高精度軸類零件加工誤差補(bǔ)償技術(shù)研究
2018-08-09 02:49:28于陽
中國設(shè)備工程 2018年14期
關(guān)鍵詞:模型
于陽
(中山市中等專業(yè)學(xué)校,廣東 中山 528458)
1 微動(dòng)刀架
1.1 設(shè)計(jì)要求
機(jī)床的幾何精度主要取決于兩個(gè)方向,分別是非誤差敏感方向、誤差敏感方向。由于機(jī)床幾何精度較高,所以只需要補(bǔ)償誤差敏感方向幾何精度,換言之,要想確保生產(chǎn)零件具有較好的精度,需要補(bǔ)償Z軸X向以及X軸B角。如果新機(jī)床誤差值在4.91μm左右,且大直徑軸類零件誤差定位為5μm,則刀架補(bǔ)償行程應(yīng)是9μm。刀架剛度不僅要符合切削精度的需求,還應(yīng)符合頻響需求。首先,在切削精度方面,如果基于超聲振動(dòng)的環(huán)境,刀架切削力為1N,形變最大值應(yīng)小于0.1μm,表明刀架剛度值應(yīng)在9N/μm以上;其次,在固有頻率方面,刀架固有頻率需要介于超聲振頻與機(jī)床振頻之間,假設(shè)機(jī)床振頻是2kHz,超聲振頻是19kHz,則刀架的一階頻響應(yīng)在2kHz以上,而六階頻響最大值不能超過19kHz。
1.2 微進(jìn)給驅(qū)動(dòng)
微進(jìn)給機(jī)構(gòu)以微進(jìn)給驅(qū)動(dòng)為核心,微進(jìn)給驅(qū)動(dòng)對(duì)該機(jī)構(gòu)性能有著較大影響,還會(huì)影響該機(jī)構(gòu)的性能參數(shù)。因此,要想確保微進(jìn)給刀架符合設(shè)計(jì)要求,必須選擇適宜的微進(jìn)給驅(qū)動(dòng)。選取壓電陶瓷充當(dāng)微進(jìn)給驅(qū)動(dòng),可以確保刀架具有良好的頻響、剛度以及精度,本文以壓電陶瓷為例。該壓電陶瓷的具體參數(shù)見表1。
1.3 導(dǎo)向機(jī)構(gòu)
壓電陶瓷在生產(chǎn)輸入位移信號(hào)過程中,需要一個(gè)導(dǎo)向結(jié)構(gòu)對(duì)信號(hào)進(jìn)行定向輸出,該機(jī)構(gòu)必須具有較高分辨率、良好線性度以及高精度等優(yōu)點(diǎn),這樣才能確保微進(jìn)給具有快、準(zhǔn)、穩(wěn)特性。常見的導(dǎo)向結(jié)構(gòu)有四個(gè),分別為滾動(dòng)導(dǎo)軌、氣浮導(dǎo)軌、滑動(dòng)導(dǎo)軌、柔性支持。滾動(dòng)導(dǎo)軌穩(wěn)定性能較差,易引發(fā)振蕩;氣浮導(dǎo)軌位移緩慢,也極易引發(fā)振蕩;滑動(dòng)導(dǎo)軌位移緩慢,經(jīng)過摩擦?xí)a(chǎn)生大量熱能,在很大程度上制約了精度;柔性支撐位移較快、高分辨率,可以實(shí)現(xiàn)無間隙傳動(dòng)。本文以柔性支撐為微進(jìn)給結(jié)構(gòu)。
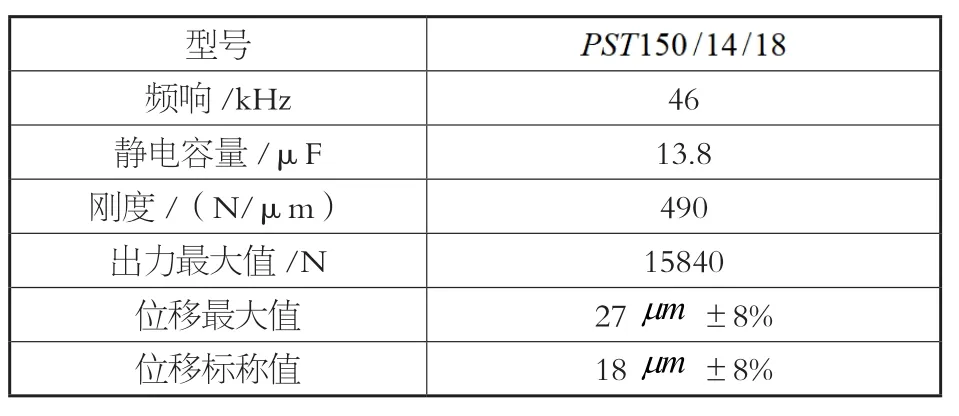
表1 壓電陶瓷的具體參數(shù)
2 微動(dòng)刀架的控制系統(tǒng)
2.1 壓電陶瓷所具備的特性
