某天線座正交裝配工藝與測(cè)量方法研究
2018-07-12 12:26:00王新鋒陳斌琦
火控雷達(dá)技術(shù) 2018年2期
關(guān)鍵詞:測(cè)量
王新鋒 李 明 陳斌琦
(西安電子工程研究所 西安 710100)
0 引言
天線座是雷達(dá)天線的支撐和定位裝置,天線座方位軸與俯仰軸正交精度對(duì)雷達(dá)的測(cè)角精度影響很大。影響天線座正交精度的原因主要有兩方面因素:一方面來自于天線座設(shè)計(jì)以及加工制造精度 (如徑向跳動(dòng)、同軸度等);另一方面在于天線座裝配過程中的數(shù)據(jù)測(cè)量、分析,以及裝配調(diào)整。由于加工設(shè)備精度、加工成本以及加工技術(shù)水平等方面的原因,在已加工完的零部件精度的前提下,通過合理的安排裝配關(guān)系、準(zhǔn)確的測(cè)量數(shù)據(jù)以及裝配調(diào)整等方法,可以減小甚至抵消加工精度帶來的影響,滿足設(shè)計(jì)精度要求,所以天線座的裝配工藝過程也是影響雷達(dá)精度的關(guān)鍵環(huán)節(jié)之一。
本文論述了某方位-俯仰型雷達(dá)天線座為保證正交精度在裝配過程關(guān)鍵數(shù)據(jù)測(cè)量和調(diào)整,以及正交測(cè)量原理和方法等內(nèi)容,最終測(cè)量結(jié)果滿足設(shè)計(jì)要求。
1 天線座的正交裝配工藝過程
某雷達(dá)天線座為方位-俯仰型天線座,結(jié)構(gòu)示意圖如圖1所示,結(jié)構(gòu)設(shè)計(jì)技術(shù)要求方位軸系與俯仰軸系正交精度不大于21″, 屬于正交精度要求較高的雷達(dá)天線座。通過認(rèn)真分析圖紙裝配關(guān)系和技術(shù)要求,為了保證天線座的正交精度,需要在裝配過程中精確測(cè)量方位軸系不鉛錘度和俯仰軸系不水平度等關(guān)鍵數(shù)據(jù),并且通過裝配微調(diào)整,將這些關(guān)鍵數(shù)據(jù)嚴(yán)格控制在滿足設(shè)計(jì)要求的范圍內(nèi),從而保證最終裝配完成后達(dá)到圖紙技術(shù)要求的正交精度。
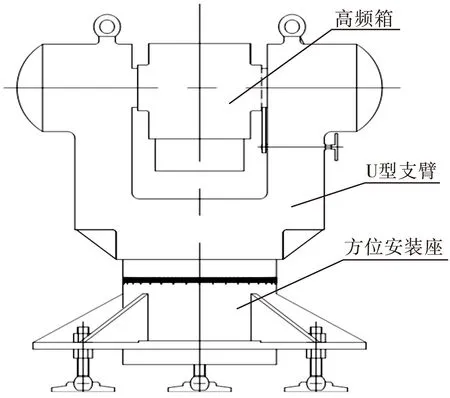
圖1 天線座結(jié)構(gòu)示意圖
1.1 方位結(jié)構(gòu)裝配工藝控制與分析
