垂向力學(xué)約束對甲板板架焊接變形與殘余應(yīng)力影響研究
2018-07-02 10:24:40何昱恒
艦船科學(xué)技術(shù) 2018年6期
何昱恒,陳 震
(上海交通大學(xué) 海洋工程國家重點(diǎn)實(shí)驗(yàn)室,上海 200240)
0 引 言
焊接被廣泛應(yīng)用于型材加工、分段建造、船臺合攏等船舶建造環(huán)節(jié)。由于焊縫附近區(qū)域的材料在焊接過程中的不均勻膨脹和收縮,使得結(jié)構(gòu)不可避免地產(chǎn)生變形和殘余應(yīng)力,影響結(jié)構(gòu)外形尺寸,降低裝配精度。研究焊接結(jié)構(gòu)變形規(guī)律,制定減少大型焊接結(jié)構(gòu)變形的工藝方案,對于提高船體建造質(zhì)量具有重要的工程價(jià)值。力學(xué)約束是控制結(jié)構(gòu)焊接變形的有效方法[1-3],在甲板板架焊接過程中,采用力學(xué)方法限制其板格中部甲板板的垂向位移可控制焊接變形,本文研究此類垂向力學(xué)約束對焊接變形與殘余應(yīng)力的影響。對于大型甲板,不同的垂向力學(xué)約束方案在改善甲板板架結(jié)構(gòu)變形和殘余應(yīng)力方面的效果有所不同,本文利用數(shù)值方法模擬各種垂向力學(xué)約束方案,尋求最佳約束方案條件,為實(shí)際焊接工程控制焊接變形工藝提供參考。
1 研究對象
1.1 甲板板架和焊接條件
選取船體甲板板架為研究對象,板架尺寸和構(gòu)件布置情況如圖1所示。甲板板的尺寸為2 400 mm×2 464 mm,板厚 6 mm;沿橫向布置 5 根縱骨,其間距為480 mm,腹板高度和面板寬度均為80 mm,板厚均為8 mm;沿縱向布置3根橫梁,其間距為992 mm,腹板高度和面板寬度分別為180 mm和120 mm,板厚均為8 mm。所有骨材在焊接前先通過定位點(diǎn)焊將其有效地連成整體,不考慮由于定位點(diǎn)焊所產(chǎn)生的初始變形和殘余應(yīng)力,加強(qiáng)筋和甲板板之間的角焊縫采用CO2氣體保護(hù)焊,焊接參數(shù)見表1,縱骨和橫梁兩側(cè)的角焊縫均采用同時(shí)同向連續(xù)施焊,縱骨與橫梁的焊接順序編號為No.1~No.8,焊接順序和方向如圖1所示。

表1 焊接參數(shù)Tab.1 Welding parameters
1.2 垂向力學(xué)約束方案
將整個(gè)甲板板架按位置劃分成4個(gè)板格區(qū)域,分別為:板格_A、板格_B、板格_C和板格_D,如圖2所示。在焊接過程中,約束區(qū)域內(nèi)甲板板的垂向位移被完全限制,待整個(gè)焊接過程結(jié)束板架溫度降至室溫后,釋放垂向力學(xué)約束,甲板板架進(jìn)入自由形變狀態(tài)。本文計(jì)算方案設(shè)計(jì)為一個(gè)無約束的自由變形方案和5個(gè)垂向力學(xué)約束方案,6個(gè)計(jì)算方案如下:
方案1板架不受約束,在焊接過程中可自由形變。
方案2在板格_A的中心設(shè)置邊長為64 mm的方形約束區(qū)域,分別在板格_B和板格_D的自由邊上設(shè)置尺寸為 32 mm×64 mm 和 64 mm×32 mm 的矩形約束區(qū)域,在板格_C兩自由邊的交角處設(shè)置邊長為32 mm的方形約束區(qū)域,如圖2(a)所示。
方案3板格中約束區(qū)域x和y方向的長度均是方案2中約束區(qū)域的2倍,如圖2(b)所示。
方案4板格中約束區(qū)域x方向的長度均與方案3中的約束區(qū)域相同;y方向的長度均是方案3中約束區(qū)域的2倍,如圖2(c)所示。
方案5在板格_A和板格_B中分別對稱設(shè)置2個(gè)方案3中對應(yīng)板格內(nèi)的約束區(qū)域,板格_C和板格_D中的約束區(qū)域與方案3中相同,如圖2(d)所示。
