深溝球軸承裝配機的工作方式研究
2018-07-27 08:38:00趙春輝
現(xiàn)代制造技術與裝備 2018年6期
關鍵詞:檢測
趙春輝
(無錫技師學院(立信中專),無錫 214153)
軸承作為機械零件中的基礎類零件,其主要有兩大種類:滑動軸承和滾動軸承。其中最為常見的軸承是深溝球,如圖1所示。本品為標準件,由專門工廠批量生產(chǎn)[1]。裝配為本品生產(chǎn)的重要組成方面之一。人們將生產(chǎn)合格的深溝球軸承的內圈、外圈、滾動體、保持架進行準確的裝配,使得軸承達到相應的性能[2]。
深溝球軸承的裝配工藝過程為滾動軸承零件如內圈、外圈、滾動體和保持架等,經(jīng)檢驗合格后,進入裝配車間進行裝配,其過程如下:軸承內、外圈進料→內、外滾溝道尺寸分組選別(檢查游隙)→內外圈合套→滾珠入料→鉚合保持架→終檢→退磁、清洗→防銹、包裝→入成品庫。

圖1 深溝球軸承
在軸承裝配中,手工裝配軸承時,工人的勞動強度大,裝配效率低,無法保證軸承的裝配質量。本文以某公司的深溝球軸承619/9型的自動裝配線的工作方式為對象,研究有效提升軸承裝配的方法[3]。
1 自動裝配機的基本組成結構
深溝球軸承自動裝配機的機構模塊組成主要有:內、外圈入料裝置模塊,自動檢測裝置模塊,自動中轉裝置模塊,機械手傳動裝置模塊和滾珠進料裝置模塊。
2 設備的主要參數(shù)
軸承自動裝配機的主要參數(shù)是其工作性能的主要指標,也是設計的依據(jù)。其主要的參數(shù)有:可裝配軸承的直徑、合套機的工作空間和各個機構的工作速度。本文依據(jù)現(xiàn)實狀況設計本設備合套系統(tǒng)的主要參數(shù),如表1所示。
軸承自動裝配機各機構和部件的運動時間分配如下:外圈(內圈)進料機構動作為2s;外圈推料機構(內圈推料機構)動作為2s;外圈檢測機構檢測(內圈檢測機構檢測)動作為1s;外圈中轉機構接收外圈(內圈中轉機構接收內圈)動作為2s;直線機械手機構動作為4s;中轉機構選擇合適的內外圈并旋轉至出料工位動作為2s;翻轉機械手機構動作為4s;內外圈的氣缸動作為1.5s;內圈推動氣缸動作為2s;外圈推動氣缸動作為4s;滾珠進料機構裝入滾珠動作為4s。

表1 軸承自動裝配機合套系統(tǒng)的主要設計參數(shù)
4 設備的工作方式
在自動裝配機工作的過程中,每個機構完成各自的功能,利用機械手傳遞軸承內外圈,完成每一步工序之間的操作。機械手實現(xiàn)抓料、放料,其載荷可以達到40N。在實際運用中,可以使用不同的夾緊氣缸來實現(xiàn)不同軸承零件的裝配。該系統(tǒng)的各個運動如圖2所示[4-5]。

圖2 軸承自動裝配機合套系統(tǒng)各運動機構
該合套系統(tǒng)的機構具體工作的步驟:外圈進料機構進料(內圈進料機構進料)→直線機械手機構將外圈(內圈)送至下一工序→外圈檢測機構檢測外圈溝道尺寸(內圈檢測機構檢測內圈溝道尺寸)→直線機械手機構將外圈(內圈)送至下一工序→外圈中轉機構接收外圈(內圈中轉機構接收內圈)→中轉機構選擇合適的內外圈并旋轉至出料工位→翻轉機械手機構將內外圈送至下一工序→滾珠進料機構進行內外圈的合套操作→滾珠進料機構在合套的內外圈中裝入滾珠。上述內容中,內外圈進料、檢測、中轉操作是同時進行的。
(1)開始工作時,操作人員將軸承的外圈放入外圈進料機構,如圖3所示,并將軸承的內圈套在內圈安置桿上,放置于內圈進料機構,如圖4所示。

圖3 外圈放置外圈進料機構實物圖

圖4 內圈放置內圈進料機構實物圖
(2)外圈進料裝置中的轉盤轉動將外圈傳遞至外圈推料裝置處,如圖5所示,同時內圈進料裝置也運作將內圈傳遞到與外圈中心平行的位置,如圖6所示。

圖5 外圈進料機構推料實物圖
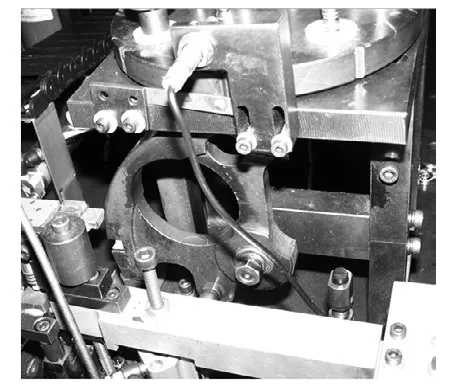
圖6 內圈進料機構推料實物圖
(3)機械手將內外圈分別送至各自的檢測機構進行檢測,圖7為機械手送至外圈檢測機構實物圖,圖8為機械手送至內圈檢測機構實物圖。

圖7 機械手送至外圈檢測機構實物圖

圖8 機械手送至內圈 檢測機構實物圖
(4)將檢測好的軸承內外圈放置到中轉機構的相應位置上,并通過機械手傳遞到裝配導軌上。圖9為中轉機構實物圖,圖10為機械手實物圖。
(5)軸承內外圈在傳送導軌上實現(xiàn)裝配,如圖11所示,并通過滾珠進料機構將滾珠注入配合在一起的軸承內外圈,如圖12所示。

圖9 中轉機構實物圖

圖10 機械手實物圖
(6)合套系統(tǒng)最終將裝配好的內外圈送至下一臺設備進行保持架鉚接裝配操作,其傳遞過程如圖13所示。

圖11 傳送導軌實物圖

圖12 滾珠進料 機構實物圖

圖13 傳送至下一臺 設備過程實物圖
5 結論
本文以深溝球軸承裝配機的工作方式為研究對象,通過Creo軟件建立內、外圈入料裝置模塊、自動檢測裝置模塊、自動中轉裝置模塊、機械手傳動裝置模塊、滾珠進料裝置模塊的三維模型,根據(jù)相應的模型,研究其工作方式,這些研究為以后設備的優(yōu)化提供了原始的模型數(shù)據(jù)。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48