在裝配方位結(jié)構(gòu)部分時(shí),如圖2所示,為了保證方位-俯仰軸系的正交精度,需要將與U型俯仰結(jié)構(gòu)部分裝配的基準(zhǔn)面(圖中標(biāo)記為H面)的端面跳動(dòng)控制在較小范圍內(nèi),因?yàn)閷?duì)于該高精密結(jié)構(gòu)天線座,即使很小的軸承端面跳動(dòng)也會(huì)產(chǎn)生一定的傾斜角α[1],傾斜角α與軸承端面跳動(dòng)值的解析計(jì)算公式為:

圖2 方位軸承端面跳動(dòng)測(cè)量示意圖
(1)
其中H為軸承端面的跳動(dòng)值,D為軸承直徑。
根據(jù)上面的傾斜角α解析公式與該天線座的結(jié)構(gòu)分析可知,如果端面跳動(dòng)H過大,俯仰軸系的不水平傾斜角α也將增大,這將嚴(yán)重影響天線座的正交精度,因此為了保證最終的正交精度要求需要將軸承端面跳動(dòng)控制在0.01mm內(nèi),如果達(dá)不到這個(gè)精度要求,需要拆卸相關(guān)零件,進(jìn)行尺寸分析、計(jì)算和裝配墊片調(diào)整。
經(jīng)過裝配調(diào)整后,測(cè)量方位軸承的端面跳動(dòng)為0.01mm,將測(cè)量結(jié)果H=0.01mm,以及軸承直徑D=500mm帶入上式(1)中,經(jīng)過計(jì)算為:
≈4.1(″)
(2)
通過以上計(jì)算可以看出,經(jīng)過墊片調(diào)整后將傾斜角α控制在較小的4.1″范圍內(nèi),為以后天線座的正交精度奠定基礎(chǔ)。
由于軸承內(nèi)套與方位軸是過盈配合,為了便于裝配以及不影響軸承的精度,軸承裝配應(yīng)采用熱裝法[2],即將軸承放入烘箱中加熱60~65℃,保溫1h熱透后,再與常溫下的方位軸裝配,等軸承與方位軸溫度一致后,再用緊固件將其連接,這樣可以保證軸承裝配后軸承軌道不發(fā)生變形錯(cuò)位,減少裝配過程對(duì)軸承精度的影響。
1.2 俯仰結(jié)構(gòu)裝配工藝控制與分析
在裝配俯仰結(jié)構(gòu)部分時(shí),為了保證設(shè)計(jì)的正交精度要求,首先查看零件加工三坐標(biāo)檢測(cè)數(shù)據(jù),兩端安裝孔同軸度是否滿足設(shè)計(jì)要求,然后以U型支臂接觸面H面為基準(zhǔn),如圖3所示,利用百分表,測(cè)量俯仰軸安裝孔兩端(圖中標(biāo)記為A端、B端)的高度差,因?yàn)楦┭鲎蟆⒂野胼S的高度差△H使俯仰軸與水平面產(chǎn)生傾斜角α[3],為了保證最終正交精度,兩端的高度差應(yīng)控制在0.02mm,如果高度差超過0.02mm,需要對(duì)U型支臂刮研等返修,滿足設(shè)計(jì)要求。
