特大型四列圓柱滾子軸承支柱保持架失效原因分析及改進措施
2018-07-25 08:38:44張德穎趙廣炎史松霞魏闖趙利蘭
軸承 2018年9期
關鍵詞:裂紋
張德穎,趙廣炎,史松霞,魏闖,趙利蘭
(1.洛陽軸承研究所有限公司,河南 洛陽 471039;2.河南省高性能軸承技術重點實驗室,河南 洛陽 471039;3.滾動軸承產業技術創新聯盟,河南 洛陽 471039)
在鋼鐵、有色軋機等大型重載機械加工設備中,支柱保持架結構的特大型圓柱滾子軸承得到了廣泛應用[1]。相比實體保持架,支柱保持架結構可以使相鄰滾子間距更小,同等條件下可以容納更多滾子,提高軸承的承載能力[2];支柱保持架制造成本低,加工工藝性較好,采用一般通用機械加工設備即可生產,而同類型的特大型金屬實體保持架采用離心澆鑄加工,存在一定生產難度[3]。
大型圓柱滾子軸承的主要失效形式有:內、外圈滾道或滾子工作面疲勞剝落,內、外圈幾何形狀變形,支柱保持架焊接部位斷裂、磨損破壞等。其中,早期失效發生在保持架焊接部位的幾率較高,保持架的損壞往往會導致軸承滾道啃傷,軸承卡死、整套軸承提前失效,軸承座和軋輥的輥頸損壞等嚴重后果[4]。不僅影響軋機的正常工作,更可能導致生產線停止運行,帶來嚴重的生產事故。因此,有必要針對特大型軸承支柱保持架的損壞方式進行分析研究,以提高該類軸承的使用壽命。
1 試驗檢測
以某軋制廠冷軋機支承輥使用的內徑530 mm的特大型支柱焊接保持架四列圓柱滾子軸承為例,該軸承累計軋制鋁板帶的重量不足正常軸承軋制量的1/8,但軸承在早期使用階段就出現了損壞。
1.1 宏觀形貌檢查
軸承在軸承座內已經損壞(圖1),保持架部分支柱已斷裂并脫落,脫離保持架支柱的滾子散落在軸承內部。損壞軸承拆卸后發現,軸承組件的大部分支柱已斷裂并脫離保持架(圖2),已斷裂的支柱自焊接斷裂處至支柱螺紋端整體被磨成尖錐狀、扁銼狀,無法看清支柱的原始面貌。斷裂在保持架焊接孔內的支柱與保持架連接完好,無脫焊現象;斷裂在保持架螺紋孔內的支柱斷口齊平,與保持架的螺紋連接完好。脫落滾子(圖3)端面有明顯的擦傷及劃痕,滾子圓周方向無明顯傷痕。

圖1 損壞在軸承座內的軸承Fig.1 Damaged bearing in bearing housing

圖2 已損壞的軸承零件Fig.2 Damaged bearing part

圖3 損壞軸承脫落的滾子Fig.3 Peeling roller of damaged bearing
1.2 斷口微觀形貌檢查
以損壞軸承保持架斷口部位基體材料為研究對象,將支柱焊接端保持架經過線切割、磨削后制成檢測試樣(圖4)。將試樣放置在KQ5200型超聲波清洗器中清洗干凈并烘干,然后置于JSM6380LV掃描電子顯微鏡下對保持架斷面進行形貌分析。

圖4 焊接斷口檢測試樣Fig.4 Samples of welding fracture for testing
保持架焊接斷面的微觀形貌如圖5—圖8所示。由圖可知:柱銷焊接斷面處有細微的焊接裂紋(圖5);支柱和保持架焊接基體未完全融合,連接部位存在焊入不足(圖6);保持架焊接斷面存在焊接夾渣和焊接孔洞缺陷(圖7);保持架與支柱焊接的連接部位有未融熔的焊劑熔塊,熔焊金屬和基體之間存在明顯的虛焊缺陷(圖8)。

