離心泵殼鑄造凝固過程應力場模擬
2018-08-08 08:16:22楊繼偉劉寶惜范世超周文龍
中國鑄造裝備與技術 2018年4期
楊繼偉,劉寶惜,范世超,周文龍,郝 海
(1.大連華銳重工鑄鋼有限公司,遼寧大連 116035;2.大連理工大學,遼寧大連 116024)
在鑄造過程中,裂紋和變形是鑄鋼件尤其是大型鑄鋼件中普遍存在的鑄造缺陷,給工業生產造成了巨大損失。鑄造凝固過程中產生的熱應力是由于鑄件在冷卻過程中各部分冷卻不均勻,在同一時刻各部分收縮量不同,受阻礙而產生的。當最大應力超過鑄件在該溫度下的最大抗拉強度,而此時液態金屬的補縮又不充足時,可能導致鑄件產生變形或裂紋,局部殘余應力的存在可能導致零件使用壽命變短。因此,對鑄件凝固過程中進行熱應力數值模擬,可以有效研究和預測熱裂,為實際生產提供科學指導[1,2]。目前,應力場模擬以成熟的溫度場數值模擬技術作為基礎,對應力場分析時需要綜合運用流體流動、熱傳遞、材料高溫力學性能分析等技術[3]。ProCAST軟件對鑄造過程中的熱應力模擬主要分為固液兩相區的應力分布模擬和凝固以后的數值模擬兩部分,目前凝固過程中的應力數值模擬主要集中在凝固以后階段[4]。
本文以一種308L不銹鋼離心泵泵殼鑄件為例,利用ProCAST有限元鑄造模擬軟件對其鑄造過程進行數值模擬,研究了在應力場下澆注時間和澆注溫度對鑄件有效應力的影響,從而為確定最佳工藝方案,優化鑄造工藝參數,確保鑄件質量,縮短產品試制周期,降低生產成本提供科學依據。
1 數值模擬前處理
1.1 力學模型和熱學邊界條件
1.1.1 力學模型
目前熱應力數值模擬主要采用熱彈塑性模型,默認材料屈服前為彈性,屈服后為塑性,彈性模量與屈服應力是溫度的函數,且當材料接近熔點時,彈性模量與屈服應力均變為零。本文研究采用ProCAST軟件中提供的熱彈塑性模型。
熱應變增量包括溫度變化產生的收縮以及彈性模量和線膨脹系數隨溫度變化而引起的增量,可以表示為:

式中,T0是初始溫度;T是瞬時溫度;α是線膨脹系數。
塑性應變增量的大小和方向由流動準則確定:

式中,H′為材料的塑性硬化模量,可由簡單的拉伸曲線得到。由以上各式可得出熱彈塑性模型的本構方程:
