基于磁導率無損檢測傳感器的試驗設計研究
2018-08-16 14:17:04任仙芝任尚坤樊清泉
中國測試 2018年7期
任仙芝, 任尚坤, 樊清泉
(南昌航空大學 無損檢測技術教育部重點實驗室,江西 南昌 330063)
0 引 言
磁導率檢測技術是一種依據磁導率的變化檢測鐵磁試件應力集中狀態和疲勞損傷程度的無損檢測方法,可實現對工業構件的質量評價[1-2]。其中,檢測傳感器的性能決定磁導率檢測方法的靈敏度和檢測質量[3]。對磁導率檢測技術而言,影響其檢測傳感器性能的因素有很多,例如,磁芯的選擇、線圈纏繞方式以及漆包線的選擇等[4-5]。同時,由于磁導率檢測技術的檢測傳感器需要饋入激勵信號,那么激勵信號的參數設置,包括激勵信號波形、信號幅值和激勵信號頻率等,都會影響到整個檢測系統檢測準確度[6-7]。
選用高靈敏度的檢測傳感器能夠使試驗數據更加穩定,試驗結果更有說服力,并且在檢測疲勞損傷、應力集中、熱處理質量等微觀缺陷時效果更加明顯[8-10]。目前對疲勞損傷、應力集中、熱處理質量等微觀缺陷的評價方法有電鏡分析法、射線衍射成像法、硬度檢測法等,但都存在檢測過程復雜、費時費力、成本較高等問題,檢測靈敏度和準確性都有待于進一步提高[11-12]。龍飛飛等[13]將磁記憶檢測技術應用到熱處理的質量評價中,采用了普通漏磁場作為檢測信號,成功證明了其方法的可行性。劉美全等[14]從微磁學的觀點,研究分析了材料的微觀結構組織與磁性的關系。其他還未見類似的研究報道。本文采用磁導率檢測技術建立關鍵參數(激勵頻率、激勵電壓幅值、線圈匝數、線圈繞線截面積)與檢測靈敏度的關系模型,從檢測信號和激勵信號兩個方面對檢測傳感器系統進行優化,將對工程中鐵磁構件的應力集中、疲勞損傷或熱處理等微觀缺陷的檢驗具有一定的指導意義。
1 檢測信號與磁導率的關系分析
磁導率檢測技術的理論基礎是微觀力磁效應和電磁感應原理。當通入交變信號的檢測探頭靠近被檢鐵磁工件時,探頭與被檢鐵磁工件就構成了一個閉合的磁回路。當鐵磁試件內部存在應力集中和疲勞損傷時,根據勵磁效應,閉合磁回路中的磁通穿過該部位,磁通密度就會改變。鐵磁試件的微分磁導率產生的變化導致了檢測探頭內部磁通密度的變化。根據電磁感應原理,檢測線圈的輸出信號會隨著磁芯內部磁通密度的變化而變化,從而實現對鐵磁試件應力集中和疲勞損傷的檢測。檢測探頭結構如圖1所示。
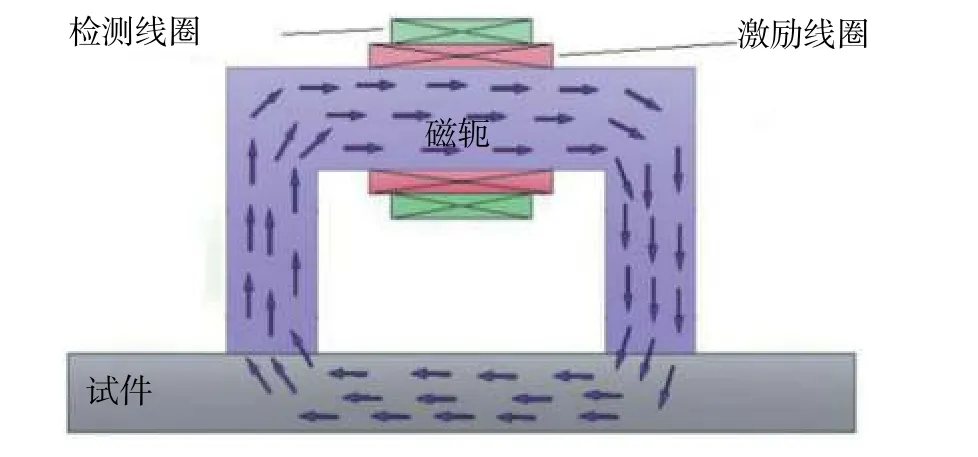
圖1 傳感器結構示意圖
圖中所示的磁導率檢測傳感器結構圖中,根據基爾霍夫磁路第一定律和第二定律,磁軛中磁通密度的變化率能反映待測試件初始磁導率的變化,而且對待測試件初始磁導率的測量具有較高的檢測準確度。同時磁軛中磁通密度的變化率可通過檢測線圈輸出感應信號。
依據磁路歐姆定律:

