支持SKYACTIV發動機開發的摩擦學分析技術
2018-07-05 02:36:38
汽車與新動力 2018年3期
關鍵詞:發動機
【】
0 前言
隨著汽車保有量增加,汽車生產商更有必要通過改善燃油經濟性,削減CO2排放量等方面的研究。
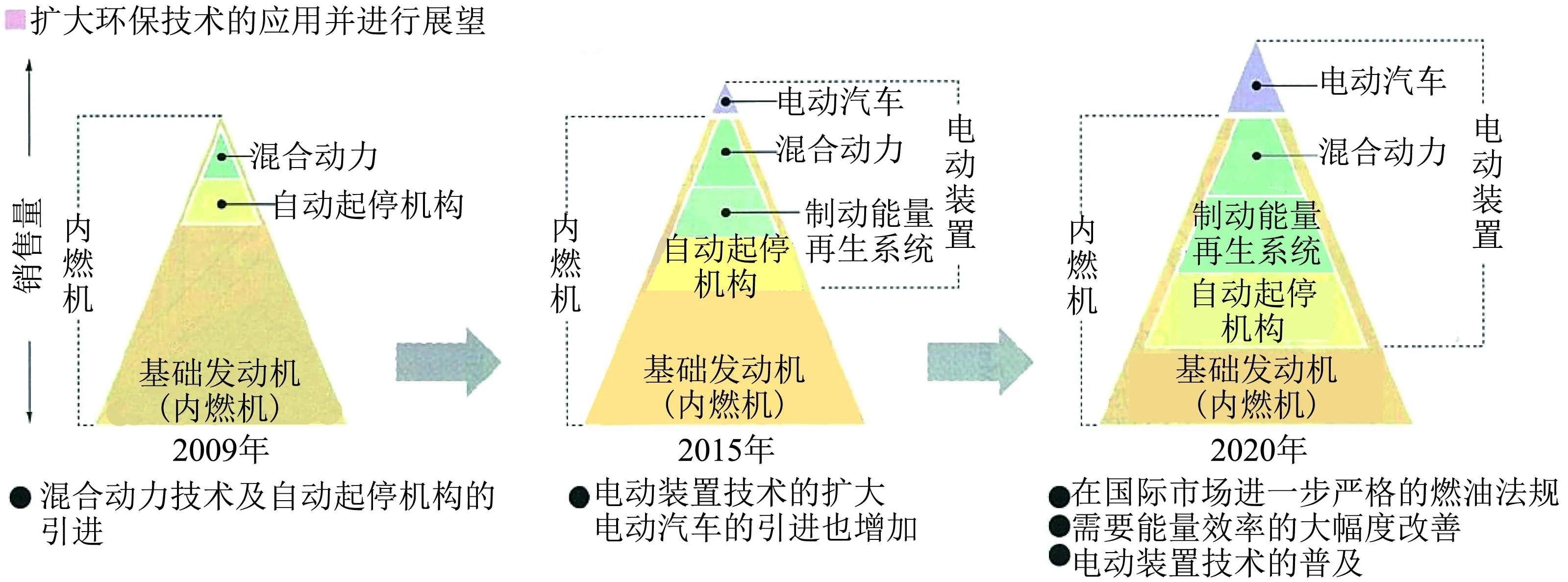
圖1 動力傳動(動力系統)技術在國際市場所占比例示意圖
對燃油經濟性起重大作用的發動機需要通過降低機械阻力進一步降低燃油耗,這在實際行駛中尤其重要。馬自達汽車公司開發作為創新的基礎技術SKYACTIV技術,改善了成為車輛基本性能的發動機及變速器等動力傳動裝置的效率,以及對車輛的輕量化、空氣動力學等特性進行了改善。2011年,隨著配裝了SKYACTIV-G汽油機的新型樣品車(demio)進入日本市場以后,馬自達汽車公司在世界市場陸續擴大配裝SKYACTIV技術車型的銷售。在開發進程中,分析技術發揮了較大作用,即便在摩擦學領域,也積極地運用著解析技術。本文根據降低機械阻力的觀點,介紹關于支撐SKYACTIV發動機的摩擦學分析技術。
1 SKYACTIV技術概況
馬自達汽車公司曾提出其技術開發的長期展望“Zoom-Zoom可持續發展宣言”,并將“為客戶提供滿足駕駛愉悅性及優異的環保性能的車型”作為全公司經營的方針。因此,作為提高環保性能的一環,應該推動CO2減排工作,在SKYACTIV發動機研發中也確立了更高的燃油經濟性目標,馬自達汽車公司也一直為此而努力。
2000年以后,混合動力車及電動汽車開始陸續在市場進行投放。由于對環保問題及燃油耗的密切關注,混合動力車及電動汽車產銷量快速增加。但是,馬自達汽車公司預測到2020年,在全球市場中內燃機仍將繼續擔任汽車的主要動力源(圖1)。
