仔豬自動精細飼喂系統設計與試驗
2018-07-28 03:17:46王亞飛許子和陳新輝
農業機械學報 2018年7期
關鍵詞:系統
張 伏 王亞飛 呂 美 王 俊 許子和 陳新輝
(1.河南科技大學農業裝備工程學院,洛陽 471003; 2.機械裝備先進制造河南省協同創新中心,洛陽 471003;3.河南河順自動化設備股份有限公司,登封 452470)
0 引言
仔豬的存欄量、成活率以及生長狀況不僅直接影響生產者的經營效益,更影響到每個地區乃至國家豬肉的有效供給水平[1-3]。斷奶時,仔豬面對與母豬分離——無乳可食,無溫暖、舒適安全的社群環境可依的挑戰[4-5]。此外,飼料形式和成分改變對其有強烈的負面影響,采食不足使仔豬沒有足夠的能量去對抗應激[6-7]。研究表明:給斷奶仔豬飼喂粥料能夠提高仔豬采食量、提高飼料轉化率、減少各種疾病發生,有利于仔豬從母乳飼喂平穩過渡到干飼料飼喂,顯著提高仔豬生長性能[8-10]。且早期迅速增重會讓肉豬在屠宰前始終保持較快的生長,最多可提前14 d出欄[11]。另外,使用粥料還有助于飼養來自高產母豬的“多余”仔豬[12-13]。
目前,豬只的飼喂方法主要有人工飼喂和設備自動飼喂。如熊本海等[14-15]以哺乳母豬為試驗對象設計了一種哺乳母豬自動飼喂控制系統,與人工飼喂對比,能顯著促進哺乳母豬采食量的增加。朱軍等[16]研究的可用于種豬自動供料的精細飼喂系統,實現了自動精確的投放飼料,在一定的范圍內投放飼料,其最大誤差為±2%。劉金浩等[17]基于嵌入式ARM一體機對一般生豬飼喂系統進行改進并在豬場試驗應用表明,系統運行穩定,可以降低飼養的料肉比,提高飼料轉換率,提升豬場效益。舒娟等[18]研究的基于RFID的生豬自動飼喂控制系統,利用無線射頻識別技術(RFID)實現生豬身份的識別,提高了生豬飼喂自動化水平。而關于仔豬的飼喂,大型豬場為減少人力成本、提高收益,主要用自動的干料槽給仔豬飼喂干料,中小型養豬場采用傳統的人工飼喂方法,給仔豬飼喂粥料;但人工飼喂成本較高,且未能完全達到定時、變量飼喂,影響剛斷奶仔豬的體質量[19-20]。基于此,本文設計一種仔豬自動精細飼喂系統,該系統以STC89C52RC芯片為核心,結合液位傳感器和光電傳感器以及其他元器件,實時對料箱的檢測,為仔豬自動提供粥料。
