法各有特點(diǎn)、性能和容量也各不相同,各類型PLC適用場合也各有側(cè)重,雖然給用戶提供了豐富的選擇,但也帶來了選型上的困難[4]。
本文針對多工位螺母鍛壓輸送設(shè)備的控制特點(diǎn)和控制要求,以及綜合考慮各類PLC產(chǎn)品的特點(diǎn)、性能、價格等特點(diǎn),最終選擇西門子公司生產(chǎn)的S7-200小型PLC來實(shí)現(xiàn)控制系統(tǒng)的設(shè)計(jì)和開發(fā)[5]。根據(jù)多工位螺母鍛壓輸送設(shè)備的輸入輸出點(diǎn)數(shù),選用CPU226作為主控單元,并配備一塊數(shù)字量輸入輸出模塊EM223。
2.3 控制系統(tǒng)電路設(shè)計(jì)
根據(jù)系統(tǒng)輸入輸出點(diǎn)數(shù)和控制要求對PLC的I/O地址進(jìn)行分配,如表1所示。
根據(jù)PLC的I/O分配表,完成PLC的外圍電路設(shè)計(jì),給出PLC的外圍電路接線圖,如圖3所示,由于圖紙比較大,省略了一些沒有用到的I/O及電源接口。
3 控制系統(tǒng)軟件設(shè)計(jì)
本文采用模塊化的編程思想對控制系統(tǒng)的軟件進(jìn)行設(shè)計(jì)[6],即編程時對系統(tǒng)的功能進(jìn)行劃分,分為各個功能子模塊,并分別編程實(shí)現(xiàn),在完成個子模塊的編程后在主程序中進(jìn)行調(diào)用。根據(jù)系統(tǒng)的任務(wù)要求,編程時一共設(shè)計(jì)了一個主程序、6個功能子程序和一個中斷程序。其中主程序的作用是按照一定的條件和順序調(diào)用各功能子程序,從而完成設(shè)備要求的功能。功能子程序包括初始化子程序,合爪子程序、開爪子程序、上升子程序、下降子程序和復(fù)位子程序,分別用來實(shí)現(xiàn)系統(tǒng)的初始化功能、手爪的抓取,釋放、平移機(jī)構(gòu)的上升、下降以及復(fù)位等功能。中斷子程序用來處理PLC給伺服電機(jī)發(fā)送脈沖信號,告知系統(tǒng)脈沖已經(jīng)發(fā)送完畢,可以進(jìn)行下一步操作。
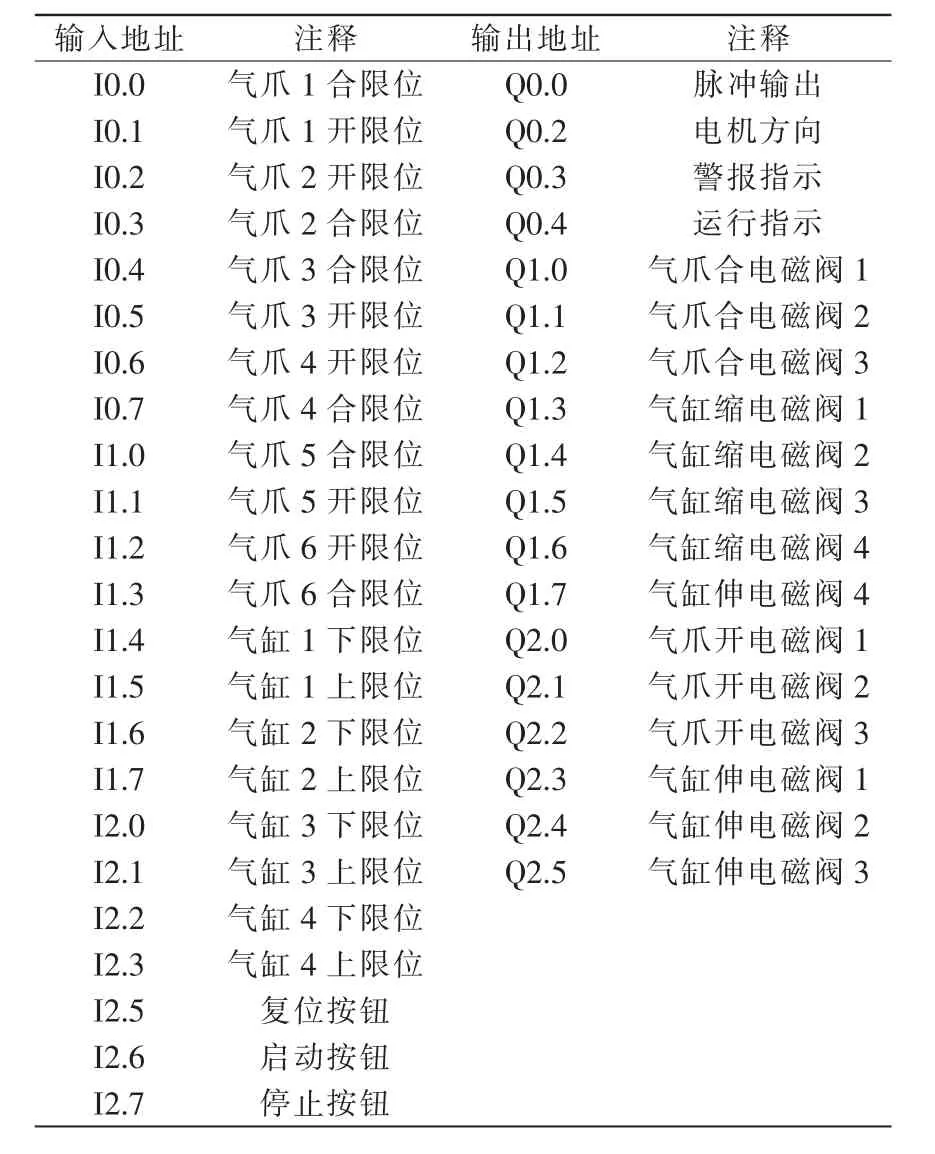
表1 PLC的I/O地址分配表Tab.1 PLC’s I/O address allocation table