1.1.2 熱學邊界條件
建立鑄件、型殼及環境相互之間的傳熱模型是對熔模鑄件凝固過程進行數值模擬的前提。澆注后,鑄件、鑄型和環境之間存在動態復雜的換熱過程:在鑄件、型殼及其二者之間的界面處,保溫氈、砂箱及其二者之間界面處,熱量(ΔQ)依靠熱傳導形式進行傳遞:

式中,h為界面換熱系數;T1和T2分別為界面兩側的溫度。在型殼表面,鑄件及砂箱表面與環境之間存在輻射和對流換熱,在鑄件冒口與環境之間也存在輻射和對流換熱過程:

式中,h1表示模殼或者砂箱等表面與環境的對流換熱系數;T表示模殼或者砂箱等表面的溫度;Ta表示環境溫度;ε表示輻射換熱系數;σ為斯蒂芬-玻爾茲曼常數[5]。
1.2 幾何模型建立及有限元網格劃分
所模擬的鑄件是大型離心泵泵殼,材質是308L鑄造不銹鋼,鑄件輪廓尺寸為2817mm×2235mm×1870mm,重量為 21.58t,壁厚大于80mm且不均勻。該鑄件工作環境較差,由于殼體結構復雜、壁厚不均勻,對鑄造工藝提出很高要求,要能夠保證鑄件沒有裂紋、縮孔和較大變形等缺陷[6]。本文采用三維建模軟件UG對鑄件進行三維實體造型,并通過prt格式軟件與ProCAST之間進行數據轉化[7]。鑄件采用開放型的底雨淋式澆注系統,鑄件三維實體造型如圖1所示。

圖1 三維有限元模型
因為鑄件為對稱結構,取1/2進行模擬。實體模型有限元體網格單元總數為751935個,節點總數為98490個,網格劃分結果如圖2。
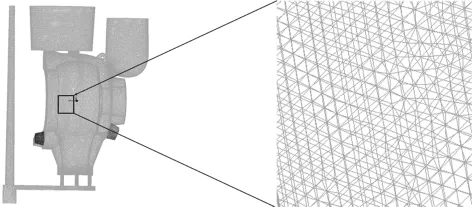
圖2 三維有限元網格劃分
1.3 材料參數設置
模擬鑄造過程需要大量材料熱物性參數和力學性能,這些材料參數值隨溫度的變化而變化,如果沒有準確的隨時間變化的函數關系,很難得到準確的模擬結果[8]。
鑄件材料為308L,熱物性參數主要來自Pro-CAST自帶的材料數據庫,其中比熱容和屈服強度由JMatPro分析軟件計算得到。鑄件與殼型之間界面換熱系數隨兩者溫度變化而不同,在溫度較高的初期達到一個峰值,隨后快速下降,因此較難測量。本文中選取鑄型材料為樹脂砂,采用均值常數來反映整個鑄造過程中的界面換熱情況。鑄型與鑄件之間的界面換熱系數為500W/(m2·K)[9];鑄件與冷鐵之間的界面換熱系數為1000W/(m2·K);冷鐵與鑄型之間的界面換熱為500W/(m2·K);澆注溫度初步設為1580℃[10]。采用重力鑄造,殼型應力類型為剛體,鑄件采用熱彈塑性模型。
