波紋板自動焊接機器人系統
2018-08-09 02:49:24劉常
中國設備工程 2018年14期
關鍵詞:焊縫
劉常
(青島杰瑞工控技術有限公司,山東 青島 266061)
由于波紋板比較薄,在焊接前形狀不能很好的保持,所以每次焊接的焊接軌跡都是不同的。這就需要一種方法來檢測軌跡,并指導機器人各個運動軸的運動和配合。要實現這種功能目前主要有電磁感應、超聲傳感、浮動接觸、電弧跟蹤、電弧感應、激光測距等方法。在浮動接觸中有一種滾輪接觸法,是當機器人在沿X軸行走時,由滾輪壓在板面上,帶動焊槍被動的沿波紋起伏。除上述滾輪接觸法外,其余的形式均需要對焊縫信息進行采集,然后由機器人根據采集到的軌跡進行主動式動作,來實現沿焊縫軌跡的焊接。此種焊接的實現形式可以稱為焊縫跟蹤,焊縫跟蹤的關鍵是對焊縫信息的采集是否準確可靠。
電磁感應式,是通過兩個變壓器共用一側線圈,根據輸出電壓的差值來反應偏差信號的。該種方法距離要求較近,在波紋板搭接、錯邊處容易出現誤判,并且在焊接時產生的強磁場會對其進行干擾。超聲傳感式,是采用了超聲波可以在金屬中傳播,并在界面處會發生反射這一現象,通過獲取反射波的時間來計算界面位置的方法。這種方法主要限制在于超聲設備體積較大,設計起來結構復雜,而且對于薄板不能很好的進行探測。浮動接觸式,浮動結構是由滾輪和彈簧組成的,滾輪在波紋上行走時引起了機械結構的起伏,傳感器將機械運動轉化成了軌跡信息。該方法成本低廉,結構耐用,可是跟蹤精度低、響應差,只能對變化較大的波紋板進行焊接。電弧跟蹤式,是機器視覺的一種,通過相機對焊接過程進行拍攝,識別出的焊槍電弧的偏差,以此調節焊搶的位置,主要是對焊接過程形成閉環控制,對于軌跡變化較大的波紋板難以適用。電弧感應式,是使電弧在焊接坡口中橫向擺動,通過檢測電弧電流參數等的變化來獲取焊接位置的方法,該方法對于行進路線上有波動的結構并不適用。激光測距式也屬于機器視覺的一種,是將激光二極管發射的光點經光闌或掃描棱鏡射到波紋板和邊梁上,形成激光線或掃描激光線,然后相機利用光學三角法對激光的反射光進行成像,測得距光點的距離,進而計算出焊接軌跡的偏差值。在激光測距時主要的不利因素是焊接產生的弧光和煙氣,可以通過選擇光源或進行物理隔離的方法來減少干擾,光源方面主要是在頻率和強度上來進行調整。綜上分析,激光測距是在波紋板焊接中較為穩定準確的焊縫信息提取方法,本系統中激光跟蹤器安裝在焊槍運行方向的前端,并采用擋板對強光進行物理隔離。
在通訊時,相較于模擬量輸出的形式,串口RS-232輸出的數據平滑性更好,受干擾少,所以本系統中采用串口RS-232的形式做跟蹤器與運動控制器的通訊。激光跟蹤器需要在接收到測量指令后進行測量,設測量指令發送的時間間隔為t,考慮到激光跟蹤器對指令的響應速度和串口RS-232的通訊時間,依據串口的波特率和傳輸的數據格式估算,t的設定值需要大于30ms。但當采集間隔大于0.1s后,焊槍會產生比較大的抖動,所以測量指令需由時鐘精度更高的運動控制器來發送。激光跟蹤器控制器收到測量指令后對數據進行采集和處理,再發送給運動控制器。設從運動控制器發出測量指令到收到回復的時間間隔為t1,其通訊流程如圖1。