1 系統結構及工作原理
1.1 系統結構
仔豬自動精細飼喂系統由2部分組成:飼喂裝置機械本體,主要包括下料電動機及螺旋輸送裝置、攪拌電動機及干濕料攪拌刀片、供水系統;控制系統部分以STC89C52RC芯片為核心,有控制面板和遠程移動控制終端兩種工作模式,可分別控制飼喂系統。該自動精細飼喂系統以機械本體為基礎,以控制部分為支撐,實現干濕料的適量精確投放和攪拌。控制系統總體結構如圖1所示。
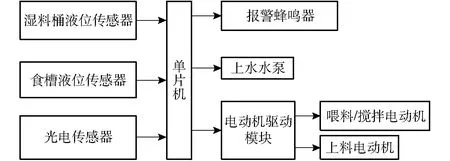
圖1 控制系統結構框圖Fig.1 Structure diagram of control system
1.2 工作原理
為提高仔豬自動精細飼喂系統的自動化水平及落料精確性,系統工作原理為:①采用移動控制終端和控制面板兩種控制方式,提高系統的自動化水平。②利用步進電動機的精準控制優勢及編碼器構成閉環反饋系統,實現干料的精準投放和干濕料的勻速攪拌。③利用液位傳感器實時檢測食槽內粥料容量和濕料桶內濕料容量,用光電傳感器實時檢測干料桶內干料容量。仔豬自動精細飼喂系統在機械本體和控制系統的配合下,實現系統功能。具體工作原理如圖2所示。
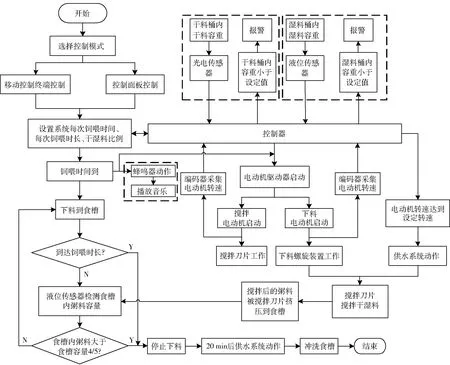
圖2 仔豬自動精細飼喂系統工作流程圖Fig.2 Schematic diagram of auto-precision feeding system
2 系統機械本體設計
2.1 機械本體總體結構
圖3為仔豬自動精細飼喂裝置機械本體總體結構圖。
2.2 下料裝置設計
下料裝置是整個仔豬自動精細飼喂裝置的核心部件,根據設計要求,下料裝置所用的螺旋軸要豎直安裝即在垂直方向上輸送飼料,考慮到輸送距離短,采用滿面式、等螺距結構,如圖4所示。