根據該預測,馬自達汽車公司設定了“模塊化構件戰略”(圖2)。首先,優先改善發動機的熱效率及車輛的輕量化等基礎技術。并且,階段性地引進電氣裝置(怠速停止系統,制動能量再生系統、混合動力系統等)。由此,以沒有建立應對環保的基礎設施的新興國家為首,以合適的價格向世界各國客戶提供環保性能、安全性能優異的汽車。其結果表明,不依賴于部份環保型車輛,能夠有效地減少CO2的總排放量。
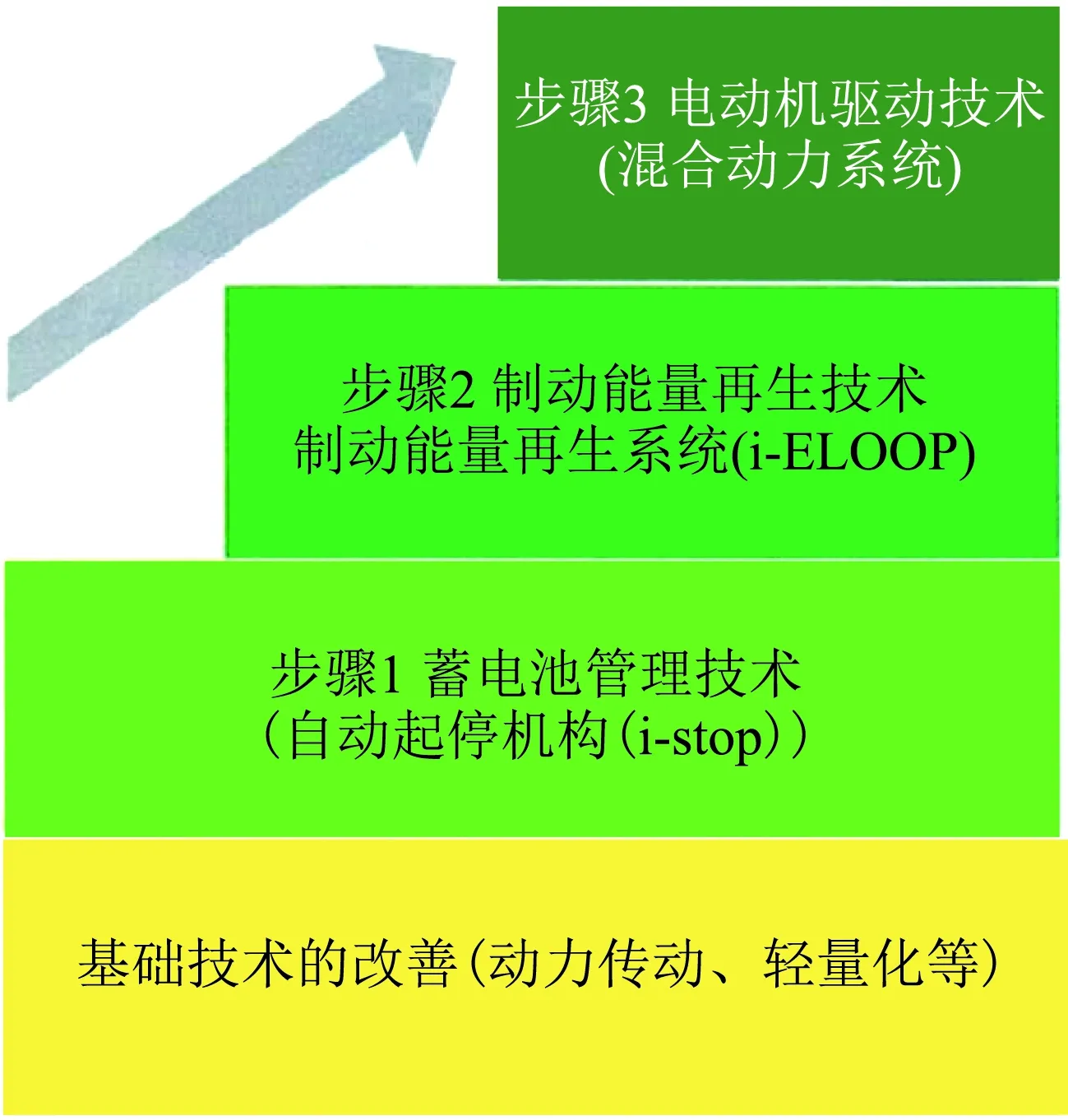
圖2 模塊化部件戰略
SKYACTIV技術是發動機及變速器等動力傳動裝置,以及車身底盤、車體革新的基礎技術的總稱。以汽車基本零部件的發動機與變速器的熱效率改善為首要目標,進行車輛輕量化,將空氣動力特性等基礎技術進行徹底改善,大幅度提高燃油經濟性。2011年,配裝了SKYACTIV-G汽油機的新型demio車型在日本國內上市后,在國際市場也擴大了SKYACTIV技術車型的銷售。
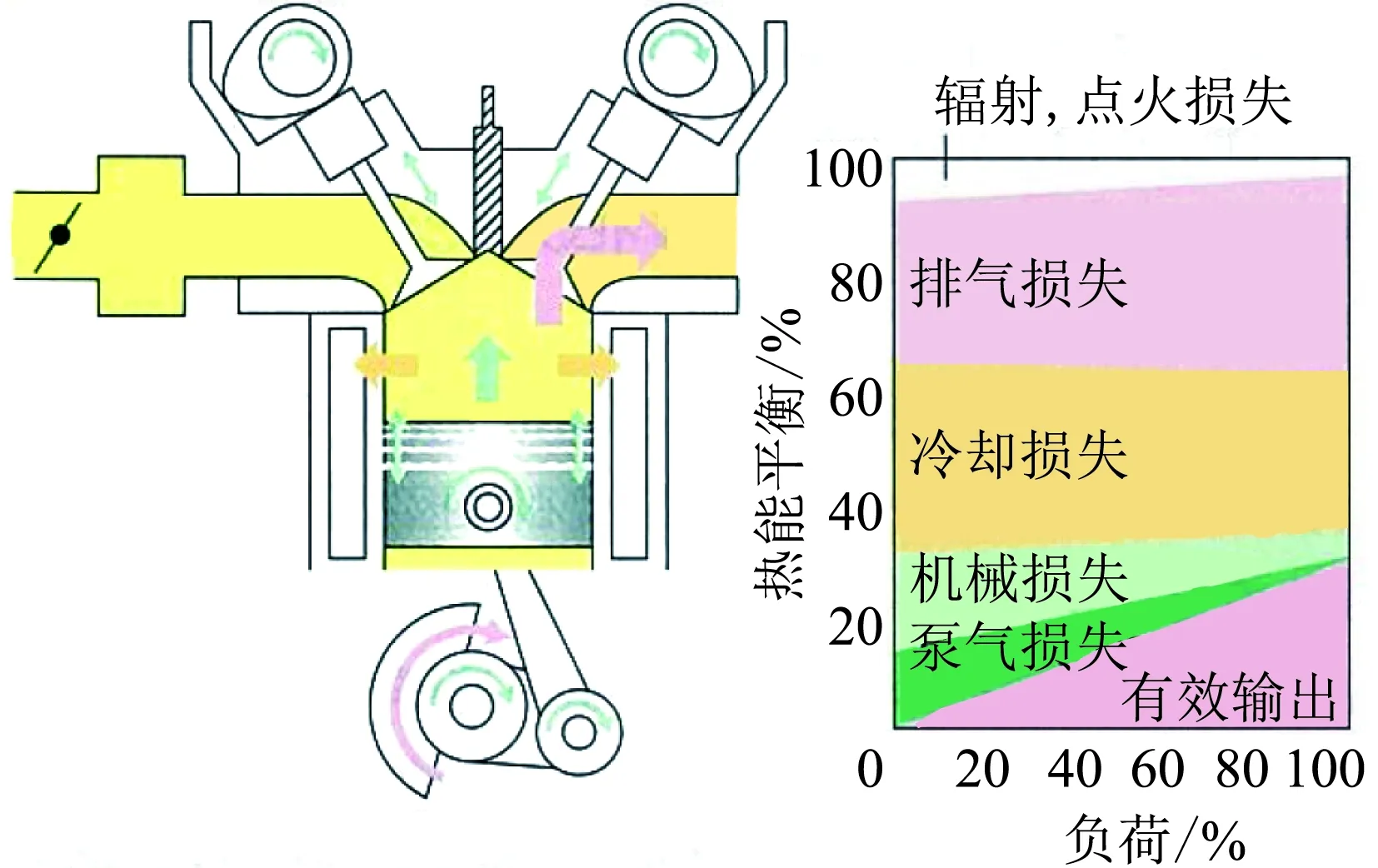
圖3 內燃機的熱效率
如圖3所示,內燃機通過燃燒產生的大部分熱能作為排氣損失、冷卻損失、泵氣損失、機械阻力損失而消耗掉了。作為驅動汽車行駛作功并能夠有效地運用的能量最大僅為30%左右。
內燃機的熱效率改善是降低上述4項損失并提高有效作功的比例,同時作為降低這些損失的可控因素,可以歸納為膨脹比(壓縮比)、比熱比、燃燒持續期、燃燒定時、氣缸壁面熱傳遞、泵氣損失、摩擦阻力共7項。SKYACTIV發動機的目標是使這些可控因素接近于理論值(發動機達到理想狀態),最終實現發動機的高熱效率。
下面將介紹這些可控因素中,作為降低摩擦阻力的關鍵技術,在SKYACTIV發動機開發中有效運用的摩擦學分析技術。
2 關于摩擦學分析技術
