大理石釉瓷磚生產質量問題分析及解決方案
2018-07-11 09:21:42陳迪晴羅繼柱朱功輝周榮柏鐘衛升
佛山陶瓷 2018年4期
陳迪晴,羅繼柱,朱功輝,周榮柏,鐘衛升,熊 敏
(1.佛山市玉磯材料科技有限公司,佛山528000; 2.廣東英超陶瓷有限公司,清遠 511500; 3.清遠市歐雅陶瓷有限公司,清遠 511500)
關健詞:大理石;全拋釉;生產工藝;質量問題
1 前言
國內最早生產全拋釉磚的是簡一陶瓷,剛開始生產的全拋釉都是通網印的,連花釉都是絲網印的,絲網印拋釉透明度好,硬度好控制,這種工藝比較經典,模仿取代天然大理石,紋理自然分明,顏色深沉突出,有很好的大理石紋理效果。用通網印全拋釉生產大理石效果的瓷磚產品可取代天然大理石,可以占領一部分天然大理石的市場,還可以增加強度和降低成本,降低開采天然大理石對大自然的影響,是一種節能環保的瓷磚品類。本文主要介紹仿大理石瓷磚生產過程中存在的問題及解決方案。
2 大理石釉瓷磚生產問題及分析
大理石釉瓷磚從設計上就是仿大理石圖案,采用絲網印刷。而普通全拋釉瓷磚則采用淋拋釉,圖案也比較隨意,一般采用噴墨,顏色一般比較淺。同樣的全拋釉,兩種不同的生產工藝,區別主要在于釉線印刷,而且不同的工藝生產,產生的缺陷不同。某廠1兩種工藝缺陷對比如表1所示。
從表1可以看出噴墨產品在國內幾年的發展已經很成熟了,生產時的缺陷比較少。而大理石產品由于是絲網印刷,產生的缺陷都是絲網印刷通常出現的問題。裂磚、雜質、崩邊角、變形、釉孔在相關論文內都有分析論述。而粘網、擦網、缺花、走位、白點等是絲網印刷自身工藝產生的問題,只能控制,無法根除。大理石拋釉瓷磚生產過程存在的問題在下面一一進行分析。
2.1 粘網
絲網印刷原理就是通過刮刀把印花釉刮到磚面上去形成圖案。由于要與磚表面接觸都會存在脫網、粘網的情況。某廠2對大理石釉燒后的要求很高,要很凸,釉層厚,立體感強。所以大理石花釉比重調得很高。花釉的比重太高,重力大,粘度高,不易脫網。增長花釉與網版、面釉接觸時間。風一吹,很容易干,印幾片磚就會有固體釉料粘在網版上,后面一直印,這個地方就會粘起磚面的釉,形成缺陷。如圖1所示,中間那線條邊的白線。

