壓力輸水管道工程施工要點(diǎn)與建議
2018-07-11 06:16:34周軍國(guó)曹付江朱游芹
山東水利 2018年6期
關(guān)鍵詞:檢測(cè)
周軍國(guó),曹付江,朱游芹
(1.山東省水利科學(xué)研究院,山東 濟(jì)南 250014;2.五蓮縣水利局,山東 五蓮 276800)
常用的壓力輸水管材有:球墨鑄鐵管、螺旋鋼管、PCCP管(預(yù)應(yīng)力鋼套筒混凝土管),玻璃鋼管(玻璃纖維增強(qiáng)熱固樹脂夾砂管)、PE管等傳統(tǒng)管材。傳統(tǒng)管材在耐腐蝕、機(jī)械性能、投資成本或運(yùn)營(yíng)成本方面存在缺陷。隨著科技的發(fā)展,近幾年一種叫做TPEP管(外三層聚乙烯內(nèi)熔結(jié)環(huán)氧防腐鋼管)開始運(yùn)用到輸水管道上。
TPEP管是以螺旋鋼管為基材,外壁采用三層結(jié)構(gòu)聚乙烯防腐,內(nèi)壁采用熱熔環(huán)氧樹脂粉末防腐在高溫下形成鋼塑合金層,簡(jiǎn)稱TPEP防腐鋼管(T-Three,PE-聚乙烯,EP-環(huán)氧樹脂)。TPEP管具有壽命長(zhǎng)、機(jī)械強(qiáng)度高、耐腐蝕能力強(qiáng)、摩擦系數(shù)小等優(yōu)點(diǎn)。各種常用管材的性能比較見表1。
1 螺旋鋼管及TPEP安裝施工要點(diǎn)
1.1 清口及組對(duì)
用鋼絲刷或棉紗將管口內(nèi)、外表面兩側(cè)25 mm范圍的鐵銹除去,露出金屬光澤。管端損壞或有缺陷的要進(jìn)行修整,可采用打磨法除去,清口工作完成后應(yīng)盡快組對(duì)焊接,對(duì)于未組對(duì)完的管口應(yīng)用遮蓋物保護(hù),下次組對(duì)前應(yīng)重新檢查清理。
組對(duì)前,按照施工圖核對(duì)管壁厚和材質(zhì),按順序登記每根管的管號(hào)、長(zhǎng)度、壁厚等信息。宜使用對(duì)口器進(jìn)行對(duì)口,用吊管機(jī)或者三腳架、倒鏈配合調(diào)整管材的高度,吊裝要用尼龍帶兜身吊。管口離地高度應(yīng)滿足焊接空間操作方便和安全,一般不小于0.5 m。錯(cuò)邊量應(yīng)小于3.0 mm,錯(cuò)邊應(yīng)沿管口圓周均勻分布,禁止強(qiáng)行組對(duì)。