發動機上運動部件較多,各零部件的摩擦阻力所占的比例大致如圖4所示。力求降低各零件的摩擦阻力,兼顧與降低摩擦阻力協調的熱膠粘及磨損等摩擦學問題的處理。
用實體發動機進行這類現象的再現試驗需要許多工時,所以馬自達汽車公司在試驗臺預測技術領域傾注大量精力進行開發。而且,使用開發的摩擦學解析技術,進行各問題與機理的說明,以及假說的驗證、最佳化的應用、方向性的把握等。摩擦學分析技術能有效地運用于各種因素及復雜作用,進行對發動機運動部位最佳設計的技術規格(標準)的決定是較為困難的。另外,對機理的說明及精度驗證階段,需要許多的專門知識及高級計測技術。馬自達公司在承蒙大學[1-2]及零部件生產商等相關部門的協助下進行技術開發。以下將主要介紹摩擦學分析技術,以及在SKYACTIV發動機開發中應用摩擦學分析技術的實例。

圖4 各零件的機械阻力所占比例
2.1 活塞、活塞環滑動部件的最優化
活塞占發動機摩擦阻力的30%左右,由于對燃油耗的影響較大,降低其摩擦阻力也是極為重要的。活塞的滑動部有活塞裙部與活塞環(組),而其摩擦阻力的比例大約各占一半。
從活塞裙部與活塞環組的主要功能來看,裙部是用于控制活塞的姿勢,活塞環組具有密封功能。
首先,在決定活塞裙部的技術規格時,進行這種姿態控制與降低摩擦阻力的平衡是非常重要的。為了進行姿態控制,假如將滑動面形狀(輪廓)做成直線狀,則摩擦阻力會增加。相反,假如做成桶(筒)形,則摩擦阻力變小。二次動力加大,會出現敲缸之類的異常噪聲問題與熱膠粘等可靠性問題。
這樣一來,在許多有待協調的問題情況下降低摩擦阻力(目標函數),有效地分析技術是最佳化(自動化)的研究方法。
圖5是在設計變量中定義了活塞裙部的外形(輪廓)及銷孔偏置量;在目標函數中定義了降低摩擦阻力;在制約條件中定義了搖頭(擺動)角,磨損負荷值(分別為二次運動/熱膠粘的代用特性)等活塞動態最佳化的研究實例。