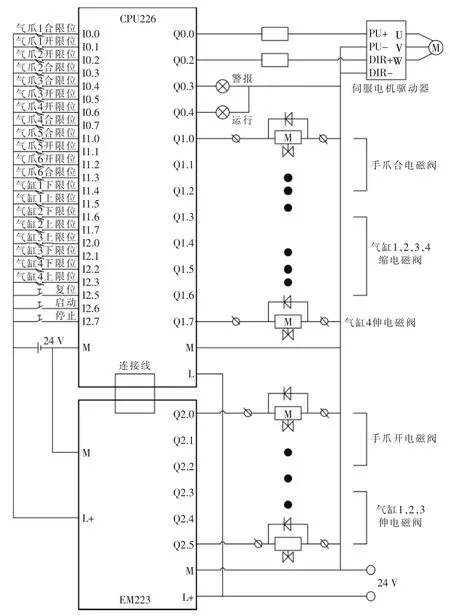
圖3 PLC外部接線圖Fig.3 External wiring diagram of PLC
控制系統(tǒng)的主程序流程如圖4所示,由圖可知系統(tǒng)的工作流程:系統(tǒng)開始運(yùn)行后,首先氣動手爪動作夾緊螺母毛坯料,然后氣缸動作帶動設(shè)備上升,設(shè)備到達(dá)上升上限位后,PLC控制伺服電機(jī)使設(shè)備前移來到下一工位,精確到達(dá)下一工位上方后,設(shè)備下降,下降到位后氣動手爪松開將螺母放到指定工位,最后設(shè)備原路返回到開始位置,等待下一步控制要求,直到結(jié)束信號的到來,其中每步動作是否完成由限位開關(guān)進(jìn)行判斷。
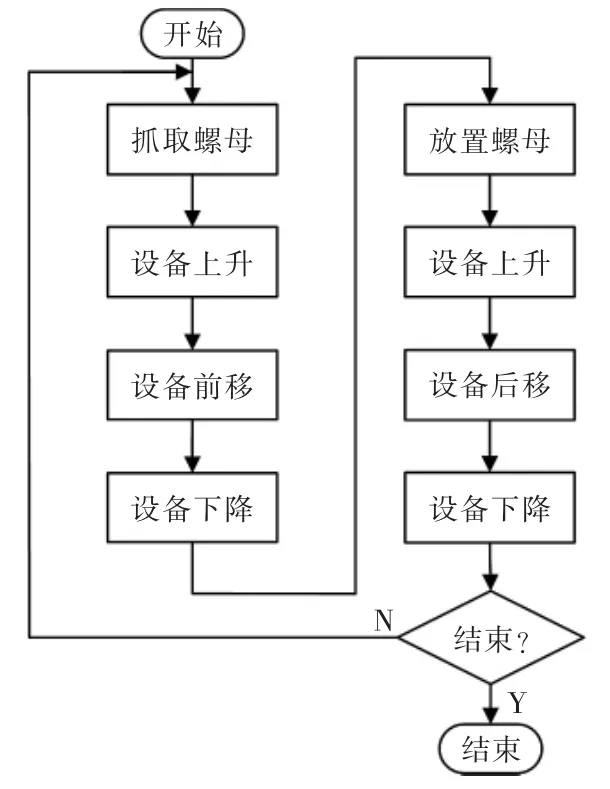
圖4 控制系統(tǒng)流程Fig.4 Flow chart of control system
4 調(diào)試與實(shí)驗(yàn)
在完成控制系統(tǒng)的硬件和軟件設(shè)計(jì)的基礎(chǔ)上,設(shè)計(jì)開發(fā)了多工位螺母鍛壓輸送設(shè)備控制柜,并對系統(tǒng)進(jìn)行了調(diào)試和實(shí)驗(yàn),控制柜實(shí)物如圖5所示。
實(shí)際調(diào)試時,遵循先硬件后軟件的調(diào)試原則,首先對系統(tǒng)的硬件進(jìn)行了調(diào)試,為系統(tǒng)的軟件調(diào)試打下了基礎(chǔ),然后進(jìn)行軟件調(diào)試。軟件調(diào)試時,首先對各個功能子模塊進(jìn)行調(diào)試,驗(yàn)證硬件連接的正確性以及確保系統(tǒng)能夠?qū)崿F(xiàn)單個功能。然后對整個系統(tǒng)進(jìn)行聯(lián)調(diào),使系統(tǒng)按照規(guī)定的時序進(jìn)行動作。
圖5 控制柜實(shí)物Fig.5 Control cabinet