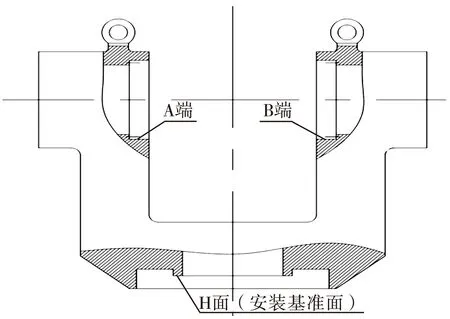
圖3 俯仰結(jié)構(gòu)部分裝配測(cè)量過程
經(jīng)過測(cè)量U型座左右兩端高度差△H =0.02mm,兩端距離為L(zhǎng)=800mm,帶入公式(1):
≈5.2(″)
(3)
通過以上計(jì)算可以看出,將影響正交精度的左右兩半軸中心線高度差控制在0.02范圍內(nèi),將滿足要求。
通過以上對(duì)方位和俯仰結(jié)構(gòu)部分裝配、測(cè)量后,如果各結(jié)構(gòu)部分的誤差都控制在裝配工藝要求的范圍內(nèi),在俯仰結(jié)構(gòu)與方位結(jié)構(gòu)裝配連接時(shí),可以利用高低相互抵消的方法,將誤差減小到更小,以保證最終天線座的正交精度要求。
2 天線座的正交測(cè)量方法和測(cè)量結(jié)果
2.1 正交測(cè)量原理分析
對(duì)于方位-俯仰型天線座測(cè)量正交時(shí),首先要將天線座調(diào)水平,使方位軸盡量垂直于大地,然后再測(cè)量俯仰軸的傾斜度,即反映了天線座的正交值。但在實(shí)際測(cè)量過程中,天線座在調(diào)水平過程中總有剩余誤差,以及方位軸系晃動(dòng)誤差等,所以方位軸與理想鉛直面總有個(gè)夾角β,為了消除或者減少這種不可避免的誤差,在測(cè)量正交時(shí)可以采取以下方法進(jìn)行。
如圖4所示,設(shè)方位軸與鉛直面夾角為β,俯仰軸與方位軸的正交為α,在方位0°時(shí),測(cè)量俯仰軸的不傾斜角γ(0°)為:
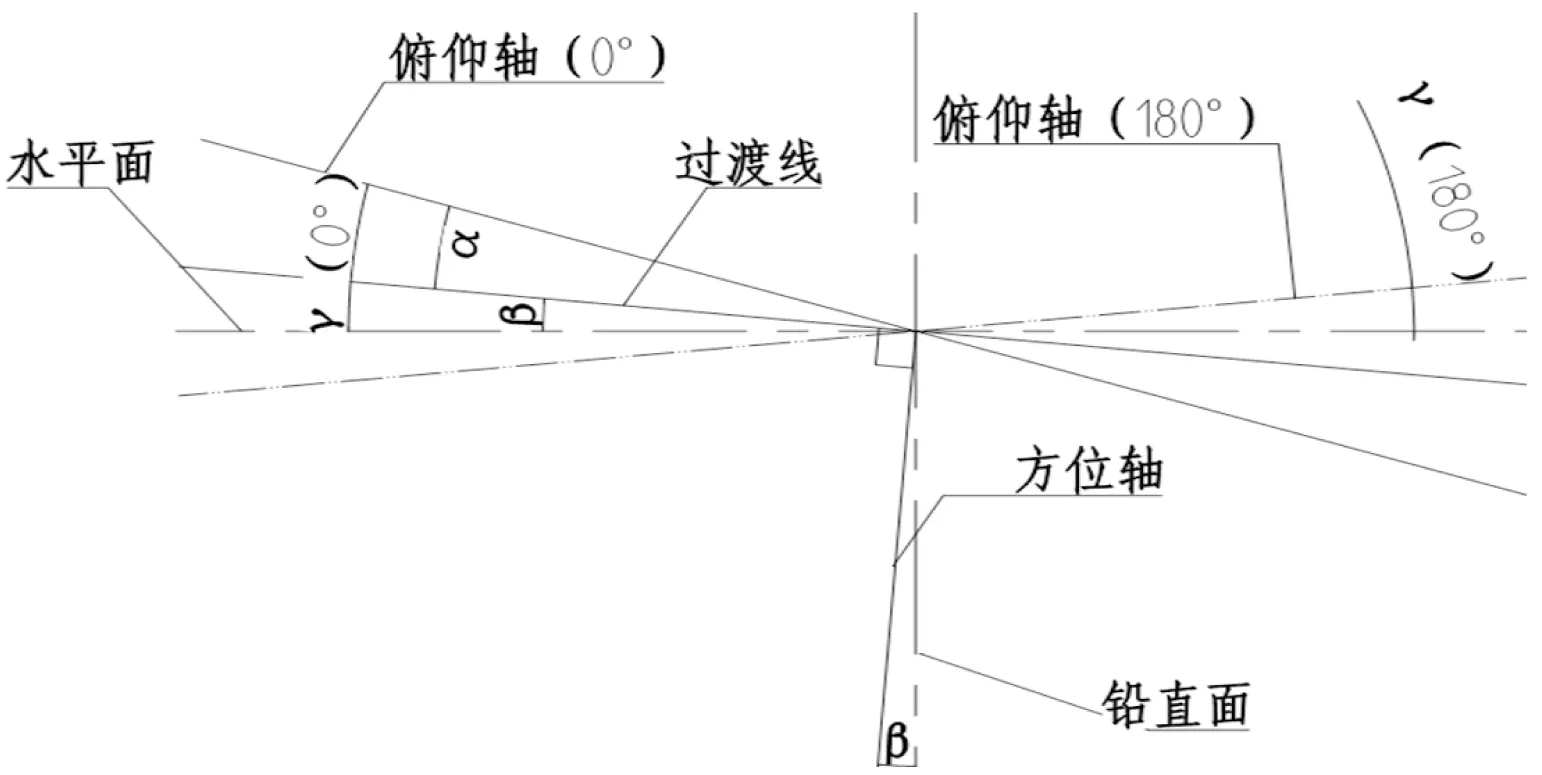
圖4 正交測(cè)量角度的分析
(4)
將方位軸旋轉(zhuǎn)180°后,測(cè)得俯仰軸的傾斜角γ(180°)為:
γ(180°)=α-β
(5)
將方位γ(0°)和γ(180°)兩次讀數(shù)(取代數(shù)值,規(guī)定某一方向?yàn)檎?相加,就可以抵消方位軸于鉛直面的夾角β,進(jìn)而通過計(jì)算可以求出正交α[4]:
(6)
2.2 正交測(cè)量方法