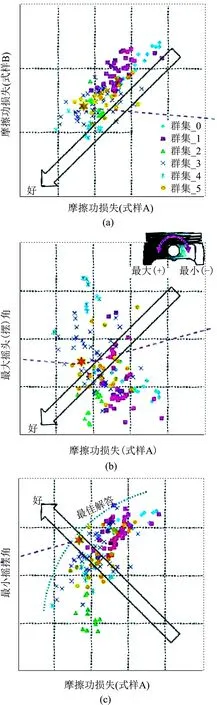
圖5 活塞動態最佳化研究
在這些分析中,得到對幾百個外形(輪廓)形狀計算的結果,從而能夠確認式樣A中摩擦阻力功與時針旋轉的搖頭角存在協調關系(圖5(b),圖5(c))。然后,只提取帕累托最佳解,進行多變量分析中的群分析,分解為6個群集,將各群集的特性作為特征。例如,群集2(標▲符號)反時針旋轉最大的搖頭角成功地被抑制,但可以說,順時針旋轉最小的搖頭角是其中效果最差的群集。在這次的最佳化研究中,從兩種式樣的摩擦阻力功及左右搖頭角被已成功抑制的群集5(標●符號)提出最佳解(標★符號),決定了活塞裙部的規格。
結果表明,通過緩和活塞裙部容易產生的強烈接觸,防止邊界潤滑狀態或固體接觸。在防止磨損與熱膠粘的同時,成功地降低了摩擦阻力(圖6)。
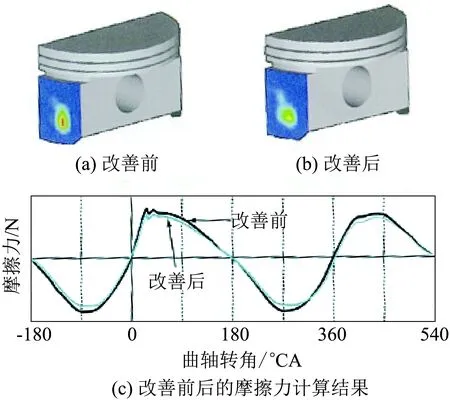
圖6 降低活塞摩擦阻力
其次,減輕活塞環的摩擦阻力的重要影響之一是活塞環的密封功能。尤其是潤滑油密封(刮油)功能不足,會關系到潤滑油浪費的問題。所以,活塞環與氣缸套之間的跟隨性是很重要的。在SKYACTIV-G及SKYACTIV-D發動機方面,采用容易抑制氣缸套上部變形的開放式頂板結構,利用氣缸套螺釘緊固,成功地抑制了氣缸套低次變形。關于氣缸套高次變形,實施機體的熱變形解析,力求預測并抑制實際運轉時的氣缸套變形。
圖7是以氣缸套變形結果為基礎,計算了活塞環在氣缸套中刮油后剩余油膜厚度的結果。由于抑制了氣缸套變形,即使采用低張力活塞環,也能成功抑制機油消耗。
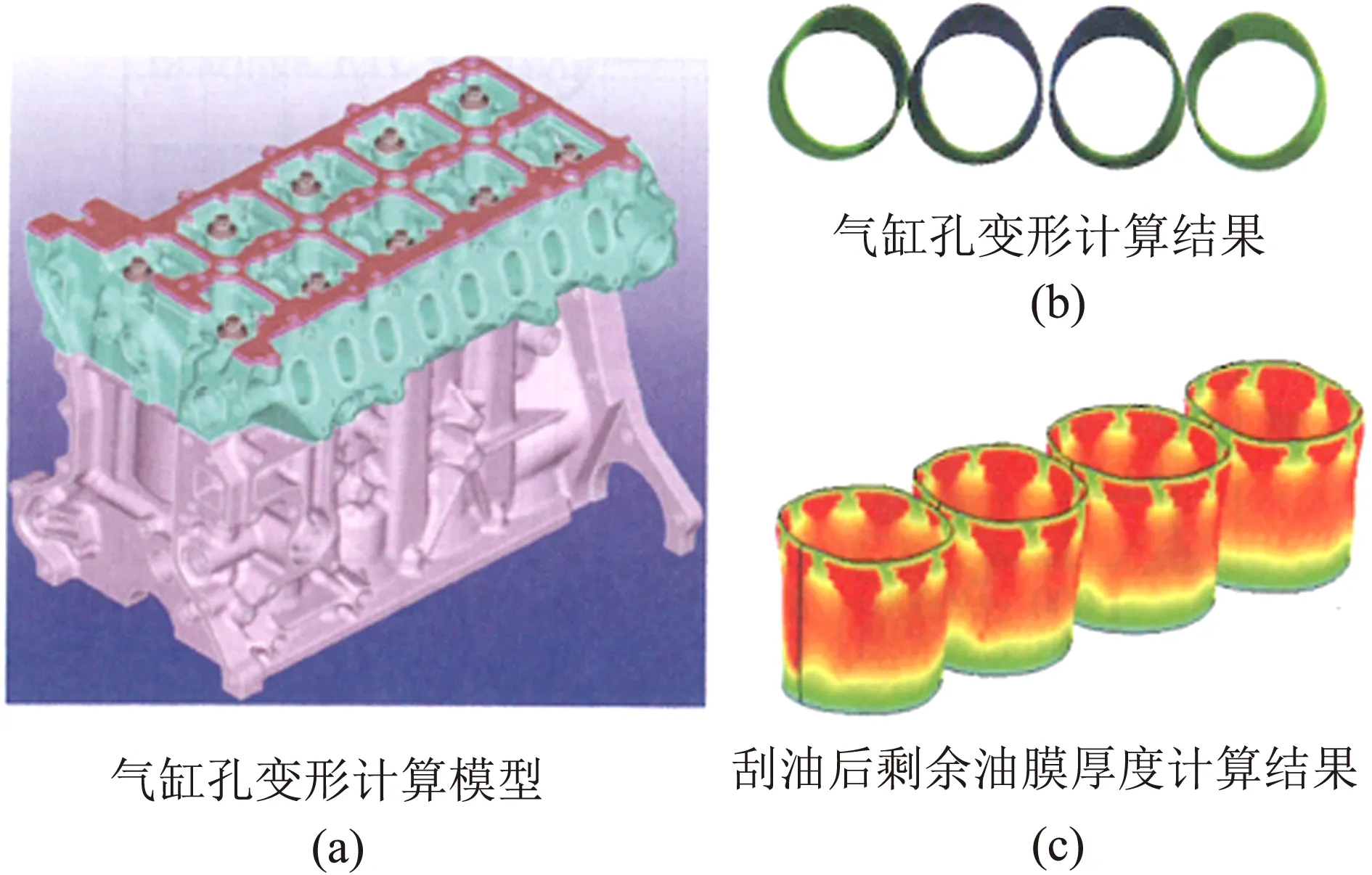