圖1 大理石拋釉印刷粘網(未燒)
出現這種情況原因有很多種。這是某廠2生產出現的問題,其要求大理石釉凸感很強,釉的比重調得很高,釉漿里干料比例大,又是大面積印刷,很難脫網,印刷不爽,粘網厲害,特別是線條,有一邊很容易粘起來,燒出來線條變得很寬。比圖2的線條還要寬。這個問題不好調,還是老辦法,找出與粘網相關聯的部分進行分析調整。
(1)面釉的問題。其主要是看有沒有起粉,作者曾在越南旭佳陶瓷遇到這樣的問題,面釉粘性不夠,釉漿存放時間過長,甲基失效,用直線淋釉器,釉漿比重只有1.7左右,淋面釉后到印花的地方,粘網非常嚴重,怎么處理也解決不了,后來在面釉里補了甲基水才能解決。
(2)墨水的問題。墨水是油性,跟水接觸,極性不同,不易相溶,會相互排斥。在印大理石釉之前,噴墨水的磚面要干爽。
(3)大理石拋釉的問題。
① 細度的影響。大理石拋釉細度為0.5~1 g(325目篩,1比重杯),這個不難做到,細度太大,結合性不好,粘網。
②顆粒分布的影響。最初生產是用熔塊顆粒的,鉀長石也是80目粗粉。其它原料都比較細,都是200目、325目的細粉。這樣投球研磨,熔塊顆粒起小球石的作用,自己被磨細,同時也對其它原料進行二次研磨。當釉漿細度達到要求時,其實熔塊等粗料細度是沒達到的,熔塊的細度可能有3 g(325目篩,1比重杯),而其它料已經細到325目全通過了。熔塊占配方20%,細度0.6 g(325目篩,1比重杯)。熔塊太粗,瘠性料沒什么粘性,起沙,容易粘網。后把902熔塊先磨細,再投球磨使用。
③比重的影響。大理石釉最初的比重1.77,后降到1.75。比重越高,釉粉占比越多,印膏越少,印刷不爽,容易粘網。
④粘度的影響。甲基、三聚的比例確定了,還有高嶺土對釉的粘度有影響。印大理石釉效果網時,線條總是有點粘網。剛開始以為粘度不夠,還加了高嶺土,比例從5%到7%,粘網還嚴重了。去掉高嶺土,有所改善,但釉漿會沉淀,又把高嶺土加到1%。
⑤加防粘網劑的影響。花釉比重這么高,必須加防粘網劑,增加花釉的油性和潤滑性,比例1%,后增加到1.5%。
⑥大理石拋釉加工工藝的影響。大理石拋釉磨好釉漿過篩除鐵,按表5比例,稱取釉漿倒入攪拌缸內,再加印膏攪拌均勻,最后加入防粘網劑,攪勻過篩備用。
⑦大理石拋釉配方的調整。大理石拋釉粘網最難解決的是效果網線條處會粘起來,導致線條變得很寬,拋后效果很差。如何從釉料配方上進行調整,改善這種問題呢?如圖2和圖3所示。圖2所示的大理石拋釉的效果給人感覺像人一樣比較瘦,印刷后與燒結后的效果無變化。比較啞,比較高溫。如果中間線條如圖1所示一樣粘了一條起來,那么線條更寬,拋后效果不佳。圖3所示調低溫后,釉面光澤也上來了,釉料表面感很飽滿,甚至把線條擠得變小變窄了,像這種效果就算線條的地方粘了一點也問題不大。具體配方調整如表2所示調熔不平的方向一致。
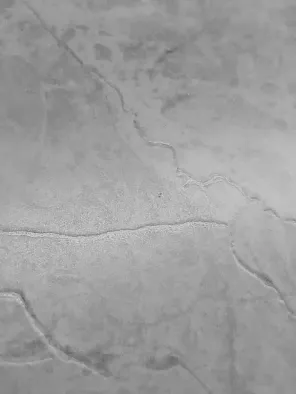
圖2 大理石釉燒后釉有比較硬立感
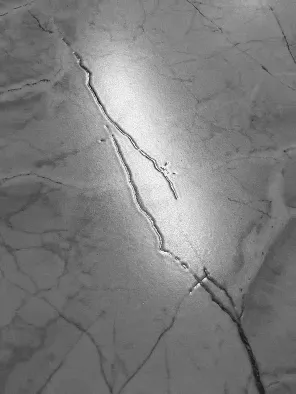
圖3 大理石釉燒后線條處有凸潤飽滿感
(4)網版的問題。網版主要張力要夠,網版公司都會測張力。只要張力夠,網版有足夠彈力,更容易脫網。
(5)印花機的操作問題。主要有三個方面,一個是印刷速度,二是刮刀角度的調整,三是多擦網。印花越慢,不易粘網。和網版張力一樣,這些是外部直觀影響原因,在此不多贅述。
2.2 熔不平