式中:i——磁軛的電流線密度;
Φ——磁通量;
Rm——全磁路磁阻,Rm包括Rm外和Rm內分別為磁回路中磁軛磁阻和磁回路被測試件磁阻。
則有:

式中:μ——被測試件的磁導率;
L——被測試件區域長度;
S——被測試件的平均等效截面積。
麥克斯韋第二方程為

磁通密度為

依據式(3)、式(4),可得到感應輸出信號為
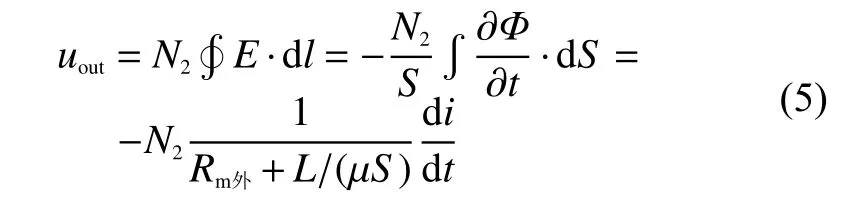
其中N2為檢測線圈匝數。

其中a和b為常數,可根據測量數據確定。
依據試驗數據,設μ取1和500時,檢測信號分別為1.2 V和3.5 V,則可得到關系式uout=3.51μ/(μ+1.93)。對于確定的檢測系統和具體的檢測構件,在弱磁的磁化條件下,磁導率為確定值,微分磁導率即為磁導率。可見,檢測信號μ與待測試件密切相關,檢測信號可直接反映待測試件的微分磁導率,進而反映鐵磁構件的內部結構狀態。
2 傳感器參數優化的試驗分析
2.1 試驗平臺的搭建
所構建的試驗平臺主要包括以下部分:任意波發生器、被測鋼板、U型磁軛、激勵線圈、檢測線圈、電壓表、電流表、帶通濾波及信號處理電路。選用45號鋼板作為試驗對象,外形尺寸為560 mm×150 mm×10 mm。U型磁軛選擇高磁導率的錳鋅鐵氧體材料,其外形尺寸為58 mm×13 mm×33 mm。在U型磁軛梁部纏繞激勵線圈形成偏置磁化的磁路,在磁軛極靴上纏繞檢測線圈用以檢測信號值。其中,檢測線圈采用雙線圈對稱性結構,兩組線圈之間串聯構成,線圈采用一定繞線截面積的漆包線,各在骨架上繞制相應的匝數,分別對稱安裝于U型磁軛上的兩個極靴上。本文選用正弦波作為電壓激勵源進行試驗,激勵信號由任意波形發生器DG4000產生,利用示波器讀取檢測線圈上的拾取信號的峰峰值。
試驗中選取兩個回路:鐵磁回路和空氣回路。當探頭放在鐵磁試件上,由磁芯和鐵磁試件構成的閉合磁路為鐵磁回路;移去待檢鐵磁構件,由探頭磁芯和空氣環境構成的閉合回路為空氣回路。鐵磁回路與空氣回路的檢測信號之差定義為檢測技術的靈敏度。
2.2 交流激勵電壓頻率f與檢測靈敏度的關系模型
設激勵線圈和檢測線圈均為400匝,線圈繞線線徑為0.15 mm,激勵線圈通入5 V的正弦交流電壓,鐵磁回路和空氣回路及其差值(檢測靈敏度)隨激勵頻率的關系如圖2所示。由圖可知,在一定激勵頻率范圍內,鐵磁回路和空氣回路檢測信號都隨激勵頻率的增加而增加,但增加的速率不同。鐵磁回路和空氣回路檢測信號之差(檢測靈敏度)隨頻率的增大先增加后減小,存在一極值,即為該檢測探頭的最佳頻率。