圖7 活塞環在缸套內刮油后剩余油膜厚度
2.2 降低曲軸軸承部的摩擦阻力及防止可靠性問題
發動機的軸承主要使用了滑動軸承,其代表性軸承是曲軸(軸頸)軸承。為降低曲軸軸承的阻力,通常可以考慮縮小軸頸及縮小軸承寬度等措施。不過,原本處在承受燃燒負荷、往復慣性負荷等較大變動負荷的苛刻環境下,因為受壓力面積減少,會出現軸承熱膠粘及磨損問題。對于SKYACTIV發動機來說,即便是曲軸軸承,也需要兼顧降低阻力及可靠性問題,提高解析精度,在各項評價中應用解析方法。
(1)改善摩擦阻力預測精度
為進行曲軸軸承部的摩擦、磨損、熱膠粘的預測,并實施彈性流體的潤滑解析(EHL),或者熱彈性流體潤滑解析(TEHL),摩擦阻力可用式(1)表示,但是,計算出固體按觸部分的摩擦阻力較為困難:

(1)
式中,pfric為摩擦阻力,Θ為潤滑油填充率,η為潤滑油黏度,U1為零件1的滑動速度,U2為零件2滑動速度,h為油膜厚度,p為油膜壓力,μ為摩擦因數,pasp為固體接觸壓力,A為滑動面積。
為預測固體接觸的影響,2個滑動表面的表面特性與摩擦因數的鑒定是比較重要的工作。因此,為正確地把握表面特性,運用三維激光顯微鏡,用精度計測表面,將其特性反映在計算中。此外,關于摩擦因數,不論什么條件,都使用庫侖摩擦因數的話,估計會加大摩擦阻力,所以,利用圖8的單軸試驗臺裝置,計測混合潤滑區域以下的摩擦扭矩,按照各種條件進行了鑒定。圖9表示試驗臺裝置中的解析結果與實測結果的比較。可以看到傳統的預測方法的結果與新預測方法的結果有較大的差異。由此求出的表面特性與摩擦因數作為接觸參數。假定了實體發動機時的主軸承部、連桿軸承部都進行最佳的曲軸軸承設計。另外,關于與降低阻力有相反關系的許多熱膠粘及磨損,也在改善分析精度,進行試驗臺研究。