圖5 斷口的裂紋形貌Fig.5 Crack morphology of fracture

圖6 焊接未熔合缺陷Fig.6 Unfused welding defect

圖7 焊接孔洞缺陷Fig.7 Porosity of welding defect
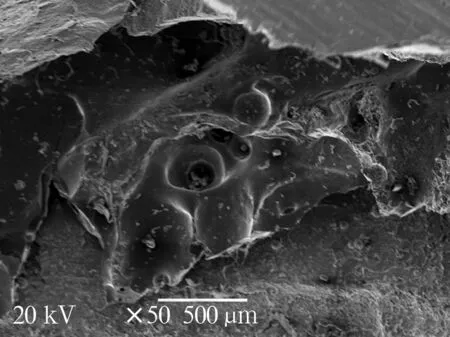
圖8 焊劑與基體金屬未融合缺陷Fig.8 Unfused defect between welding flux and base metal
焊接裂紋、焊接夾渣、焊入不足和焊劑熔塊等焊接缺陷的存在使支柱與保持架的連接不牢,這些缺陷既加大了焊接連接處的應力集中程度,又降低了焊接連接處的承載能力[5]。軸承運轉過程中,沖擊載荷作用容易導致支柱焊接部位脫焊,一旦支柱焊接端缺陷斷裂,保持架支柱僅螺紋連接端承受載荷,將在滾子轉動過程中來回晃動,加速支柱螺紋端的疲勞斷裂損壞。
1.3 支柱與保持架材料成分分析
保持架原設計方案為:支柱選材G40,保持架選材G20。支柱和保持架主要化學成分標準值(GB/T 699—2015《優質碳素結構鋼》)和實測值見表1,由表可知,支柱和保持架的材質合格;支柱的含碳量大于0.37%,為中碳鋼,保持架含碳量低于0.23%,為低碳鋼。但保持架與支柱材質不同,焊接時焊接缺陷和焊接裂紋出現的幾率較大[6]。