在仔豬飼喂過程中要求對下料量進行精確控制,即當單次10 s內完成下料量300 g(裝置要求下料誤差在±5%內)時,立即停止給料。
在飼料輸送過程中,若忽略螺旋直徑截面對整機輸送能力的影響,則
Q=3 600Fλvε
(1)
其中
F=πφD2/4v=sn/60
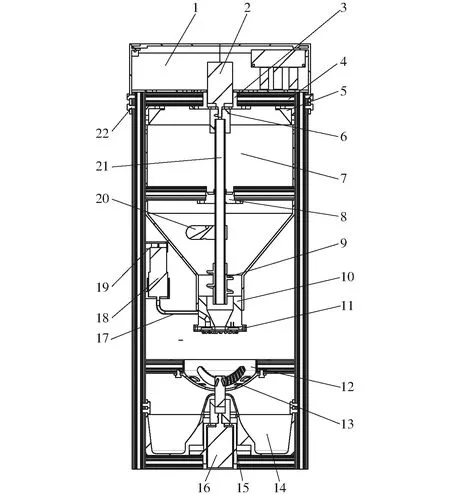
圖3 仔豬自動精細飼喂裝置結構圖Fig.3 Structure drawing of automatic feeding device1.控制器 2.下料電動機 3.下料電動機座 4.型材 5.角碼 6.聯軸器 7.干料箱 8.帶座軸承 9.輸送器 10.限料口 11.噴頭 12.攪拌室 13.混合攪拌刀片 14.料槽 15.攪拌電動機座 16.攪拌電動機 17.管路 18.水泵 19.水泵座 20.攪拌刀片 21.碳素管 22.螺釘
式中Q——下料速度,t/h
F——料槽內飼料層的橫截面積,m2
D——螺旋葉片直徑,m
φ——填充系數
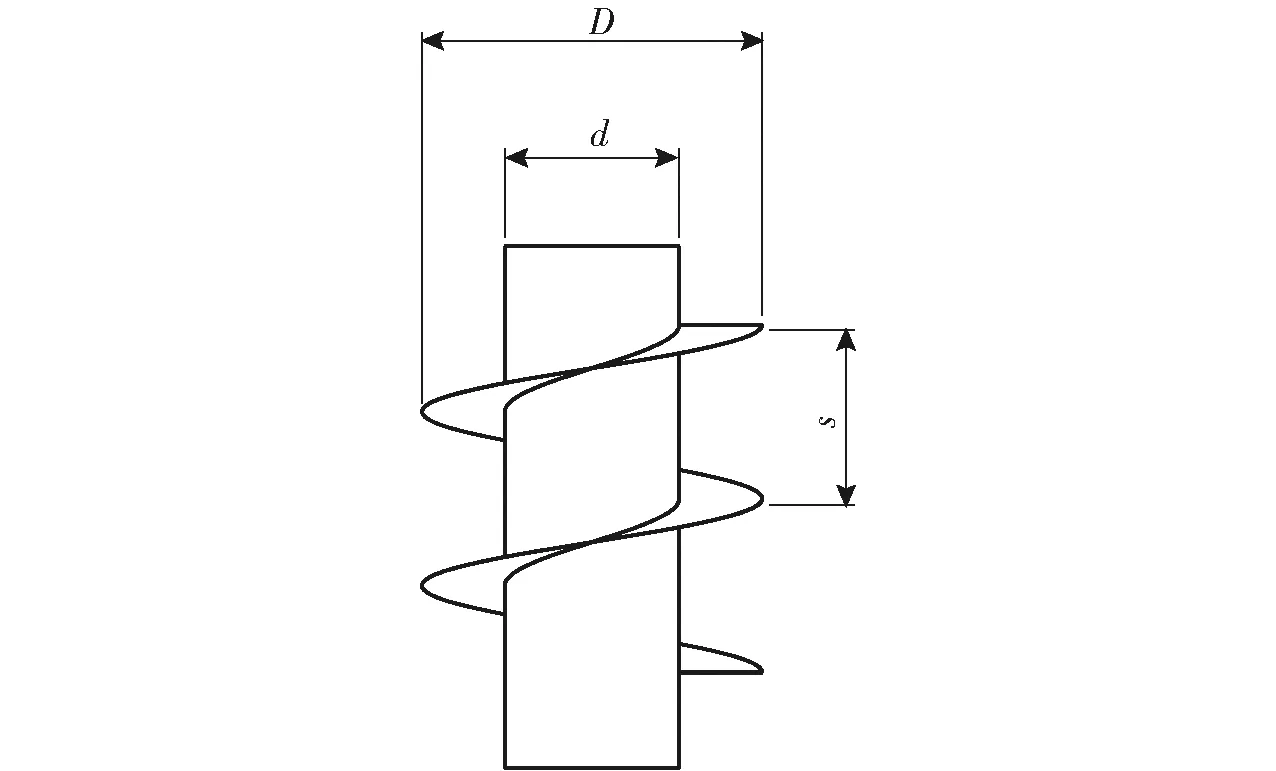
圖4 螺旋輸送裝置Fig.4 Spiral conveyor
λ——飼料的單位容積質量,t/m3
v——飼料在料槽內的軸向移動速度,m/s
s——螺距,m
n——螺旋軸轉速,r/min
ε——傾斜輸送系數
在滿足輸送量要求情況下,螺旋轉速不應過高,且不允許超過其許用轉速,即
n≤nmax
(2)
其中
式中nmax——螺旋軸的許用轉速,r/min
A——物料的綜合特性系數
將式(1)代入式(2)中得
(3)
其中,Kl為螺距與螺旋葉片直徑的比例系數,由于Q=0.108 t/h,查資料ε=0.46,φ=0.3,A=46,Kl=0.8,λ=0.5 t/m3,把以上參數代入式(3)得D≥60.6 mm,取D=70 mm,s=56 mm。
則螺旋軸轉速為
(4)