在對系統(tǒng)的硬件和軟件調(diào)試完畢后,對整個系統(tǒng)進(jìn)行了實(shí)驗(yàn)研究。實(shí)驗(yàn)時,首先使設(shè)備處于初始位置,然后讓系統(tǒng)按照預(yù)先設(shè)定的流程進(jìn)行動作,實(shí)驗(yàn)結(jié)果表明,設(shè)計(jì)的控制系統(tǒng)能夠按照預(yù)定的順序進(jìn)行動作,而且位置精度能夠滿足要求,順利地完成了螺母在各工位間的輸送任務(wù),具有較高的自動化程度。
5 結(jié)語
針對螺母鍛壓生產(chǎn)過程中螺母胚料在各工位間輸送的自動化問題,本文在現(xiàn)有多工位螺母鍛壓輸送設(shè)備樣機(jī)的基礎(chǔ)上,基于PLC控制技術(shù)對設(shè)備的控制系統(tǒng)進(jìn)行了詳細(xì)的設(shè)計(jì),包括控制系統(tǒng)總體方案的設(shè)計(jì),系統(tǒng)的硬件選型和軟件設(shè)計(jì)。在此基礎(chǔ)上對設(shè)計(jì)的系統(tǒng)進(jìn)行了調(diào)試和實(shí)驗(yàn),結(jié)果表明設(shè)計(jì)的控制系統(tǒng)能夠?qū)崿F(xiàn)多工位螺母鍛壓輸送設(shè)備的基本功能,實(shí)現(xiàn)了螺母胚料在各工位間輸送的自動化。
[1] 宋剛,張蕾,胡德金.基于普通編碼器的高精度位置檢測方法[J].上海交通大學(xué)學(xué)報,2003,37(5):699-702.
[2] 肖瀟,楊金堂,全芳成,等.伺服電機(jī)的選型原則與計(jì)算[J].機(jī)床與液壓,2014,42(22):44-46,49.
[3] 劉利群.基于s7-200的小型PLC控制系統(tǒng)改造[J].科技創(chuàng)新導(dǎo)報,2013(14):108-109.
[4] 張桂香,張志軍.PLC的選型與系統(tǒng)配置[J].微計(jì)算機(jī)信息,2005,27(9):81-82.
[5] 柳永杰,馬建偉.梳棉機(jī)控制系統(tǒng)改造中對PLC的選型探討[J].紡織科技進(jìn)展,2012(2):48-49.
[6] 廖常初.PLC編程及應(yīng)用[M].4版.北京:機(jī)械工業(yè)出版社,2013.■
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年12期)2018-08-01 00:47:44
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