圖8 單軸試驗臺裝置
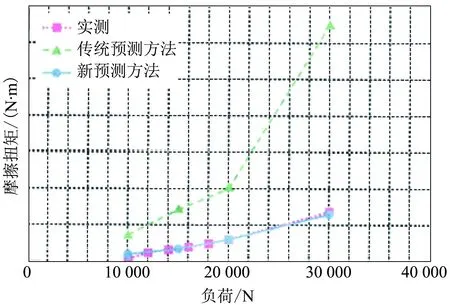
圖9 單軸試驗臺裝置中預測、實測差異驗證
(2)熱膠粘預測精度的改善
關于熱膠粘,將與熱膠粘現象有關的油膜溫度作為其評價特性。不僅要對軸承,而且對曲軸油路(油溝)建立模型,確認了通過進行油膜的計算,將預測值與實測值進行比較,主軸承、連桿大端軸承都可以用最大4 ℃左右的誤差進行預測。圖10表示連桿大端軸承部的油膜溫度預測與實測值差異的驗證結果。
(3)磨損預測精度改善
關于磨損,在SKYACTIV發動機上也在采用的自動起停技術i-Stop,以及在混合動力車輛(HEV)情形下,發動機起動、停止次數非常多。如果與通常的起動裝置起動相比較,HEV的起動停止次數約為前者的40倍,邊界潤滑區域的使用頻度增加,擔心磨損會發展下去。在起動、停止次數較多的情況下,磨損發展的預測是重要工作,有必要進行精心考慮。因此,由于磨損發展,致使滑動表面輪廓變化,表面壓力降低,用式(2)描述減緩磨損發展過程,并實施了預測。圖11表示預測與實測結果比較。
Wv=aWiSinh-1(cy)
(2)
式中,Wv為磨損量,a為系數,Wi為瞬時發生磨損量,cy為循環次數,可以說與傳統預測法相比,新預測法與實測結界較吻合(相關性好)。
通過在試驗臺上進行高精度預測上述摩擦阻力、熱膠粘、磨損和加速發動機開發進程。而且,不引起可靠性問題,實現阻力的降低。
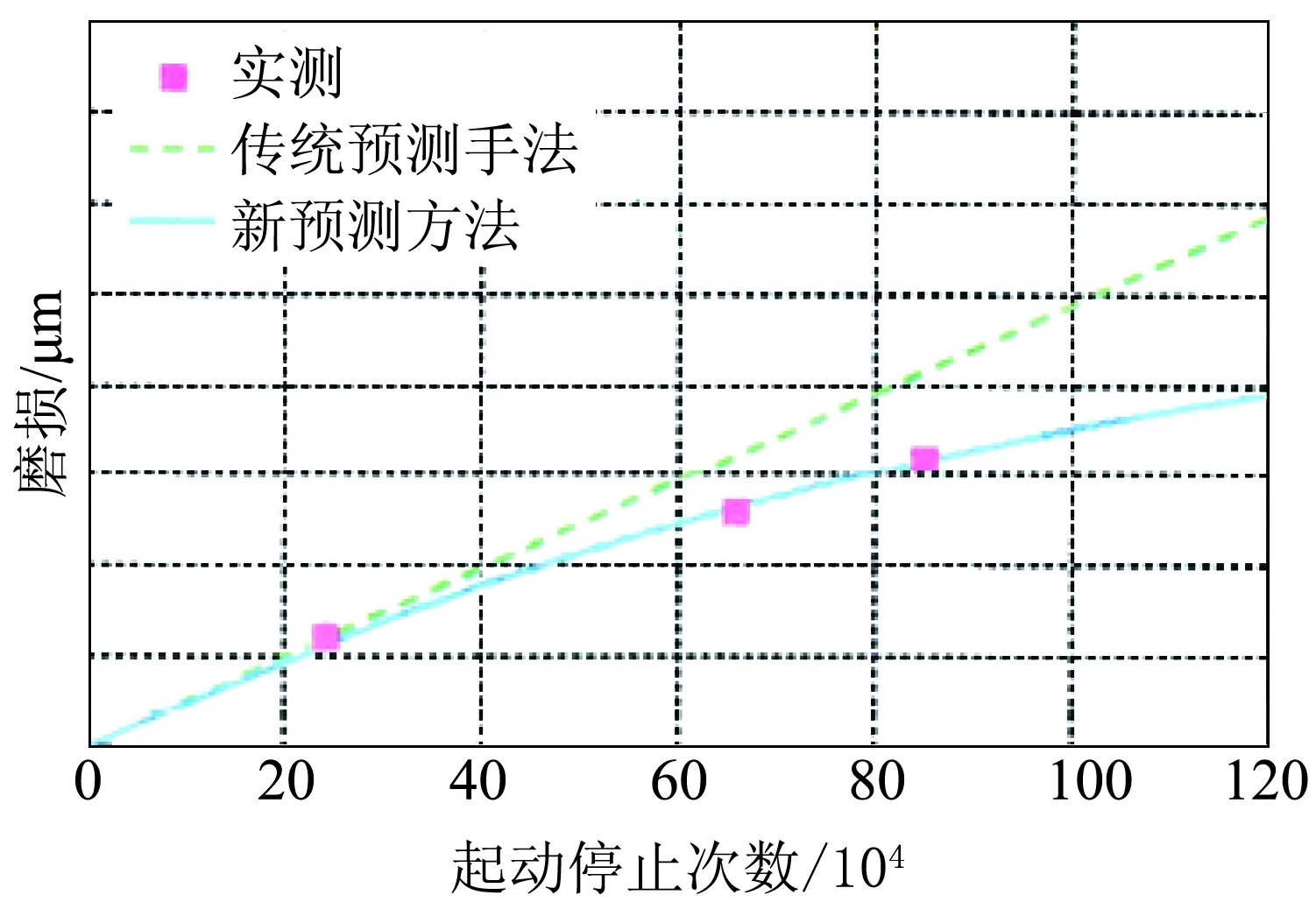
圖11 磨損的驗證
2.3 降低潤滑系統的阻力
在SKYACTIV-G汽油機、SKYACTIV-D柴油機方面,也進行了潤滑系統阻力的降低。首先,使各液壓裝置的要求液壓最少化,由于簡化油泵-各液壓裝置間的供油通道,降低了壓力損失。為實現供油通道最佳化,有必要滿足各液壓裝置的要求,應該研究發動機整體的流量分配及壓力損失。在這類研究中,研究人員有效運用了一維流動解析。