圖4 大理石拋釉熔不平
一般大理石有效果網,最后一道效果網跟印凸釉一樣,只是面積更大。大面積印厚版,網版的四邊透釉會更多,很可能印的過厚,拋光的時候拋不平產生漏拋。不過很多生產印刷大理石瓷磚的廠家,并不要求凸感很強,有些更是要求凹陷的地方不要太深。大理石花釉比重不高,印刷的凸感并不強,燒后的凸感也不強。而有些廠家為形成差異化,要求立體感比較好,要很凸。大理石花釉比重很高,不但印刷性能較差,很容易粘網;而且網版邊部會印得比較厚,印在磚上一邊很凸,如果燒的時候熔不平的話,很難拋得平,形成漏拋缺陷。如圖4所示。那我們如何來解決這個問題呢?
大理石拋釉又要印得凸,又要熔得平。我們從幾個方面來解決這個問題:
(1)調印花機。降低花網側邊高度,減少透釉量。不過這種方案對800規格的大磚來說效果會小一些,不能根本解決問題。
(2)降低大理石拋釉比重。對于要求凸感不強的廠家是有效果的,如果要求凸感很強的話效果不明顯。
(3)釉料配方的調整。凸釉太凸,一般都是高溫粘度太大,印的大理石釉也是這個原因。那我們就從降低釉料高溫粘度著手。如表2所示調整方案。降低石英、煅燒氧化鋁以及煅燒高嶺土含量,提高熔塊、鈉長石、燒滑石和硅灰石含量。
(4)窯爐燒成的調整。我們可以適當提高窯爐燒成溫度,讓釉面受熱更多,熔得更平一些。不過提高燒成溫度,會使釉面變光,發色也會變化,調整幅度不宜過大。

表2 大理石釉熔不平、針孔、觸變配方調整表
2.3 針孔
產生針孔問題最根本的原因是:釉料始熔點過低。針孔問題在拋釉里是一個比較常見的問題。一般針孔不大,拋光可拋掉,可以不用調;如果太大,則不行。如圖5所示。

圖5 大理石釉針孔
既然針孔產生的根本原因是始熔點太低,那么我們就提高大理石釉的始熔點。提高始熔點的方法有很多:
(1)釉漿細度的調整。把釉漿細度放粗一點,增加排氣和釉料溫度。
(2)釉料配方的調整。釉料調配方提高始熔點有兩個方案:① 減少成分的種類,比如有硅、鋁、鉀、鈉、鈣五種成分,如果在硅、鋁不變的情況下少一種成分,會比之前五種成分始熔點和燒成溫度都會高一些。②減少低溫成分(原料),增加高溫成分(原料)比例。具體如表2所示的大理石的針孔調整。減了鈉長石、白云石,增加了煅燒氧化鋁和煅燒高嶺土。針孔問題明顯好轉。
(3)窯爐燒成的調整。降低窯爐燒成溫度,適當拉慢高溫區燒成速度,保證有充分的排氣時間。
2.4 對色

圖6 大理石發紫紅色的灰色樣板
大理石瓷磚產品一般用在公共場所比較多,而這兩年市場上流行灰色,各種各樣的灰色。而灰色作為一個復合色本身也是極不穩定的,而一些帶紫紅的樣板更難調。如圖6就有一塊大理石的樣板,以前生產過,過一段時間重新試板就相差很遠,偏黃偏綠。而噴墨已經把紅色調到最大,已經調到極限沒得調了。那如何解決?
我們可以從釉料上面進行調整,每種原料每種氧化物對發色的影響都是有所不同的。增多對紅色發色好的原料用量,減少發黃色好的原料。具體配方如表3所示。大理石釉調紅配方調整與標準對比。