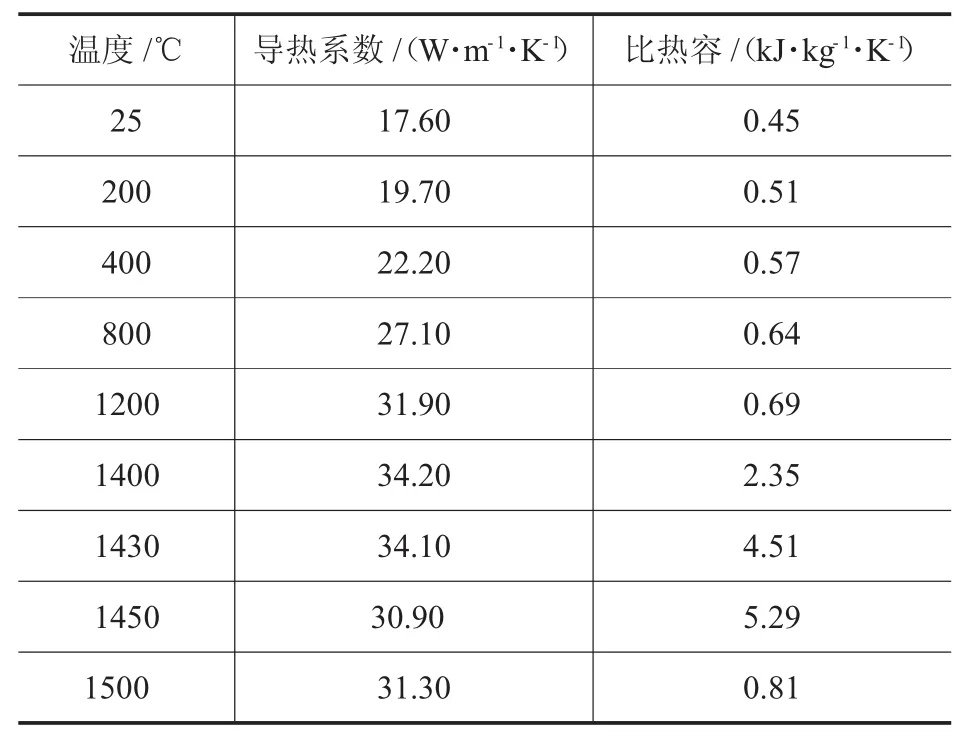
表1 308L的導熱系數和比熱容
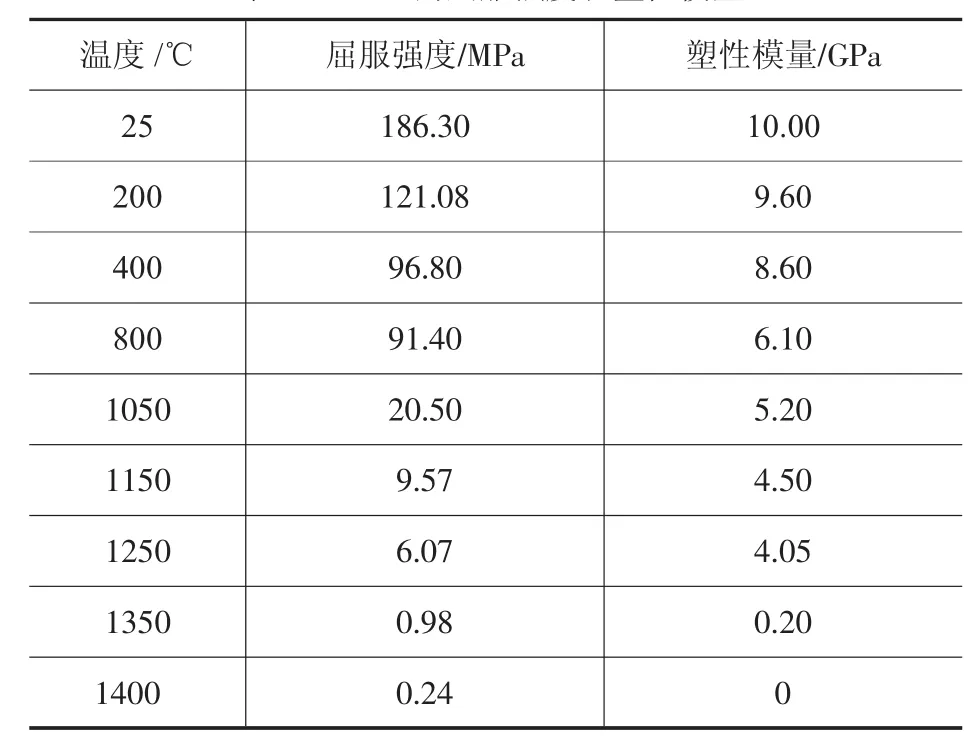
表2 308L的屈服強度和塑性模量
2 模擬試驗結果與分析
在收縮應力和熱應力作用下,當鑄件表面上的最大有效應力大于最大抗拉強度時,就會產生裂紋,本文研究分析從澆注開始至凝固結束時,不同澆注時間和澆注溫度對有效應力的影響,從而確定最優工藝路線。
2.1 澆注時間對應力場的影響
選取澆注溫度1580℃,以澆注時間分別為100s、120s、140s為模擬對象,圖3為不同澆鑄時間下,當凝固結束時的有效應力模擬效果圖。
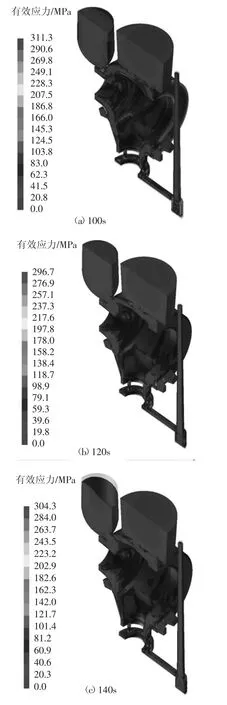
圖3 不同澆鑄時間下的有效應力分布
從圖3a中可以看出,澆鑄時間為100s時,在澆注過程中鑄件最大的有效應力為311.3MPa;從圖3b中可以看出,澆鑄時間為120s時,在澆注程中最大有效應力為296.7MPa;從圖3c中可以看出,澆鑄時間為140s時,在澆注過程中最大有效應力為304.3MPa。可以得到結論,澆注時間對于有效應力的影響較小。比較三種不同澆注時間下,澆注過程中的有效應力大小,可以看出120s方案中最大有效應力值較小。從凝固結束時的應力分布來看,120s方案和140s方案均比100s方案中的應力分布更為理想,因此選擇“快澆”的120s方案。初步分析得出澆注時間過短,充型速度過快,從而使金屬液產生較大的紊流現象,導致有效應力過大。
2.2 澆注溫度對應力場的影響
選取120s澆注方案,以澆注溫度分別為1530℃、1580℃和1630℃作為模擬對象分析鑄件上的等效應力,圖4為不同澆注溫度下的應力模擬效果圖。