發動機各部分的工作油流量中軸頸與銷軸頸占總油流量的30%~50%,為了高精度地預測流壓和流量,有必要改善主軸頸和銷軸頸的流量預測精度。對于主軸頸,由于計算每一曲軸轉角的負荷,求出過渡的軸心軌跡,以此能夠高精度地預測流量。即便對于銷軸頸,同樣求出過渡的軸心軌跡,計算得出的結果并不能再現出高轉速的流量。這是因為越是高轉速,慣性力越大,由于連桿大端部變形,金屬間隙擴大的緣故。因此,利用與發動機轉速的2次方成比例的模型來描述,由于連桿大端部的變形導致的間隙,改善了預測精度(圖12)。利用這些模型,由于使發動機整機的潤滑油通道模型化,進行了供油通道的最佳化,并對供給油壓的特性進行了驗證。

圖12 銷軸頸流量預測精度
由于使供油通道得以最佳化,油泵上配裝了日本國內首創技術的液壓反饋與電子控制液壓切換機構。通過組合導閥即控制閥及混合閥,反饋主油溝(M/G)油壓,通過控制油泵的溢流量從而保持恒定的壓力,實現了泵驅動力的降低。而且,通過電磁閥的開/關,轉換面向混合閥的油路,能夠按低油壓與高油壓兩級控制油壓(圖13)。
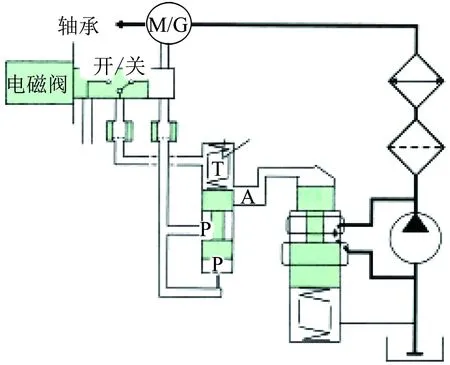
圖13 油泵系統
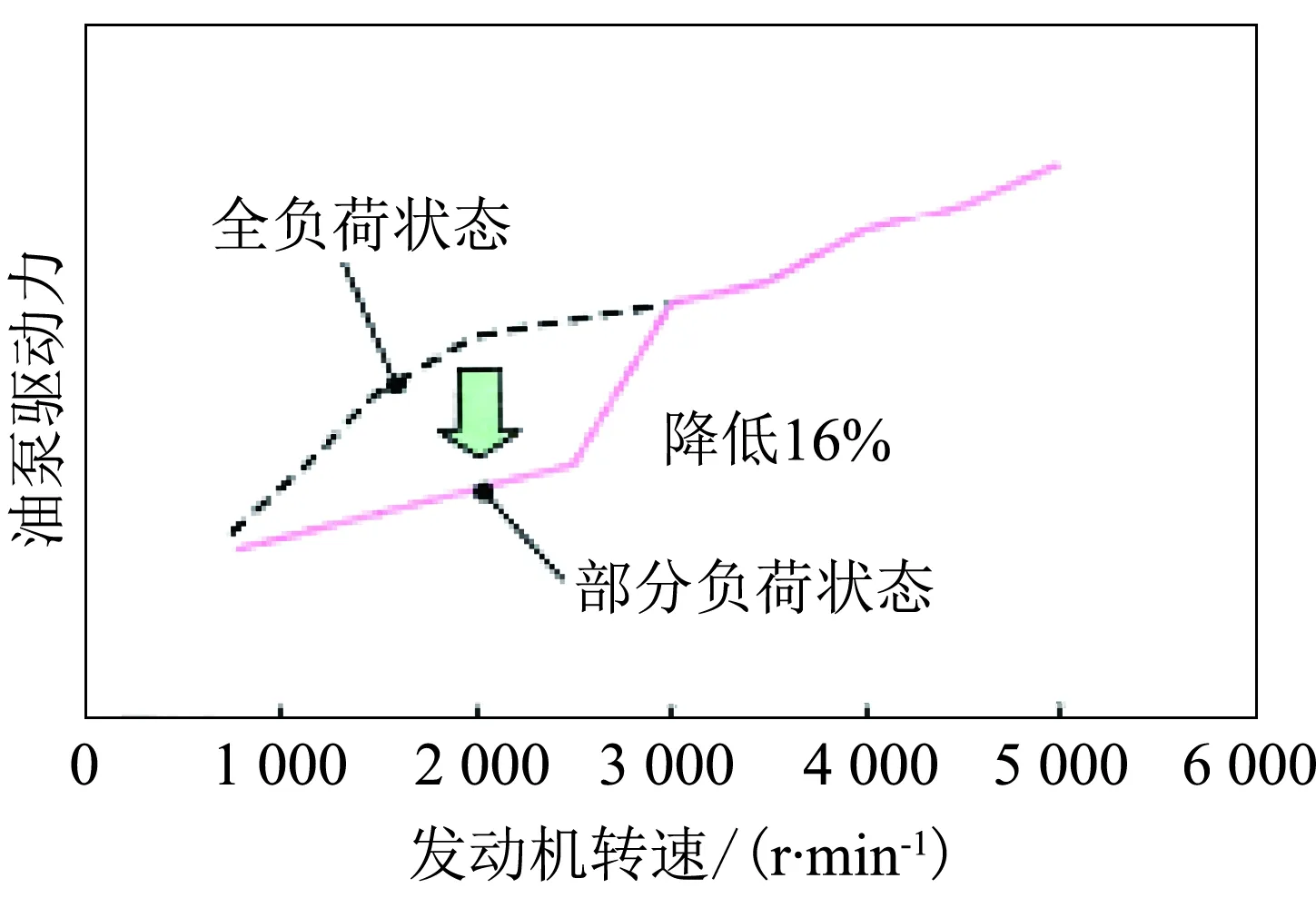
圖14 油泵驅動力的比較
利用電磁閥進行液壓控制是根據運轉條件(轉速、負荷和暖機狀態)進行的。在低轉速、中低負荷工況下,依照低油壓進行控制;在高轉速、高負荷工況下,為確保可靠性,依照高油壓進行控制。通過這類控制,能夠根據各運轉條件,供給最佳的油壓,在中低負荷工況下,相比于沒有油壓控制的情形,使泵的驅動力降低了16%(圖14)。至于SKYACTIV-G 1.3 L汽油機,由于引進了這類新技術,相比于以往的發動機,潤滑系統的機械阻力降低了57%。