圖7 表3配方對應刮燒的色板
由表3和圖7所示,對比配方1、2、4號和標準S號可以看出,三個調整的配方比標準S號配方,降低了硅灰石、902熔塊和鈉長石。一般拋釉用的熔塊為提高拋釉的透明度含鈣量都比較大,這樣看來,含鈣高的原料對發黃色好,對發紅色不好。另外鈉含量太高也對發紅色不好。與之相反,提高了燒滑石、碳酸鋇、氧化鋅、石英、煅燒高嶺土的用量,可以看出含鎂含鋇含鋅等原料有助于發紅色。提高鉀長石取代鈉長石也有助于發紅色,提高煅燒高嶺土的比例拉高釉料的溫度也會紅一點。
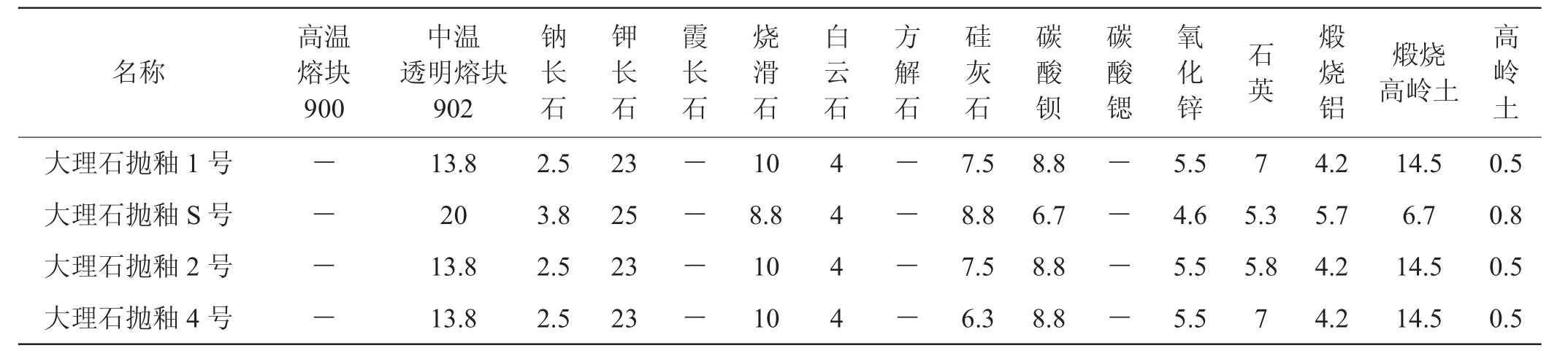
表3 大理石釉調紅配方調整表
生產除了上線前要對板對顏色,生產過程中也可能由于各種原因使磚面的顏色發生變化,比如提高了燒成溫度,拉慢燒成速度,坯體溫度發生了變化等等。生產過程中顏色發生變化,產生色號,那么我們第一時間調噴墨機,另外就是可以調整釉料。經過分析對比,可以作為生產調整方向指導。
2.5 滴水
滴水這種缺陷筆者也是第一次見,而現在確實存在,某廠當時出現這種問題總是說是粘網引起的,當時大家沒積極尋找原因,一味推卸責任,導致產品大量降級。后來才發現印大理石釉最后效果網時,旁邊的空調對著吹,冷風一吹過來,網板和磚面之間的熱水汽就會變成水珠。粘在網板下面的水珠不及時擦掉,印花時就會把水珠印到磚面上,刮刀刮過之后產生拖網,燒后拋光就形成如圖8所示的水斑。這個問題只要找到原因就能解決,有的時候生產問題就是人為失誤或管理不善所造成的。