1.2 焊接與檢測(cè)
焊接前應(yīng)對(duì)管口進(jìn)行預(yù)熱,檢查設(shè)備、指示儀表、開關(guān)位置和電源極性,在試板上進(jìn)行焊接工藝參數(shù)調(diào)試,不應(yīng)在坡口以外的管材表面上起弧,焊機(jī)地線靠近焊縫內(nèi),接觸良好且不易滑落。焊道的起弧和收弧處應(yīng)相互錯(cuò)開30 mm以上,必須在每層焊道全部完成后,才能開始下一層焊道的焊接。每根焊條引弧后應(yīng)一次焊完,每層焊道應(yīng)連續(xù)焊完,中間不應(yīng)間斷,要保證焊道層間溫度要求,每道焊口應(yīng)連續(xù)焊完。應(yīng)時(shí)刻注意電弧和熔池的變化,并及時(shí)檢查每層焊道是否存在氣孔、裂紋、夾渣等缺陷,對(duì)發(fā)現(xiàn)的缺陷應(yīng)立即清理修補(bǔ)。每處修補(bǔ)長(zhǎng)度應(yīng)大于50 mm,且小于或等于200 mm。若相鄰兩修補(bǔ)處的距離小于50 mm時(shí),按一處缺陷進(jìn)行修補(bǔ)。
焊縫外觀檢測(cè)主要采用目測(cè)法,項(xiàng)目包括余高、寬度、錯(cuò)邊量等;內(nèi)部質(zhì)量采用超聲波或X射線拍片檢測(cè)。
2 承插式管道安裝施工要點(diǎn)
承插式管道安裝控制的重點(diǎn)環(huán)節(jié)是管口接縫寬度和接頭打壓試驗(yàn)。接縫寬度一般為2~3 cm,不可過大或過小,特別是在角度借轉(zhuǎn)時(shí),必須保證膠圈不被過度擠壓,確保雙膠圈的完全密封。接頭打壓試驗(yàn)要與管道安裝保持同步,必須保證接頭逐一打壓合格,如果打壓不合格須調(diào)整管道或更換膠圈管,直至打壓合格,每段安裝完畢后應(yīng)進(jìn)行二次接頭打壓。
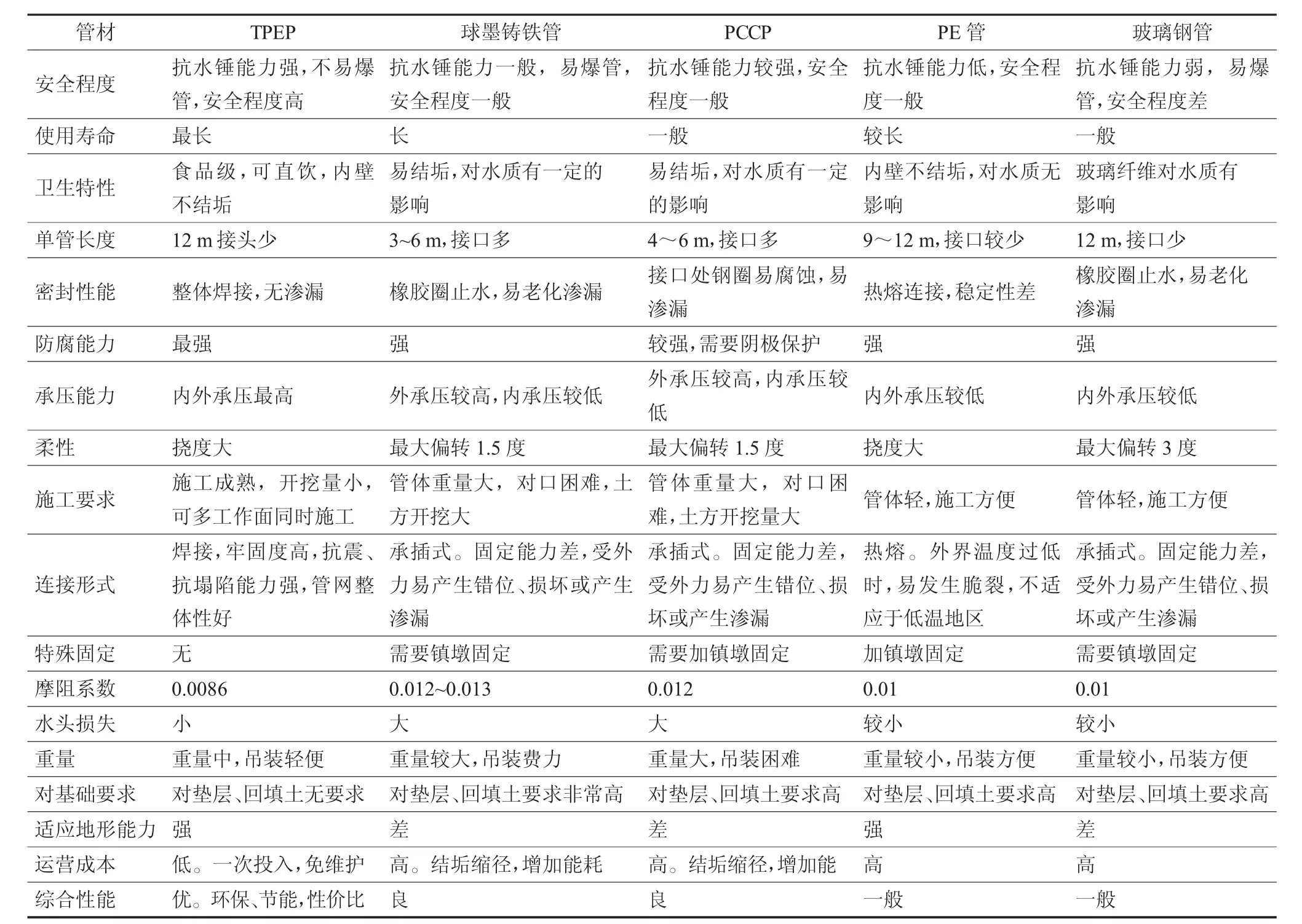
表1 常用管材性能比較表
管道與基礎(chǔ)面必須嚴(yán)密接觸,不允許出現(xiàn)懸空現(xiàn)象,管道安裝完畢要用砂土對(duì)管腳進(jìn)行填塞穩(wěn)固,防止以后管槽回填時(shí)管道發(fā)生位移。
3 建議