2.4 小結
為了確定活塞裙部規格,確立了兼顧降低摩擦阻力與可靠性問題的最佳化方法。此外,由于從開發初期階段運用試驗臺預測技術,采用了活塞環密封功能優異的開放式頂板結構,能夠大幅度削減工時。
在曲軸軸承部混合潤滑區域以下,進行接觸參數的鑒定,同時改善了摩擦阻力的預測精度。關于熱膠粘和磨損,由于對各油路建立模型,應用磨損發展預測算公式,獲得了新預測方法與實測結果的相關性。
由于對主軸頸與銷軸頸的過渡動態及連桿大端部的變形建立模型,改善了流量預測精度,能夠進行發動機中供油通道的最佳化。
3 結語
正如上文介紹的新技術那樣,由于應用了各種各樣的摩擦學解析技術,降低了SKYACTIV-G汽油機、SKYACTIV-D柴油機的摩擦損失,改善了燃油經濟性。今后,仍要以最終實現高效率發動機為目標,進一步降低機械阻力,有效運用摩擦學解析技術。
參 考 文 獻
[1] 大澤,ほか.ビストンスカ一ト部の潤滑油膜舉動の可視化と膜厚測定[C].自動車技術會計測·診斷部門委員會企畫シンボジウム[多樣なニ一ブに對応すゐ計測·診斷技術]講演論文集,2011.
[2] 中川,ほか.ビストンスカ一ト部におけゐ潤滑油膜厚さの定量測定精度向上とクロスハツチ加工の有無が油膜に及ほす影響[C].日本機械學會中四國支部第50期講演會前刷集,2012.
[3] 宮內. 境界潤滑を考慮した主軸受け彈性流體潤滑計算手法の研究[C].自動車技術會論文集,2007.
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