圖8 大理石磚拋后滴水缺陷
2.6 銅綠
一般導致“銅綠”的原因是可著色物質的帶入,使釉面出現綠色小點。如圖9所示。

圖9 銅綠缺陷沒拋和拋后對比
陶瓷行業導致銅綠的主要物質是:鐵、銅以及鈷等。具體可分為幾種情況:一種中間呈黑色,被綠色包裹著的小圓點,由于鐵質太多,而燒成氧化強度不夠而產生;第二種則是銅質引起,所有石化產品(燃料)都會含硫化銅,燒出來呈綠色小點狀;第三種像云母片這種雜質,其主要含鐵,但還會含有部份其它雜質,如銅、鈷等,云母片產生的“銅綠”呈片狀;另外可能部份色料也會產生綠色小點。產生“銅綠”的地方有:原料雜質、釉料雜質、燒成雜質等。
(1)坯料雜質的影響
①漿料中鐵、銅質
漿料含雜質的種類主要是:CuO、FeO2、Fe2O3、Fe3O4、單質鐵以及云母片。漿料經球磨、噴粉后,一般其中的銅質不會產生“銅綠”現象。主要是因為漿料中含銅的量微乎其微,球磨到一定的細度,噴粉后包裹到粉料的顆粒之中,不太可能導致“銅綠”的出現。我個人認為影響最大的是單質鐵和云母片,因此要加強除鐵和過篩。
②粉料中鐵、銅質
現大多數陶瓷廠家噴霧塔都用水煤漿爐作為供熱設備,而煤中一般含鐵、銅量較高。水煤漿燃燒后,會產生煤灰,由于塔內抽力的影響會混入粉料中。瓷磚產生“銅綠”現象60~80%是因為粉料中帶入過多煤灰的緣故;因此要注意控制噴霧塔內負壓,減少熱空氣中煤灰的量和大小。噴粉后注意輸送過程中鐵質和煤渣的帶入。
(2)釉料雜質的影響
首先應在球釉車間做好除鐵工作,并過100~140目篩。送到釉線使用時,在釉桶內放幾根磁棒,半小時清洗一次。
(3)燒成雜質的影響
①燃料的影響
雖然近兩年新建的陶瓷廠窯爐改燒水煤氣;但這些新廠所占比例還是相當小的,大多數廠家還是使用工業油和重油。煤氣經過過濾,一般雜質較少;而工業油和重油含銅質量較多。大多數廠家由于沒有設備,煤、燃油等進廠只測熱值并不檢測CuS的含量。
②燒成氣氛的影響
鐵在還原氣氛下是綠色;因此要控制窯爐燒成前段,保證還原氣氛不能太強。
2.7 觸變
釉漿觸變產生的原因主要有三方面:一是細度太細;二是高嶺土等原料本身觸變大或有些原料含泥偏高;三是釉漿某些原料酸堿度有問題。釉漿觸變太大,對淋釉影響很大,淋釉時會有汽泡,嚴重的淋不了釉,形成不了一個均勻的釉幕。甚至有時候不好出球放漿。如圖10所示。

圖10 大理釉漿觸變
解決方案:(1)控制好釉漿細度。控制好有配釉的原料細度在150~200目,各種原料細度不能相差太大,有些廠家用的煅燒高嶺土是325目全通的,鉀鈉長石又比較粗,特別是熔塊還是顆粒的。為了把熔塊顆粒磨細,導致其它大部分原料細度嚴重超細,等達到細度標準,釉漿觸變特別嚴重。自配大理石拋釉球磨時這種問題就突出。(2)對水洗高嶺土進行測試,使用粘度小觸度小的。并減少用量。(3)把所有原料一一代入配方中檢測流動性,流速太慢不合格的進行更換原料,最好使用水磨烘干原料。(4)配方調整,在檢測時發現白云石對釉漿觸變影響很大,重新選了一個白云石,并把白云石比例降低,最終確定控制在4%以下。如表3所示。(5)如果還是解決不了,放一點液體解膠劑。
2.8 防污
一般大理石拋釉不容易產生防污通不過的問題,其原因:第一,其是用絲網印刷到磚面上的,施釉量相對較少;第二,大理石拋釉一般會加入15~20%的專用熔塊,其燒成范圍寬,熔塊比例多,釉料致密度好,不易產生吸污。如下圖11所示,為某全拋釉產品吸污情況。在此不再贅述。

圖11 全拋釉測防污
3 結語
仿大理石瓷磚產品生產工藝和生產問題每個生產廠家都會有所不同。本文介紹了市場上生產大理石瓷磚兩種常見工藝,并進行了對比。另外分析了生產中出現的問題及解決方案。還有很多不完善,僅做拋磚引玉的作用,不正確的地方還望指正。