取n=140 r/min,對填充系數φ進行驗證。
(5)

圖5 手機移動終端飼喂控制界面Fig.5 Feeding control interfaces of mobile handset
對所選試驗飼料的容重進行測量,采用港森電子秤測量飼料的質量,該電子秤的稱量范圍為0~500 g,精度為0.01 g,誤差范圍是±0.05 g,起稱質量為0.05 g;用容量為1 000 mL,刻度為10 mL的量筒測量飼料體積,對測量數據處理得出試驗飼料的容重為651.5 g/L,查找資料知小麥容重為610.2~626 g/L,玉米容重為626.2 g/L,通過對比可知所選試驗飼料的容重與小麥、玉米的容重相近,且小麥、玉米的填充系數范圍是0.25~0.30,計算的實際φ值在此范圍內,說明螺旋葉片直徑D和轉速n取值合適。
一般螺旋軸直徑的計算公式為
d=αD
(6)
其中,α取值為0.2~0.35。
已確定D=70 mm,所以螺旋軸直徑d的取值范圍為14~24.5 mm,綜合加工成本和加工方法,取d為20 mm。
3 控制系統設計
3.1 控制系統移動控制終端設計
自動精細飼喂裝置遠程控制系統采用易微聯WiFi模塊,在預設飼喂裝置干濕料比例、下料速度的情況下,可通過手機遠程控制自動精細飼喂裝置工作,也可根據需要設置定時、延時、循環定時方式控制裝置工作。手機移動控制終端界面如圖5所示。
3.2 控制系統硬件電路設計
在本系統中,可通過控制器控制每次干濕料的比例、下料速度和下料時間,也可通過遠程手機控制終端控制系統的下料時間和循環定時,以進行不同飼喂方式的試驗。
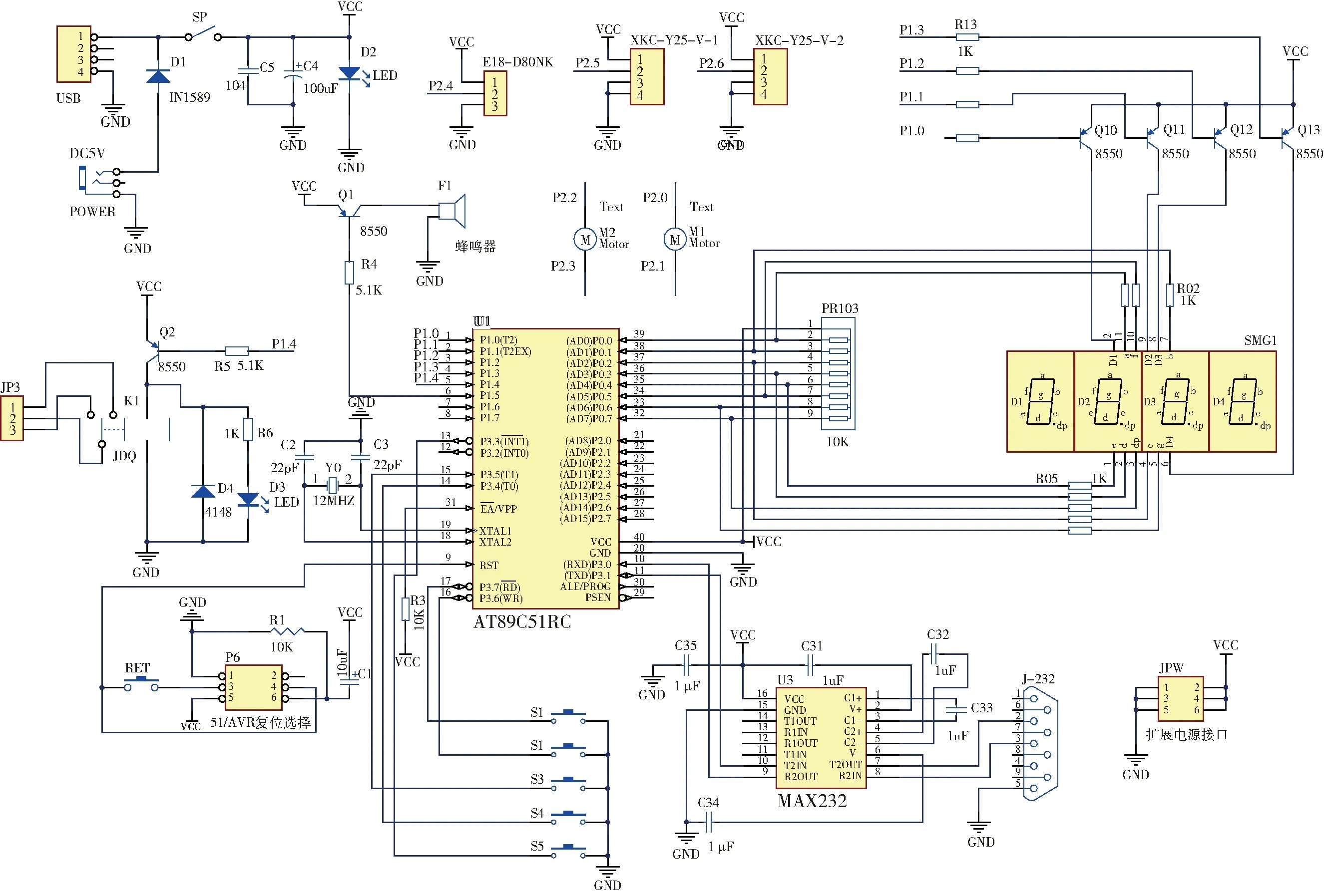
圖6 系統電路原理圖Fig.6 Circuit principle diagram of system