從圖4a可以看出,澆注溫度為1530℃時,在澆注過程中鑄件最大有效應力為386.6MPa;從圖4b可以看出,當澆注溫度為1580℃時,在澆注過程中最大有效應力為296.7MPa;從圖4c可以看出,澆注溫度為1630℃時,在澆注過程中最大有效應力為258.0MPa。可以得出結論,澆注溫度對澆注過程中的有效應力的影響較大,且隨著澆注溫度的升高,最大有效應力呈下降趨勢。但從凝固結束后的有效應力分布來看,1530℃方案中鑄件的底部和1630℃方案中鑄件的側壁和底部均產生不同程度的應力集中,所以選取澆注溫度為1580℃為最佳方案。
2.3 熱裂位置預測
圖5是對可能熱裂的位置的預測,采用澆注時間120s,澆注溫度1580℃的最優工藝方案。可以看出,在整個澆注系統中,在直澆道處存在熱裂傾向。分析可知,靠近澆口的鑄件部分溫度較高,凝固速度比較慢,在凝固階段末段容易形成強度比較低的薄弱區,從而形成熱裂紋。但在鑄件主體部位上沒有出現熱裂傾向。
參考如上工藝,即:底注,澆注時間120s,澆注溫度1580℃,得到了無明顯缺陷的泵殼鑄件,如圖6所示。
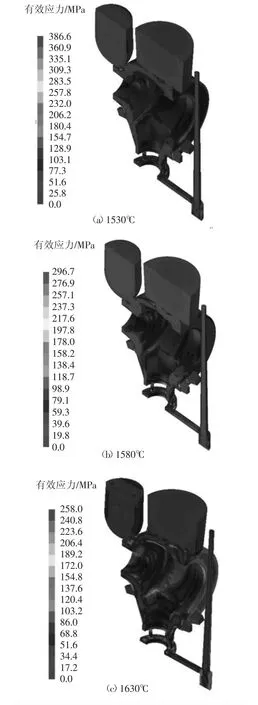
圖4 不同澆注溫度下的有效應力分布
3 結論
(1)澆注時間對鑄件的有效應力影響較小,在澆注過程中,100s方案最大有效應力較大,140s方案次之,120s方案最小且應力分布較為合理。
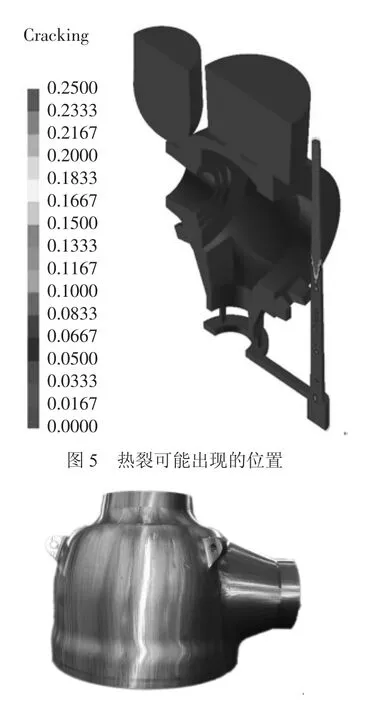
圖6 泵殼鑄件實體照片
(2)澆注溫度對鑄件的有效應力影響顯著,適當的增加澆注溫度,有利于減小鑄件的有效應力。三種方案中,澆注溫度為1580℃時,鑄件的有效應力分布較為理想且不會出現應力集中現象。
(3)采用澆注時間為120s,澆注溫度為1580℃最優方案時,鑄件主體部分未出現熱裂傾向。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19
新聞傳播(2015年11期)2015-07-18 11:15:04
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