表1 支柱和保持架化學成分Tab.1 Chemical composition of pillar and cage w,%
2 結果與分析
2.1 軸承運轉過程分析
一般情況下,滾子軸承正常運轉時,起支承作用的滾子在套圈滾道上滾動,實現軸與軸承座的相對旋轉[7]。保持架主要起隔離、引導滾子運動的作用,在運轉過程中基本不受力或受力較小。支柱保持架圓柱滾子軸承在軋機上的運動情況如圖9所示。外圈靜止,當內圈順時針以轉速n隨軋輥旋轉時,將帶動滾子逆時針以n1的速度繞自身的中心自轉,同時又順時針以n2的轉速繞軸承的中心公轉,保持架(支柱)同樣繞軸承中心順時針以n2的速度旋轉。由于滾子孔與支柱存在間隙2δ,滾子需要運動一段距離δ與支柱接觸后,方可將運動傳遞到保持架(支柱)。因此,滾子將對支柱產生一定的沖擊載荷,運動距離δ越長,沖擊載荷帶來的破壞力就越大。當軋機在運轉過程中正反2個方向快速變換時,滾子在慣性力的作用下對支柱產生較大的沖擊力。另外,滾子換向后受迫快速反向運動2δ距離,將會對支柱產生更大的沖擊載荷[5]。
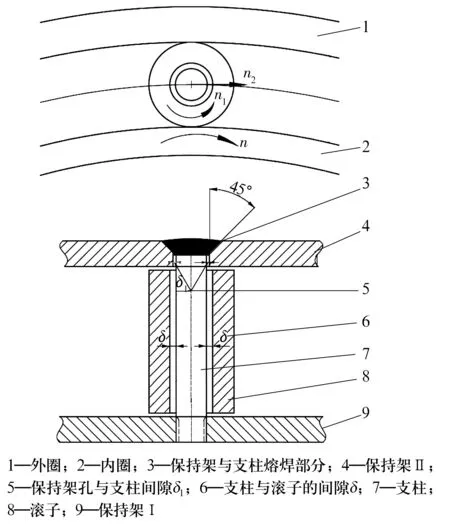
圖9 滾子、支柱保持架結構及運轉示意圖Fig.9 Diagram of structure and rotation of roller and pin cage
2.2 失效原因分析
通過對早期損壞軸承保持架和支柱的檢測及圓柱滾子軸承運轉過程的模擬,分析認為導致支柱焊接保持架早期失效的原因可能主要為:
1) 早期安裝支柱時螺紋沒有擰緊,使得支柱與保持架的螺紋連接實際受力面積減少,螺紋連接抗拉強度降低。在軋機工作過程中,支柱螺紋連接部位反復受到重載荷的沖擊,支柱會進一步松動而發生竄動,最終導致螺紋連接端疲勞斷裂而失效脫出[3]。
2) 原保持架設計方案中,中碳鋼保證了支柱的淬火硬度和耐磨性,低碳鋼保證了保持架的抗沖擊性能和工藝的可焊性;但中碳鋼和低碳鋼存在材質成分差異,當二者焊接時,中碳鋼部件焊接部位容易出現焊接缺陷和脆性裂紋[6]。
3) 保持架焊接凹穴的設計角度過大,深度不夠,導致無效焊接面積過大,焊接熔融金屬量大,保持架焊接端夾渣、虛焊和變形的幾率增大。另外,焊接過程中不可避免地出現局部熱循環、焊接變形和焊接殘余應力會導致焊接部位出現明顯應力集中現象,甚至形成裂紋[8]。為保證滾子硬度,未對此類焊接支柱保持架進行常規去除焊接殘余應力退火。支柱焊接部位因受到反復沖擊將產生疲勞裂紋,裂紋從焊接區的微小缺陷或脆性裂紋開始,逐漸擴大,最終造成支柱從焊接部位斷裂脫出[9]。
4) 保持架在實際加工過程中,支柱、保持架焊接孔和滾子孔實際尺寸偏差較大,導致支柱與保持架焊接孔間的實際間隙δ1以及支柱與滾子孔間的實際間隙δ過大,在軋輥轉動過程中,支柱焊接端承受沖擊力加大,尤其是在軋輥快速換向運轉過程中,支柱焊接端承受的沖擊力超出了承受范圍,在焊接處發生疲勞斷裂或者脆性斷裂。
綜合上述原因,軸承在重載沖擊作用下,支柱焊接端由于焊接缺陷斷裂脫離保持架后,保持架失去平衡,無法正常引導滾子運轉,加之支柱螺紋端松動和反復沖擊載荷的作用,引起支柱螺紋端疲勞斷裂,尤其是在軋輥往復換向運轉時可能會導致滾子傾斜、偏離滾道面、互相碰撞或與擋邊發生強烈摩擦,甚至發生卡死現象,最終導致軸承損毀失效。針對本次軸承的損壞方式來看,導致軸承早期損壞的主要原因可能是在多頻次沖擊載荷作用下,支柱保持架的焊接缺陷引起的支柱焊接端缺陷斷裂和由此引發的支柱螺紋端的疲勞斷裂所致。
2.3 改進措施
為預防支柱與保持架連接失效,從支柱焊接保持架的結構設計、工藝質量控制方面提出改進措施:
1) 優化保持架設計,將保持架的材質更改為中碳鋼,與支柱材質一致;將保持架焊接凹穴的角度由45°減小為30°,焊接凹穴深度由保持架厚度的1/3增大為2/5。改進后降低了焊接脆性裂紋及焊接缺陷出現的幾率,減少了無效焊接面積,適當加深了焊接深度,避免了僅在支柱端部進行焊接的情況,降低了焊接夾渣、虛焊缺陷及焊接變形產生的可能性。
2) 在工藝和使用條件允許的條件下,壓縮支柱與保持架焊接孔、滾子孔的公差,減小滾子支柱孔與支柱的間隙,螺紋端保持架與焊接端保持架采用定位配鉆工藝,并減小支柱與焊接孔的間隙,改善滾子孔與支柱的接觸狀態,降低滾子對支柱的剪切與彎曲作用強度,延緩支柱焊接端疲勞開裂的速度。
3) 加強支柱與保持架質量控制,擰緊支柱,確保支柱螺紋穩固連接到保持架上。
4) 焊接時務必清理支柱端部與保持架焊接孔的油類物質與污染物,并選擇合理的焊接工藝。
3 結論
1) 支柱保持架的焊接缺陷引起的支柱焊接端缺陷斷裂和由此引發的支柱螺紋端的疲勞斷裂是導致該類軸承早期失效的主要原因;
2) 保持架與支柱連接處的焊接缺陷和制造工藝問題是支柱保持架焊接部分快速疲勞損壞的主要原因;
3) 優化設計方法,加強保持架工藝質量管控,可以有效降低保持架焊接缺陷產生的幾率,改進后的保持架在實際應用中沒有再發生支柱斷裂而導致軸承失效的情況。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38