方案6在板格_A和板格_B中分別對稱設(shè)置3個(gè)方案3中對應(yīng)板格內(nèi)的約束區(qū)域,板格_C和板格_D中的約束區(qū)域與方案3中相同,如圖2(e)所示。
2 計(jì)算方法
本文首先利用順序耦合的熱彈塑性有限元法[4-5]模擬焊接過程,整個(gè)過程分為2步。第1步是建立能夠反映焊接構(gòu)件細(xì)節(jié)的有限元網(wǎng)格模型,根據(jù)焊接參數(shù)施加合理的熱源數(shù)學(xué)模型于焊縫,依照焊接順序模擬熱源沿焊縫的移動(dòng),考慮焊接材料熱物理性能和熱分析邊界條件,開展能夠跟蹤構(gòu)件在整個(gè)焊接和冷卻過程中的溫度變化的熱分析,獲得焊接過程中模型的瞬時(shí)溫度場分布。第2步將隨時(shí)間變化的瞬時(shí)溫度場結(jié)果作為溫度載荷施加在力學(xué)模型上,考慮材料的力學(xué)參數(shù)性能,焊接時(shí)施加相應(yīng)的邊界條件,計(jì)算焊接過程中結(jié)構(gòu)的應(yīng)力和應(yīng)變,其中垂向力學(xué)約束施加在約束區(qū)域內(nèi)的甲板板上。待完成整個(gè)焊接過程的模擬之后,釋放垂向力學(xué)約束,結(jié)構(gòu)發(fā)生反彈變形,得到結(jié)構(gòu)最終的焊接變形與殘余應(yīng)力分布。
3 有限元模型
甲板板架有限元模型如圖3所示,采用shell/solid混合單元建模[6],整個(gè)模擬過程在Abaqus中實(shí)現(xiàn)。熱焊接過程溫度場的特點(diǎn)是熱源附近和熱影響區(qū)局部區(qū)域溫度高、梯度大,隨著距熱源中心距離的增加,溫度迅速降低。因此為了保證溫度場模擬的精準(zhǔn)性,模型在焊縫區(qū)域須采用細(xì)網(wǎng)格,其最小單元尺寸為2 mm×4 mm,模型在遠(yuǎn)離焊縫區(qū)域網(wǎng)格逐漸增大以提高計(jì)算效率,應(yīng)力場計(jì)算模型網(wǎng)格劃分與溫度場模型相同,整個(gè)模型的單元數(shù)為250 435,節(jié)點(diǎn)數(shù)為318 479。材料為E36鋼[7],其屈服極限、楊氏模量、熱傳導(dǎo)系數(shù)等物理量與溫度的關(guān)系見圖4。
溫度場計(jì)算過程中空氣對流換熱系數(shù)設(shè)為15×10–6W/(mm2℃),環(huán)境溫度設(shè)為 20 ℃。應(yīng)力場計(jì)算時(shí),將溫度場分析結(jié)果以溫度載荷的形式施加到力學(xué)模型上。甲板板架在自由狀態(tài)下施焊時(shí),為了避免因剛體位移,采用三點(diǎn)約束邊界條件(見圖3)。在垂向力學(xué)約束方案的應(yīng)力場計(jì)算過程中,限制約束區(qū)域內(nèi)所有節(jié)點(diǎn)的垂向位移,待全部焊接完成后,釋放垂向力學(xué)約束,同時(shí)施加三點(diǎn)約束邊界條件。
4 計(jì)算結(jié)果分析
4.1 焊接變形結(jié)果分析
圖5為各方案甲板板架的整體變形云圖。由圖可見,無約束方案和5種垂向力學(xué)約束方案下結(jié)構(gòu)的焊接變形形式相近,整個(gè)板架中部拱起,甲板板縱向自由邊處的變形大于板格的面外變形,縱橫骨架范圍之內(nèi)的甲板板同樣呈凸起變形特點(diǎn),垂向力學(xué)約束使得板格內(nèi)甲板板的變形減小。為了分析各焊接方案下的結(jié)構(gòu)變形,選取甲板板上縱向剖面L1~L3、橫向剖面T1~T2(見圖6)分別繪制變形圖。
圖7~圖8為縱橫加強(qiáng)筋位置L2和T2處的面外變形,反映了甲板分段焊接后整體的變形情況。縱骨變形較橫梁變形更大,說明板架整體縱向彎曲程度大于其橫向彎曲程度。相較于方案1,L2處板架整體縱向的變形在垂向力學(xué)約束方案中大幅減小,T2處板架整體橫向的變形在垂向力學(xué)約束方案中有小幅減小;板架整體縱向和板架整體橫向的變形均隨著垂向力學(xué)約束區(qū)域面積的增大而逐漸減小。L2處板架整體縱向與T2處板架整體橫向在各方案中的焊接變形最值見表2所示,在方案6中L2和T2處變形最值相較于方案1中的變形分別減小了25.9%和6.28%。