圖6為系統電路原理圖。仔豬自動精細飼喂裝置的控制部分以STC89C52RC芯片為核心,結合DJL-Y25-V型非接觸式液位傳感器和E18-D80NK型光電傳感器來實現對濕料桶和食槽內余料的檢測,實現對密閉容器內液位的非接觸檢測;選用YLJ-200型潛水泵,可實現清洗、干濕料混合等功能;采用L298N型電動機驅動模塊,實現分別驅動上料和喂料/攪拌電動機。電源部分采用兩種電源接口,即外部電源經過電源座直接供電和USB接口供電。復位電路通過開關RET將單片機的復位引腳與VCC相連,只需給RET引腳一個高電平信號即可實現單片機復位。報警選用無源蜂鳴器,其作用為故障報警和播放音樂,即當系統出現故障時報警長鳴,當喂料電動機開始工作時,同時播放音樂提高仔豬的食欲,直到喂料結束時停止播放,其接單片機P1.5口。采用繼電器與水泵相連,繼電器的信號輸入端接單片機的P1.4口。采用一個四位共陽極數碼管,數碼管的前兩位用來顯示故障類型,后兩位用作模式選擇顯示。在電路中數碼管的陽極均由三極管放大電路驅動,三極管接單片機的P1.0~P1.3口。數碼管的陰極通過限流電阻與P0口連接。
4 飼喂系統試驗
4.1 飼喂系統性能測試

圖7 仔豬自動精細飼喂裝置圖Fig.7 Automatic fine feeding device for piglets
圖7為仔豬自動精細飼喂系統,為測定仔豬自動精細飼喂系統的自動控制性能和飼喂精度,對系統進行檢測。
該飼喂裝置下料電動機的轉速設有5個擋位,分別為50、100、150、200、250 r/min,擋位通過飼喂裝置控制板上的電動機擋位控制旋鈕進行調節,試驗中以下料電動機轉速150 r/min為例進行試驗,分別設定不同的運行時間,把電動機運行時間與干料落料量相對應,得出落料量與電動機運行時間的關系,見圖8。由圖8可知,落料量與電動機運行時間呈正比關系,其正比例函數的關系擬合度為0.999 4。
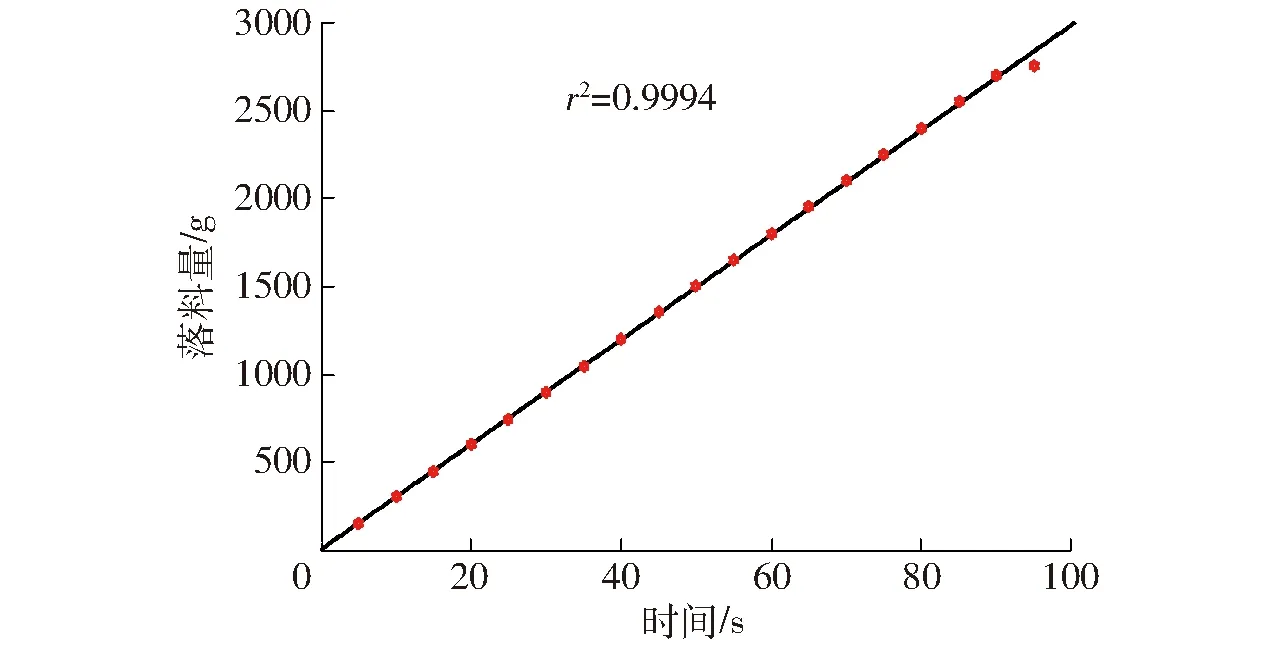
圖8 實際落料量與時間的關系Fig.8 Relationship between actual volume and time