1)管材優(yōu)選。管徑700 mm以下首選球墨鑄鐵管,價(jià)格優(yōu)勢(shì)明顯,安裝速度快;管徑700~1 500 mm首選TPEP,因其接頭內(nèi)襯不銹鋼板,可單面焊、內(nèi)防腐不用修補(bǔ);管徑1 500 mm以上首選螺旋鋼管或PCCP,價(jià)格優(yōu)勢(shì)。過河、過道、穿越、頂管、水錘效應(yīng)、地基不均勻沉降等部位,首選TPEP鋼管。壓力較低、地形單一、成本低、易吊裝部位首選玻璃鋼管或PE管。2)鋼管對(duì)口常見問題為錯(cuò)邊量超標(biāo),應(yīng)選擇管徑相差最小的兩根管進(jìn)行對(duì)口,錯(cuò)邊量超標(biāo)部位一般采取1∶4坡度補(bǔ)焊過渡處或外襯鋼板加強(qiáng)處理。3)螺旋鋼管防腐前宜用噴砂法徹底除銹,陰雨及寒冷天氣不宜進(jìn)行防腐施工,否則防腐涂層易空鼓脫落。防腐涂層應(yīng)進(jìn)行厚度、黏結(jié)力檢測(cè)。4)PCCP管內(nèi)壁為混凝土,外部為砂漿,內(nèi)部出現(xiàn)的環(huán)向裂縫寬度如果大于0.5 mm,或距管子插口端300 mm范圍內(nèi)出現(xiàn)的環(huán)向裂縫寬度如果大于1.5 mm,或管子內(nèi)表面沿管子縱軸線的平行線成15°夾角范圍內(nèi)出現(xiàn)長(zhǎng)度超過150 mm的縱向可見裂縫,水泥砂漿保護(hù)層出現(xiàn)的可見裂縫寬度超過1.0 mm的管道應(yīng)作報(bào)廢處理。5)管道整體水壓試驗(yàn)方案應(yīng)與安裝方案同時(shí)制定,充分考慮盲板、靠背位置及水源,試驗(yàn)設(shè)備應(yīng)與工程同步實(shí)施。
總之,根據(jù)工程特點(diǎn)及投資情況選擇適合本工程的管材,做好管材生產(chǎn)的過程質(zhì)量控制及到貨驗(yàn)收,安裝施工選擇經(jīng)驗(yàn)豐富的施工隊(duì)伍,嚴(yán)格按規(guī)范進(jìn)行操作,焊縫100%超聲波檢測(cè),承插口逐個(gè)進(jìn)行打壓檢測(cè),不合格部位進(jìn)行處理直至檢測(cè)合格,全管路逐段進(jìn)行水壓試驗(yàn),才能確保管道工程長(zhǎng)期安全運(yùn)行。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48