圖9~圖10分別為甲板板縱橫方向的面外變形,在L1和T1剖面相鄰骨材之間的甲板板均出現(xiàn)半波形的局部變形。垂向力學(xué)約束對減小局部焊接變形的作用明顯,板格_A中的甲板板在約束方案中顯著減小,自由邊的變形同樣明顯改善,并且局部焊接變形隨著垂向力學(xué)約束區(qū)域面積的增大而逐漸減小。甲板板的變形由板架整體變形與板格局部變形組成,僅考慮板格的局部變形情況,得到L1處自由邊與T1處甲板板在各方案中的局部焊接變形最值如表2所示。在方案6中L1和T1處變形最值相較于方案1中的變形分別減小了27.2%和48.2%。對比方案4和方案5的變形最值,可以看出在此約束面積下,不同約束區(qū)域設(shè)置對焊接變形影響很小。方案6在L2,T2和T1處的變形最值相較于方案3減小不超過3.3%,而其約束面積是方案3的3倍,可見方案3在減小整體焊接變形與板格內(nèi)局部變形中為相對更優(yōu)的方案。
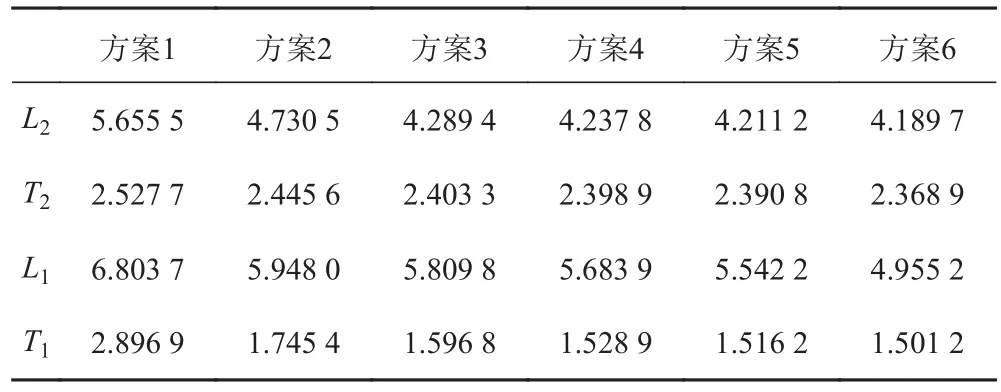
表2 各方案焊接變形最值(mm)Tab.2 Maximum magnitudes of the welding distortions in different cases (mm)
4.2 焊接殘余應(yīng)力結(jié)果分析
焊接完成后,在焊縫附近較窄區(qū)域內(nèi)集中高量值的殘余應(yīng)力。圖11為方案1中甲板板中面的縱向(y方向)殘余應(yīng)力云圖,可以看出殘余應(yīng)力主要沿焊縫方向,高應(yīng)力區(qū)域分布在焊縫附近區(qū)域,呈拉應(yīng)力,量值達(dá)到材料的屈服極限,遠(yuǎn)離焊縫區(qū)域則為壓應(yīng)力,整體結(jié)構(gòu)的拉壓應(yīng)力相平衡。約束方案中應(yīng)力的分布規(guī)律與方案1中的分布規(guī)律相似。
圖12所示為各方案中甲板板T1剖面處中面縱向(y方向)殘余應(yīng)力S22的分布曲線,圖13所示為各方案中甲板板L3剖面處中面橫向(x方向)殘余應(yīng)力S11的分布曲線。圖12和圖13反映了甲板板由焊接引起的整體殘余應(yīng)力情況。焊接殘余拉應(yīng)力主要分布在焊縫附近的狹窄區(qū)域,其量值達(dá)到材料的屈服極限;壓應(yīng)力則主要位于縱橫骨架的板格間,且縱骨間板格的縱向殘余壓應(yīng)力(見圖12)明顯大于橫梁間板格的橫向殘余應(yīng)力(見圖13)。這是由于縱骨數(shù)量較多,焊接產(chǎn)生的縱向收縮更嚴(yán)重。垂向力學(xué)約束方案對甲板板中面內(nèi)橫向和縱向的殘余應(yīng)力影響均不明顯。
圖14所示為各方案中甲板板T1剖面處上表面橫向(x方向)殘余應(yīng)力的分布曲線,圖15所示為各方案中甲板板L3剖面處上表面縱向(y方向)殘余應(yīng)力的分布曲線。由于甲板板產(chǎn)生角變形,使板格出現(xiàn)半波形局部彎曲,引起甲板板格的局部彎曲應(yīng)力,因此甲板上表面的殘余應(yīng)力是由焊接收縮產(chǎn)生的壓應(yīng)力與局部彎曲導(dǎo)致的拉應(yīng)力疊加形成。T1處橫向彎曲拉應(yīng)力大于橫向收縮壓應(yīng)力,此處橫向殘余應(yīng)力表現(xiàn)為拉應(yīng)力;而在L3處情況相反,縱向彎曲拉應(yīng)力小于縱向收縮壓應(yīng)力,此處縱向殘余應(yīng)力表現(xiàn)為壓應(yīng)力。在各約束方案中,由于垂向力學(xué)約束的作用導(dǎo)致局部彎曲變形減小,甲板上表面橫向和縱向彎曲應(yīng)力均減小,使得T1處板格中部甲板板上表面橫向的殘余應(yīng)力減小,減小最多達(dá)到52 MPa;而L3處板格中部甲板板上表面縱向的殘余應(yīng)力略微增大,增大最多達(dá)到28 MPa。