圖2 檢測靈敏度隨頻率的變化曲線
2.3 交流激勵電壓U與檢測靈敏度的關系模型
檢測靈敏度與激勵電壓有關,不同激勵電壓下檢測靈敏度隨頻率變化曲線如圖3所示。由圖可知,檢測靈敏度隨激勵電壓的增加而升高,激勵頻率為300 Hz左右時,檢測靈敏度最大,也就是檢測靈敏度最大的激勵頻率(最佳頻率)。最佳頻率不隨交流激勵電壓變化而變化。

圖3 不同激勵電壓下,檢測靈敏度隨頻率的變化曲線
圖4為在最佳激勵頻率f=300 Hz條件下,檢測靈敏度隨交流激勵電壓的變化關系。由圖可知,檢測靈敏度隨交流激勵電壓增加呈線性上升趨勢,并且單位交流電壓下的靈敏度幾乎相同。但在實際試驗中,激勵電壓過大,會提高檢測信號電平,噪聲信號增加,發熱。噪聲信號表示檢測均勻鐵磁試件時信號漲落的方均根。所以當選用的探頭兩線圈均為400匝時,可選用U=5 V、f=300 Hz的交流電壓源作為鐵磁材料磁導率檢測的激勵源。
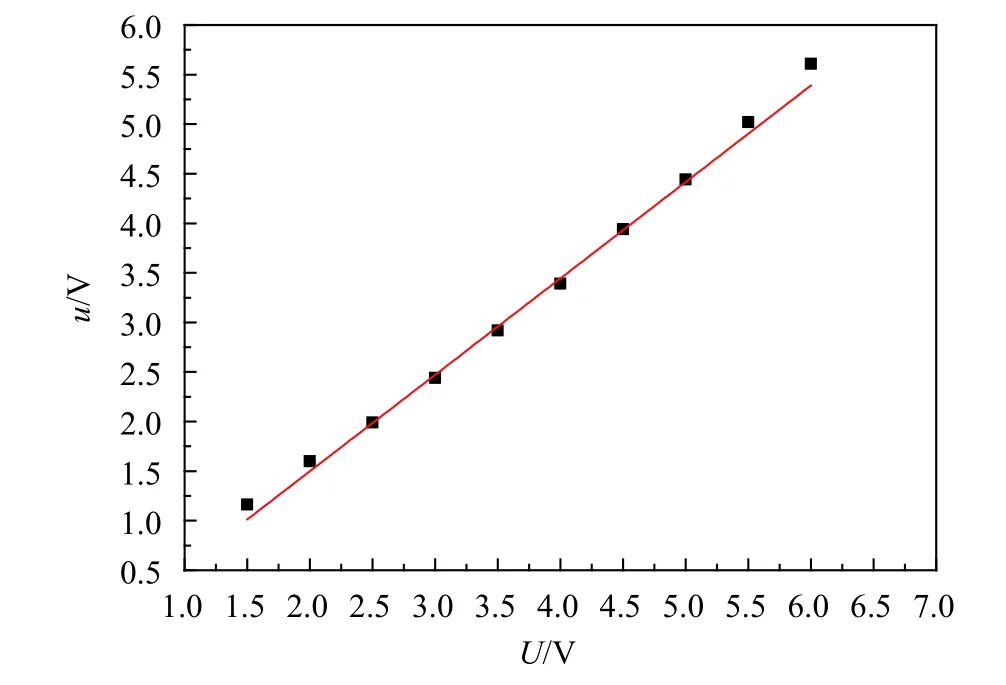
圖4 檢測靈敏度(最佳頻率處)隨交流激勵電壓的變化曲線
2.4 線圈匝數N與檢測靈敏度的關系模型
2.4.1 激勵線圈匝數與檢測靈敏度的關系
保持檢測線圈匝數為400匝,激勵電壓U=5 V,激勵頻率f=300 Hz,試驗研究了檢測靈敏度與激勵線圈匝數的關系,如圖5所示。在一定激勵線圈匝數范圍內,增加激勵線圈匝數,檢測靈敏度呈現先升高后降低的趨勢。檢測靈敏度存在一極大值,存在一最優的激勵線圈匝數。激勵電流匝數對檢測信號的影響包含3方面的因素:1)激勵線圈匝數增加,產生的磁場強度線性增加,導致檢測信號增加;2)激勵線圈匝數增加,線圈阻抗增加,激勵電流減少,產生的磁場強度減小,導致檢測信號減小;3)最佳激勵頻率的偏差導致的檢測信號的變化。激勵線圈Ne=300時檢測靈敏度最高可能是由f=300 Hz決定的。
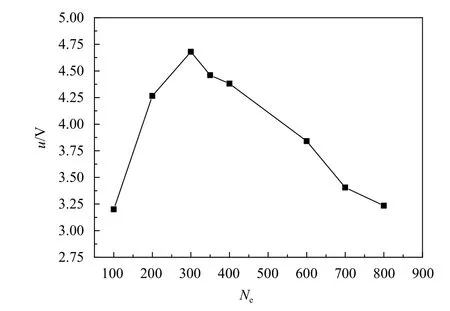
圖5 檢測靈敏度隨激勵線圈匝數的變化曲線