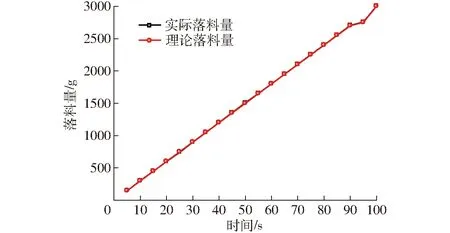
圖9 實際落料量與理論落料量的關系Fig.9 Relationship between actual amount and theoretical drop
通過試驗分析,實際落料量與理論落料量之間的關系如圖9所示。由圖9可知,仔豬自動精細飼喂系統實際落料量與理論落料量基本一致,其誤差小于5%。
為測定仔豬自動精細飼喂系統的下料量與螺旋裝置轉速之間的關系,分別測量轉速為50、100、150、200、250 r/min時的下料量,結果如圖10所示。
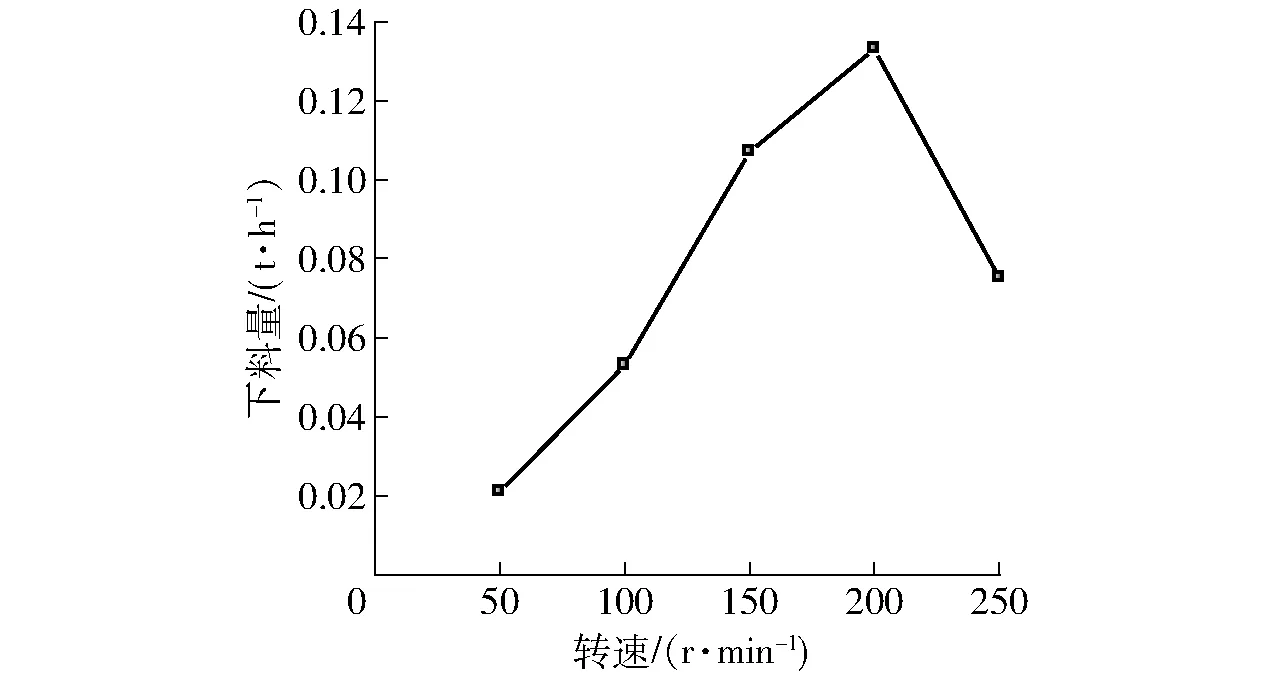
圖10 下料量與轉速之間關系曲線Fig.10 Relationship curve between material quantity and speed
由圖10可知,仔豬自動精細飼喂系統的下料量不是隨著螺旋裝置轉速的增加而無限增加,螺旋裝置的轉速從50 r/min增加到200 r/min時,隨著轉速的增加下料量增加,原因是螺旋裝置轉速較低時,飼料對螺旋裝置產生阻力;在轉速為200 r/min時達到最大,下料量為0.133 t/h;轉速大于200 r/min后隨著轉速的增加下料量減少,原因是轉速過大,飼料的離心力增大,飼料與壁之間的摩擦力增大。
4.2 飼喂系統飼喂試驗
在河南省伊川新大牧業發展有限公司對該系統進行了試驗,圖11為試驗現場圖。

圖11 飼喂系統試驗現場圖Fig.11 Experiment scene of feeding system
以該公司的仔豬為試驗對象,仔豬的斷奶日齡為21 d,斷奶時每頭仔豬的平均基礎體質量為6.5 kg,試驗所用飼料的主要成分有東北玉米、發酵豆粕、膨化大豆、進口果糖、巧克力粉、乳清粉、全脂奶粉、進口魚粉、礦物質、氨基酸、多種維生素、有機微量元素等,飼料的主要營養成分見表1。