5 結(jié) 語
本文研究了垂向力學(xué)約束對甲板板架焊接的焊接變形與殘余應(yīng)力的影響規(guī)律,其主要結(jié)論如下:
1)對于該板架結(jié)構(gòu),垂向力學(xué)約束對減小板架焊接整體和局部變形的效果明顯,可分別減小27%和48%。焊接變形隨著約束面積增大而減小。
2)焊接引起的殘余應(yīng)力沿焊縫方向在狹窄區(qū)域內(nèi)具有較高的拉應(yīng)力,遠(yuǎn)離焊縫處為壓應(yīng)力。垂向力學(xué)約束對甲板板中面殘余應(yīng)力幾乎沒有影響;垂向力學(xué)約束使得板格中部甲板板上表面橫向殘余應(yīng)力減小52 MPa,而縱向殘余應(yīng)力增大28 MPa。
3)針對本文研究的甲板板架及約束方案,方案3中焊接變形相較于方案2中變形有顯著減小,而在方案4~方案6中增大約束面積對于進(jìn)一步減小焊接變形效果有限,考慮到減小變形效果與約束面積成本,選擇方案3為相對最優(yōu)的約束方案。
[1]DENG D, ZHOU Y, BI T, et al.Experimental and numerical investigations of welding distortion induced by CO 2, gas arc welding in thin-plate bead-on joints[J].Materials & Design,2013, 52(24): 720–729.
[2]FU G, LOURENCO M I, DUAN M, et al.Effect of boundary conditions on residual stress and distortion in T-joint welds[J].Journal of Constructional Steel Research, 2014, 102(11):121–135.
[3]FANOUS I F Z, YOUNAN M Y A, WIFI A S.3-D finite element modeling of the welding process using element birth and element movement techniques[J].Journal of Pressure Vessel Technology, 2003, 125(2): 165–172.
[4]DENG D, MURAKAWA H.Prediction of welding distortion and residual stress in a thin plate butt-welded joint[J].Computational Materials Science, 2008, 43(2): 353–365.
[5]沈濟(jì)超, 陳震, 羅宇.船體T型接頭分段移動(dòng)熱源焊接模擬[J].中國造船, 2014, 55(4): 66–72.
[6]SHEN J, CHEN Z.Welding simulation of fillet-welded joint using shell elements with section integration[J].Journal of Materials Processing Technology, 2014, 214(11): 2529–2536.
[7]MATO P, ZDENKO T, ALAN R, et al.Numerical analysis and experimental investigation of welding residual stresses and distortions in a T-joint fillet weld[J].Materials and Design,2014, 53: 1052–1063.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
