礦用液壓支架千斤頂泄漏原因與排除對策分析
2018-07-06 07:09:14李鵬
機械管理開發 2018年6期
李 鵬
(汾西礦業兩渡煤業, 山西 靈石 031302)
引言
千斤頂立柱是組成礦用液壓支架的關鍵部分,同時也是作業人員利用液壓支架進行支護、推移等操作并維護礦道結構穩固安全的關鍵執行元件。液壓支架千斤頂工作狀態和質量水平將會影響液壓支架的整體使用狀況。現階段,國內常用的液壓支架千斤頂受各類因素影響,存在千斤頂立柱泄漏問題,影響液壓支架的正常使用,甚至可能引起安全隱患。
1 液壓支架千斤頂泄漏的類型
通常情況下液壓支架千斤頂泄漏分為內、外兩種,內泄漏主要是內部乳化液從千斤頂高壓密封腔泄漏至低壓密封腔,導致高壓腔內壓力異常,難以滿足或維持正常工作的壓力狀態。一旦出現內泄漏問題,高壓腔內壓力大幅降低,導致立柱動作失靈,難以發揮支撐作用,液壓支架也就無法達到應用的支護效果。僅僅從外部觀察難以發現輕微的內泄漏,這種情況需要開展液壓試驗進行檢測。外泄漏通常是千斤頂立柱缸筒、活塞桿和導向套連接部位、各類焊縫以及液壓管道接口等區域發生液體泄漏、掛汗或者噴液的問題。外泄漏是比較明顯的一種故障現象,檢修人員很容易探明泄漏部位[1]。
2 液壓支架千斤頂泄漏原因
密封圈是支持液壓支護動作順利完成的一個重要零部件,密封圈質量將會對液壓千斤頂整體質量和工作狀態產生直接的決定性影響。在支護過程中,液壓千斤頂密封泄漏現象時有發生,其中以密封圈因素引起的泄漏較為常見。
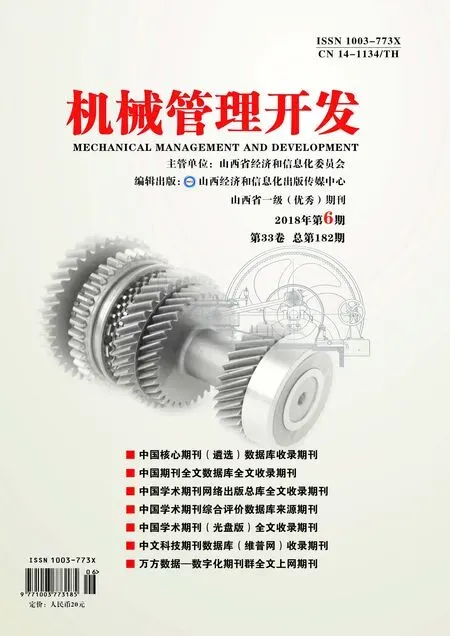
1)密封圈設計不合理。第一,活塞桿密封結構設計不合理。考慮到液壓支架千斤頂承受沖擊力較大,工作環境比較惡劣,活塞桿必須保持完整、強大的密封性,防止瞬時高壓沖擊下導致液壓千斤頂噴液。但是就目前來看,國內外各類千斤頂桿封采用的密封配置大同小異,一般都是以一道唇形密封作為主密封。所以,必須合理設計桿封結構,確保其達到可靠、滿意的密封性能。結合諸多裝機實踐經驗發現,蕾型圈結構(Y+O)可以有效保證桿封密封效果(圖1),避免高壓沖擊導致液壓千斤頂噴液的問題,與存在密封隱患的常規Y+O結構(圖2)相比有了很大提升。第二,活塞密封設計不合理。液壓千斤頂結構中,活塞密封必須具備高壓以及超高壓密封效果,滿足零泄漏密封狀態;維持不超過0.3 m/s的緩慢運動速度進行往復運動;以5%乳化液為介質,部分特殊情況可用水替代,所以要保證密封圈具備良好的水和乳化液耐受性。此外還應具備較強的耐沖擊壓力性能,以免壓力驟增下出現泄漏。對比分析圖3與圖4兩種密封結構,圖3是以往國內常用的液壓支架密封結構,隨著密封技術的快速發展,現階段改用高性能聚氨酯材料車削制備的整體式結構(圖4)。與前者相比,圖4鼓型圈具有良好的密封效果和穩定的性能[2-3]。
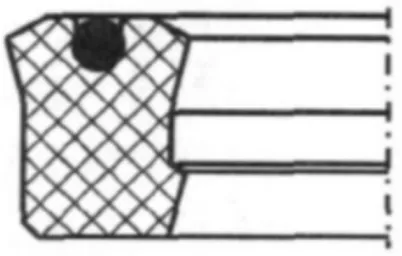
圖1 帶副唇的Y+O型密封圈
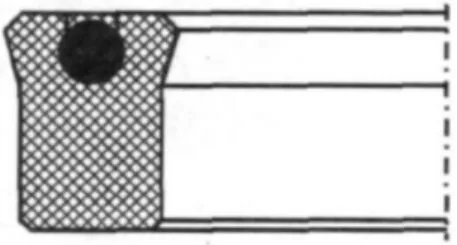
圖2 常規Y+O型密封圈
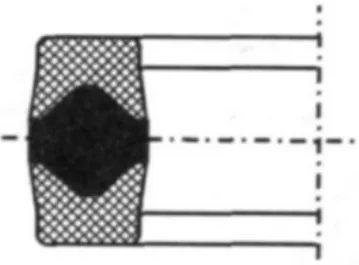
圖3 橡膠夾布鼓型圈
圖4 整體性鼓型圈
2)密封圈磨損。液壓支架千斤頂密封圈磨損主要包括導向磨損和密封圈磨損兩個方面,目前拍套使用的擋圈以及導向環多為聚甲醛,受高載荷以及高壓影響會產生嚴重擠壓,繼而摩擦生熱導致塑性蠕變以及塑性流動效應,導致性狀與尺寸異常變化,結構承壓性能與導向效果降低,可引起主密封失效。此外,密封圈在使用周期過后可出現導向、密封面以及擋圈自然磨損的現象,造成溝痕、碎裂或者剝落現象,引起密封失效[4]。