首先,遲滯性。壓電陶瓷是一種鐵電體,其居里溫度要小于室溫,內(nèi)部電場(chǎng)穩(wěn)定性較差,易受到外界電場(chǎng)的影響,由此衍生位移輸出,即逆壓電效應(yīng),應(yīng)變公式:,s表示應(yīng)變,E表示電場(chǎng)強(qiáng)度,d表示電壓常數(shù),m表示電致的伸縮系數(shù)。壓電陶瓷的組分是晶格,晶格會(huì)隨著電場(chǎng)變化而變化,在變化過程中,由于內(nèi)在阻力的作用,會(huì)引發(fā)遲滯現(xiàn)象。其次,蠕變性。經(jīng)過加壓處理后,壓電陶瓷的壓值還會(huì)具有一定的波動(dòng)情況,需要一定的時(shí)間,才能逐漸趨于穩(wěn)定,主要原因是基于外在電場(chǎng)的作用,晶格會(huì)產(chǎn)生內(nèi)摩擦力,導(dǎo)致壓電陶瓷無法瞬間極化。由此可見,其具有蠕變性。
2.2 控制方案
首先,遲滯性控制方案。可以選擇開環(huán)控制手段,構(gòu)建一個(gè)相應(yīng)模型,這樣不僅可以對(duì)壓電陶瓷的遲滯性進(jìn)行實(shí)時(shí)控制,還可以確保控制精度。現(xiàn)階段,已有6種控制模型,一是多項(xiàng)式擬合,這種模型是擬合遲滯模型的小環(huán)與大環(huán),具有較好的精度,計(jì)算具有一定的快捷性,較適宜在線計(jì)算;二是Dahl,這種模型具有繁多的參數(shù),很難對(duì)其進(jìn)行有效控制;三是Duhem,該模型難以實(shí)施逆控制;四是Bouc-Wen,該模型可以對(duì)遲滯現(xiàn)象進(jìn)行準(zhǔn)確描述,不過要想確保其設(shè)計(jì)參數(shù)具有準(zhǔn)確性,必須掌握初始值,因此,其準(zhǔn)確值會(huì)受到初始參數(shù)準(zhǔn)確率的制約;五是Maxwell,相較其他模型而言,在階數(shù)相同的情況下,該模型具有良好的控制精度,但其控制單元系數(shù)具有較強(qiáng)的復(fù)雜性,難以明確控制算法;六是,該模型采用雙重積分進(jìn)行計(jì)算,解析式具有較強(qiáng)的復(fù)雜性,且計(jì)算過程繁多,不符合在線計(jì)算要求,該模型通過等效作用,可以把遲滯模型轉(zhuǎn)換為多個(gè)無質(zhì)量、且?guī)ё枘岬幕瑝K彈簧系統(tǒng),從而促使單元數(shù)量得以提升。多項(xiàng)擬合具有實(shí)時(shí)控制的效能,符合在線計(jì)算要求。優(yōu)于擬合對(duì)象為單一象限的環(huán),難以保證精度,因此,本文利用該模型擬合全象限大環(huán)。擬合模型如圖1。
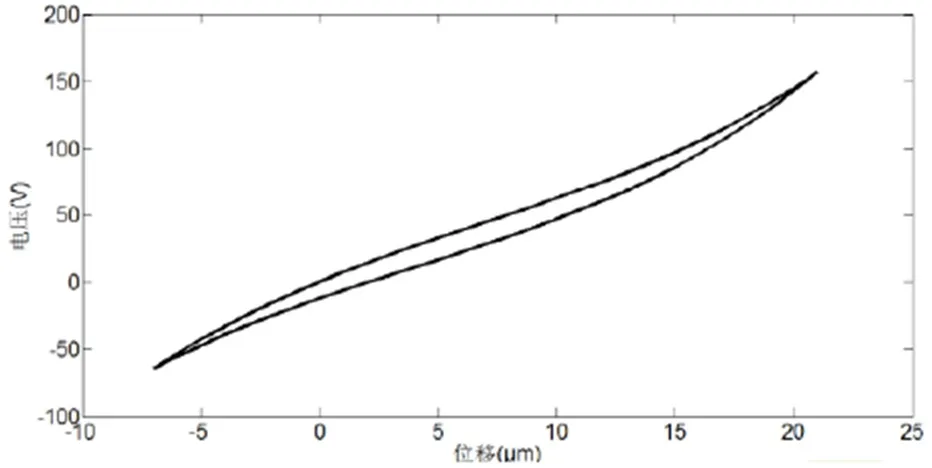
圖1 全象限大環(huán)擬合模型
3 在位檢測(cè)以及補(bǔ)償系統(tǒng)分析
3.1 直徑誤差
本文以相對(duì)測(cè)量法對(duì)軸類零件直徑誤差進(jìn)行檢測(cè),在位檢測(cè)裝置需要具有良好的重復(fù)性精度。在車床三爪卡盤上固定住工件,移動(dòng)量具的兩側(cè)邊框,將其置于工件上部,對(duì)中V型面,然后將兩側(cè)旋鈕旋緊,確保其具有良好的穩(wěn)定性。粗調(diào)旋鈕是處于粘合狀態(tài),因此,無法對(duì)其進(jìn)行粗調(diào),生產(chǎn)人員可以對(duì)帶有棘輪的旋鈕進(jìn)行微調(diào),該旋鈕屬于精調(diào)旋鈕,旋鈕發(fā)出特定聲響時(shí),便停止測(cè)量。完成數(shù)據(jù)記錄作業(yè)后,旋回精調(diào)旋鈕,然后再進(jìn)行測(cè)量,多次反復(fù)后,對(duì)首次測(cè)量值與反復(fù)測(cè)量值進(jìn)行偏差計(jì)算,偏差最大值便是測(cè)量精度。經(jīng)過實(shí)驗(yàn),測(cè)量最大偏差為 0.15μm ,由此可知,直徑測(cè)量的重復(fù)測(cè)量精度是0.15μm ,符合軸類零件加工的精度測(cè)量要求。