關(guān)于方位-俯仰型天線座正交測(cè)量方法,目前常見的主要有以下三種方法:
1)水銀面五棱鏡測(cè)量方法。該方法是在俯仰軸端安裝一個(gè)反射鏡,反射鏡面需要盡量與俯仰軸線垂直,在一定距離處安裝一個(gè)自準(zhǔn)平行光管對(duì)準(zhǔn)反射鏡,并在反射鏡和自準(zhǔn)光管之間放置一個(gè)五棱鏡,在五棱鏡下面再放置一水銀盤,這樣自準(zhǔn)光管發(fā)出的光線,經(jīng)過五棱鏡折射、水銀面反射,再反射到五棱鏡、折射到光管等一系列光線閉環(huán)過程,最終得到入射線與反射線的夾角,最終根據(jù)俯仰0°和俯仰180°位置的測(cè)量值,經(jīng)過代數(shù)計(jì)算得到俯仰-方位正交精度。
2)虛擬定位檢測(cè)法。陳戈等人[5]提出了一種虛擬定位檢測(cè)法,該方法是用直光管俯仰左右半軸的兩側(cè)建立一條平行于大地的虛擬俯仰軸線,然后旋轉(zhuǎn)方位主軸,檢測(cè)出天線座俯仰軸與方位軸的偏差量,即為正交值。
3)水平儀測(cè)量方法。首先是利用合像水平儀和3個(gè)千斤頂支撐將方位軸調(diào)至與大地垂直,用水平儀將天線座上調(diào)平,然后在俯仰旋轉(zhuǎn)軸上安裝一個(gè)垂直的基準(zhǔn)面,基準(zhǔn)面上再安裝方框水平儀,這樣方框水平儀上的水泡水平就反映了俯仰軸與方位軸的不垂直度。
綜合以上幾種常見檢測(cè)方法可以看出,水平儀測(cè)量方法測(cè)量?jī)x器相比簡(jiǎn)單,而且人員操作容易,人為因素導(dǎo)致的測(cè)量誤差小,測(cè)量準(zhǔn)確度相對(duì)較高,因此,該天線座選用了水平儀測(cè)量方法,如圖5所示,具體測(cè)量方法如下:
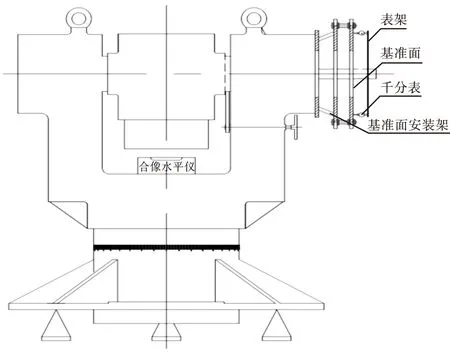
圖5 天線座正交測(cè)量示意圖
首先,將天線座調(diào)水平,盡量使方位軸垂直于大地,采用的做法為將天線底座用3個(gè)千斤頂支撐起來,在一周范圍內(nèi)均勻固定選取多個(gè)點(diǎn),然后用合像水平儀分別測(cè)量這些點(diǎn)的讀數(shù),得到一個(gè)平衡點(diǎn)數(shù)值HX[6]:
(7)
式中,Χi表示合像水平儀每個(gè)固定測(cè)量點(diǎn)讀數(shù)值(取代數(shù)值,規(guī)定某一方向?yàn)檎?。