在實際應用時可能出現收到的字符串格式順序不正常的情況,如激光跟蹤器控制器按照A、B、C的順序發送結果,運動控制器收到的卻是B、A、C的順序。當這種情況發生時,先記數為C1,然后再次發送測量指令,等待3ms后再次讀出數據,如果數據正確則將記數清零。如果數據仍是錯誤的,要按照上面方式繼續執行,當發生的錯誤次數等于指令發送周期和讀取間隔的比時,則為C2開始記數。然后將當前的數據用前一個測量值進行替換,替換后為C3開始記數。設定當C3記數大于某一數值,還沒有得到正常的格式順序時,則發出警報停止工作,其程序流程如圖2。
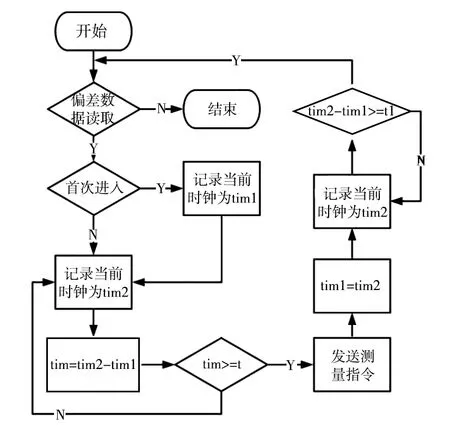
圖1 通訊流程圖
在正式開始焊接之前需要進行焊接試驗,第一步機器人沿X軸將激光線移動到焊接起始位置;第二步,機器人沿X軸采集焊縫信息,直到焊槍運動到X軸焊接位置后停止;第三步,手動調整Y軸、Z軸,使焊槍到焊接位置,打開焊槍,隨后Y軸、Z軸根據偏差數據運動至X軸終點,關閉焊槍,Y軸、Z軸回到安全位置。在前兩步中,為了防止機器人在運行時撞槍,要先檢查焊槍是否在安全位置。激光跟蹤器從起點開始掃描,并記錄掃描數據,此時X軸運行采用的是位置-時間模式,為的是使測量結果均勻準確。第三步中調整好焊槍后要在系統中記錄下來。焊接時激光跟蹤器繼續采集數據,焊槍按照前段的掃描數據和新掃描的數據在Y軸和Z軸上以位置-時間模式運動。位置-時間模式是機器人運動控制器中控制各個軸運動的一種方式,能夠實現對到達位置和運行速度兩個參數的規劃,其位置的設置是相對于起點的位置,時間也是相對于起點的時間。
正式生產更換波紋板后,新波紋板的起始位置不可能都和試驗用的波紋板完全相同。因此更換后的波紋板以試驗用板的起點作為起點時,會出現對不準焊縫的情況,如果焊縫的起點不能對準,那么按照位置-時間模式運動時,Y軸、Z軸也會出現對不準焊縫的情況。為避免出現上述問題,可以在更換波紋板后每次都對起點進行校準,但如果能將校準起點的步驟省略,則可以大幅提高生產效率。
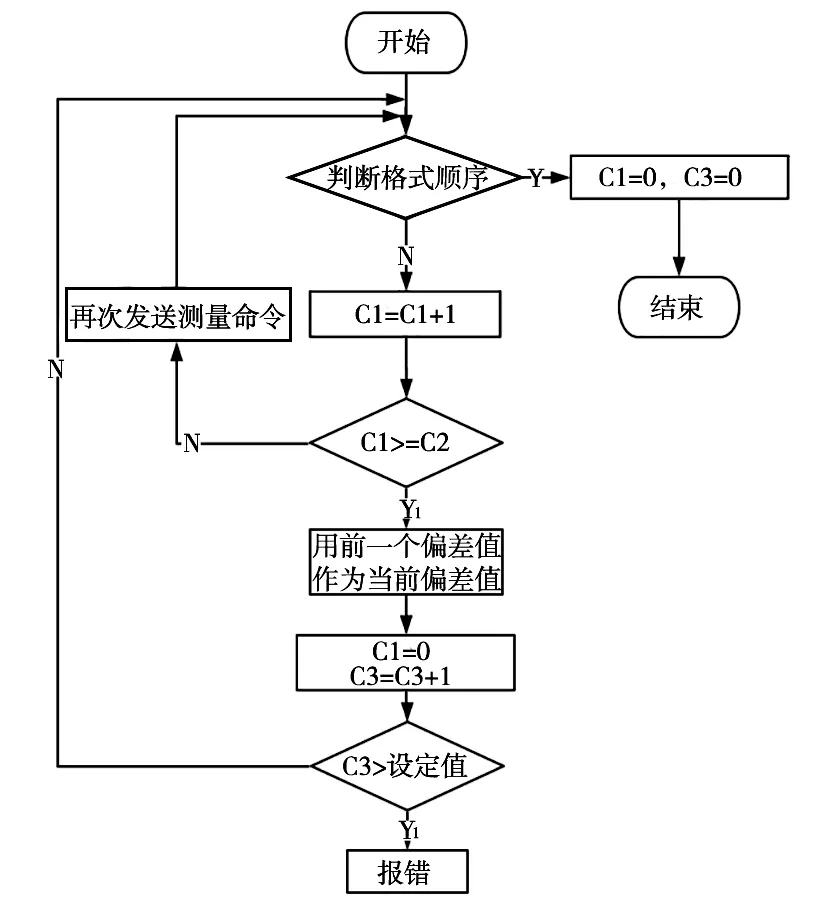
圖2 格式判斷流程圖
根據位置-時間模式的工作原理,焊接時偏移數據是以焊接起點為參考目標的,每次更換波紋板后只要能將起點位置和焊縫對準,那么在焊接過程中焊槍軌跡就可以對準波紋焊縫。要實現上述功能,需要將試驗用波紋板的焊接起點位置偏差信息記為Y1、Z1,更換波紋板后在將在新板起點時掃描到位置偏差信息記為Y2、Z2,那么Y2-Y1和Z2-Z1就是兩塊板之間起點位置的偏差。每次換板后將此偏差加到試驗時起點Y軸和Z軸的位置上,焊槍即可找到新波紋板的起點位置。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