3.2 微動(dòng)補(bǔ)償?shù)都?/h3>

(2)模態(tài)。選擇激振測(cè)頻法進(jìn)行模態(tài)實(shí)驗(yàn),基于固有頻率的實(shí)驗(yàn)原理,對(duì)實(shí)驗(yàn)儀器進(jìn)行連接,力錘的差異導(dǎo)致錘頭激勵(lì)信號(hào)也具有一定的差異性。因此,實(shí)驗(yàn)人員應(yīng)結(jié)合上述模擬結(jié)果,對(duì)力錘錘頭進(jìn)行合理選擇,然后順著一階頻響的振動(dòng)方向粘貼加速傳感器,并用力捶對(duì)微動(dòng)刀架進(jìn)行輕敲。這時(shí)測(cè)試儀便會(huì)根據(jù)微動(dòng)刀架的頻響確定其振型,然后將PZT裝置于刀架上,并施加一定的預(yù)緊力。重復(fù)上述作業(yè)內(nèi)容,便可以確定刀架的固有頻率。在預(yù)緊前期對(duì)刀架的固有頻率進(jìn)行測(cè)定,值為1480Hz,經(jīng)過預(yù)警后測(cè)定,值為1820Hz。由此可見,刀架頻率介于機(jī)床共振率與超聲振頻率之間,符合軸類零件的加工需求。
(3)精度定位。利用激光干涉儀檢測(cè)刀架的精度定位,實(shí)驗(yàn)儀器全部連接完畢后,對(duì)其進(jìn)行預(yù)熱處理,預(yù)熱時(shí)長控制在30分鐘左右,然后利用上位機(jī)控制微動(dòng)刀架,為精度定位的間隔值,并記錄檢測(cè)數(shù)據(jù)。通過分析檢測(cè)數(shù)據(jù)可知,精度定位的誤差值為,行程是,符合軸類零件的加工需求。
(4)動(dòng)態(tài)響應(yīng)的特性。在對(duì)實(shí)驗(yàn)儀器進(jìn)行連接以及預(yù)熱處理后,將壓電陶瓷的電源頻率調(diào)至最小,然后加載正弦激勵(lì)信號(hào),直到電源頻率升至最大值,利用型號(hào)為的傳感器對(duì)位移信號(hào)進(jìn)行輸出處理,數(shù)據(jù)采集卡會(huì)收集輸出信號(hào),并記錄其對(duì)應(yīng)的各個(gè)頻率的幅值,通過分析幅值可知,壓電陶瓷所輸入的信號(hào)呈現(xiàn)為半波正弦形態(tài),輸出位移信號(hào)并不具有良好的穩(wěn)定性,不利于系統(tǒng)穩(wěn)定。此時(shí)可以逐漸加大正弦波的輸入頻率,但最大頻率值應(yīng)在200Hz以內(nèi),這時(shí)可發(fā)現(xiàn)微動(dòng)刀架幅值具有良好的穩(wěn)定性,即使激勵(lì)信號(hào)高達(dá)200Hz,其所輸出的位移信號(hào)仍具有良好的真實(shí)性以及精確性,符合軸類零件加工需求。
4 結(jié)語
本文通過建模實(shí)驗(yàn),測(cè)定了微動(dòng)刀架的精度定位、動(dòng)態(tài)響應(yīng)、行程、固有頻率、剛度,并分析了在位檢測(cè)裝置精度定位的重復(fù)性能,確定了基于微動(dòng)刀架而設(shè)計(jì)的補(bǔ)償系統(tǒng)以及在位檢測(cè)裝置可以確保軸類零件實(shí)現(xiàn)高精度加工與生產(chǎn)。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