對所選的90頭健康的斷奶仔豬進行試驗,把90頭仔豬隨機分成3組,每組30頭仔豬,把第1組仔豬命名為牛奶組,即用牛奶喂養仔豬,第2組命名為智能組,即用本文的自動精細飼喂系統喂養仔豬,第3組命名為商業組,即人工喂養,其中智能組和商業組用同種飼料喂養仔豬;對每組仔豬進行稱量求取每日的平均日增長量,得到3組仔豬的平均日增長量與時間的關系如圖12所示。
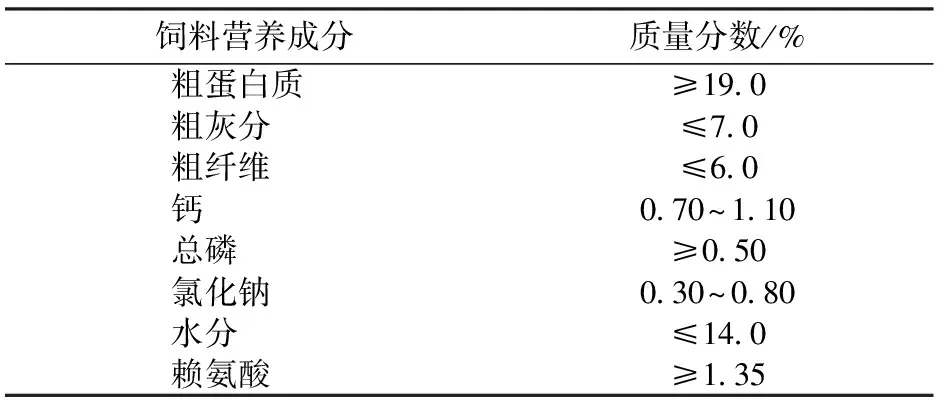
表1 飼料主要營養成分含量Tab.1 Feed nutrients
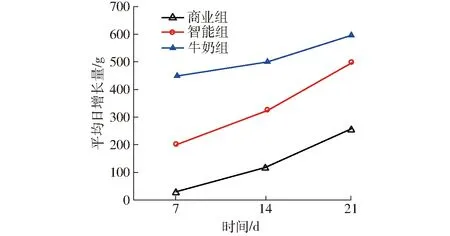
圖12 豬仔平均日增長量與時間關系曲線Fig.12 Relationship between average daily increment and time of piglets
由圖12可知,3組仔豬的平均日增長量都隨著飼養時間的增加而增加,智能組的平均日增長量大于商業組小于牛奶組,智能組與商業組的平均日增長量的變化趨勢大致相同,而隨著飼養時間的增加牛奶組日增長量逐漸緩慢。在仔豬剛斷奶時商業組的平均日增長量為35 g左右,是由仔豬不適應造成的,從整體上看,第2周與第3周智能組平均日增長量近似為商業組的2倍。
5 結論
(1)從飼喂裝置和軟件控制兩方面實現了仔豬自動精細飼喂系統的設計,系統運行穩定可靠。
(2)以下料電動機轉速150 r/min為例進行試驗,試驗結果表明:系統的落料量與電動機的運行時間成正比關系且擬合度為0.999 4;實際落料量與理論落料量基本一致,其誤差小于5%。
(3)測量轉速為50、100、150、200、250 r/min時的下料量,試驗結果表明,在轉速為200 r/min時下料量達到最大,為0.133 t/h。
(4)現場試驗表明:該系統喂養仔豬在第2周與第3周智能組平均日增長量近似為商業組的2倍,為仔豬智能化養殖提供了研究基礎。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32