3 液壓支架千斤頂泄漏的排除對策
1)內泄漏的排除對策。內泄漏通常以千斤頂支護性能減退、保壓能力降低、支護動作緩慢不靈敏甚至難以完成支護操作。結合現階段液壓支架立柱設計采用的密封結構分析而言,立柱千斤頂多采用焊接連接的辦法處理活塞部位。換而言之,使用過程中液壓支架立柱發生內泄漏的部位主要集中在活塞密封處;其他液壓千斤頂如抬底、護幫等等,其結構設計中活塞桿和活塞之間多采用雙檔+O型圈式結構的千斤頂,一旦發生內泄漏,可考慮更換密封圈,全套活塞密封、O型圈以及導向環的更換均包括在內。對于更換新密封圈依然存在的內泄漏問題,建議檢修人員采用測繪和檢測的方法評估密封圈安裝溝槽,主要檢測活塞密封圈以及O型圈的溝槽深度,測量千斤頂缸筒直徑。通常情況下,O型圈溝槽不太可能出現尺寸方面的變化;經過一定的使用周期后,缸筒受各種原因影響產生毛刺和劃痕,導致表面光滑度降低,建議重新鏜孔或珩磨,確保缸筒表面精度符合要求。倘若未加大缸筒直徑,僅僅進行珩磨,一般通過更換密封圈即可處理密封泄漏現象。對于缸筒直徑出現變化的情況,譬如直徑較原來提升0.5 mm,建議結合直徑變化情況相應調整活塞密封尺寸,以有效應對活塞密封出現的泄漏問題[5]。
2)外泄漏的排除對策。外泄漏的處理較內泄漏略為復雜,泄漏部位主要包括導向法蘭密封、活塞桿封以及缸筒焊接部位。第一,靜密封泄漏的處理。首先對法蘭靜密封部位的溝槽尺寸進行檢測,確認尺寸是否有誤,排除尺寸因素的情況下對靜密封斷面尺寸進行檢測。對于O型圈+擋圈的結構設計,可測驗O型圈用材硬度。此外也要注意O型圈斷面尺寸,因為斷面尺寸偏小也有較大幾率引起泄漏。對于Y型圈和蕾型圈,靜密封需檢測密封圈唇口斷面尺寸,如果唇口過盈量不足,同樣會導致密封泄漏。對于此類現象,明確故障原因,更換相應的密封圈即可恢復正常。第二,活塞桿密封圈。新液壓千斤頂出現泄漏的情況,應測繪密封圈溝槽尺寸,確認其是否與圖紙設計指標相符。如果溝槽尺寸符合設計要求,可更換新密封圈,然后再次檢測。倘若更換密封圈后泄漏問題依然存在,則應考慮重新設計密封圈,譬如調整密封圈過盈量,重新選擇密封材料等等。此外,缸筒焊縫部位泄漏,采用針對性焊接處理即可[6]。
4 結語
隨著現代科技的快速進步、礦業生產不斷發展,液壓支架千斤頂應用規模隨之擴大。礦產企業一線作業人員應對液壓支架千斤頂結構和工作原理深入了解,掌握內外泄漏的影響原因,及時采取針對性對策予以排除,有效解決泄漏故障。
[1]劉海潮,徐鳴鶴,雷志云,等.礦用液壓支架千斤頂活塞組合中密封環的研制[J].潤滑與密封,2011,36(5):119-121.
[2]葛令建,牛慶俊,李成明,等.礦用液壓支架千斤頂密封安裝專用工具及檢修工作平臺設計與應用[J].內燃機與配件,2016(9):42-43.
[3]劉光新,孫磊厚,顏鵬,等.超高壓大流量液壓支架用液壓件試驗檢測系統設計[J].機床與液壓,2016,44(14):115-118;132.
[4]王振,秦香軍,吳昊,等.淺析煤礦用升降座液壓支架結構設計及其研究[J].消費電子,2013(16):163.
[5]王曉東.液壓支架檢測技術及設備現狀與發展方向[J].煤礦開采,2016,21(6):1-5.
[6]趙彥梅,劉明磊,王世風,等.礦用液壓支架立柱缸筒結構分析及改進措施[J].金屬加工(冷加工),2013(13):75.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20