然后將合像水平儀讀數(shù)調(diào)至Hx,根據(jù)合像水平儀水泡像偏置方向,調(diào)整千斤頂,直至水泡像重合,按照以上步驟,依次類推循環(huán)測(cè)量,最終將天線座水平調(diào)整至一定范圍以內(nèi)。
最后,在天線座俯仰部分固定一個(gè)可調(diào)節(jié)的基準(zhǔn)面,然后在俯仰軸上固定一個(gè)可隨俯仰軸轉(zhuǎn)動(dòng)的表架,并且表架上等間隔地安裝3塊千分表,表頭打在基準(zhǔn)面上,通過旋轉(zhuǎn)俯仰軸將基準(zhǔn)面調(diào)到一定范圍以內(nèi),這樣就找到了俯仰軸線,即垂直于基準(zhǔn)面上的任意一條線都與俯仰軸線平行,然后用方框水平儀靠在基準(zhǔn)面上,這樣方框水平儀上的讀數(shù)就反映了俯仰軸的水平傾斜角。
2.3 正交測(cè)量結(jié)果及計(jì)算
根據(jù)以上水平儀測(cè)量方法調(diào)整完天線座水平度和測(cè)量基準(zhǔn)面后,在測(cè)量天線座正交時(shí),將方位軸轉(zhuǎn)動(dòng)一周,在水泡偏離最大的位置標(biāo)記為A端,讀出俯仰軸傾斜角γ(0°)為16″,然后將方位軸旋轉(zhuǎn)180°標(biāo)記為B端,讀出俯仰軸傾斜角γ(180°)為12角秒,這樣就測(cè)出俯仰軸在A、B兩點(diǎn)的傾斜角的γ(0°)和γ(180°)(代數(shù)值),根據(jù)前面2.1正交測(cè)量原理分析可知,俯仰軸與方位軸的正交值為:
(8)
由計(jì)算結(jié)果可知,俯仰軸與方位軸正交(不垂直度)為14″,小于設(shè)計(jì)要求21″,天線座俯仰軸與方位軸正交滿足設(shè)計(jì)要求。
3 結(jié)束語(yǔ)
通過該雷達(dá)天線座的裝配工藝過程可以看出,對(duì)于方位-俯仰型天線座的裝配來說,為了保證天線座的正交精度,在裝配過程中要合理分配各結(jié)構(gòu)部分的裝配誤差范圍,通過精確的測(cè)量、計(jì)算分析和裝配調(diào)整將影響精度的公誤差嚴(yán)格控制在一定范圍內(nèi),最終保證正交精度滿足設(shè)計(jì)要求。另外,針對(duì)不同結(jié)構(gòu)的天線座要設(shè)計(jì)合理測(cè)量方法和測(cè)量工裝,讓要正交測(cè)量方法建立在理論的基礎(chǔ)上,保證每一步測(cè)量都合理、可靠,有理論支撐。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