2.4.2 檢測線圈匝數與檢測靈敏度的關系
保持激勵線圈匝數為400匝,激勵電壓U=5 V,激勵頻率f=300 Hz,試驗研究了檢測靈敏度與檢測線圈匝數的關系,如圖6所示。由圖可知,在一定檢測線圈匝數范圍內,增加檢測線圈匝數,檢測靈敏度呈現線性升高趨勢。
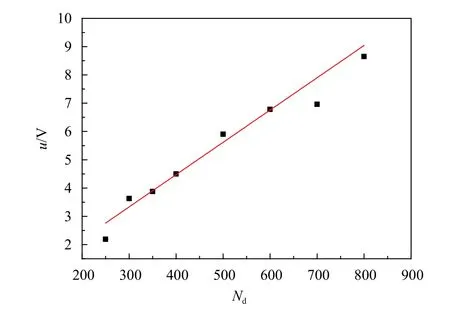
圖6 檢測靈敏度隨檢測線圈匝數的變化曲線
2.5 線圈繞線截面積與檢測靈敏度的關系模型
2.5.1 激勵線圈繞線截面積與檢測靈敏度的關系
保持激勵線圈和檢測線圈匝數分別為300匝、400匝,檢測線圈繞線截面積為0.017 66 mm2,激勵電壓U=5 V。激勵線圈繞線截面積分別為0.017 66 ,0.031 4 ,0.062 8 mm2。試驗研究了3種不同激勵線圈繞線截面積下檢測靈敏度隨頻率的變化關系,如圖7所示。增加激勵線圈繞線截面積,最佳頻率不變,檢測靈敏度稍有升高。這是因為增加激勵線圈繞線截面積,激勵線圈電阻減小,激勵線圈電流增加,產生的磁場強度增強,使得傳感器檢測靈敏度升高。因此,在試驗中可以選擇繞線截面積較大(S3)的導線繞制激勵線圈。
2.5.2 檢測線圈繞線截面積與檢測靈敏度的關系
保持激勵線圈和檢測線圈匝數分別為300匝、400匝,激勵電壓U=5 V,激勵線圈繞線截面積為0.062 8 mm2,檢測線圈繞線截面積分別為0.017 66,0.031 4 ,0.062 8 mm2。試驗研究了3種不同檢測線圈繞線截面積下檢測靈敏度隨頻率的變化關系,如圖8所示。增加檢測線圈繞線截面積,最佳頻率和檢測靈敏度均不變。這是因為增加檢測線圈截面積,檢測線圈電阻R減小,現以U=5 V,f=300 Hz時為例,測得檢測線圈的感抗X=ωL=8.9k?,而相比感抗X,R很小,即X?R,則由公式感應電流知,檢測線圈截面積增加前后,感應電流基本不變,即產生的磁場大小基本不變,與試驗結論相吻合。

圖7 不同激勵線圈繞線截面積下,檢測靈敏度隨頻率的變化曲線
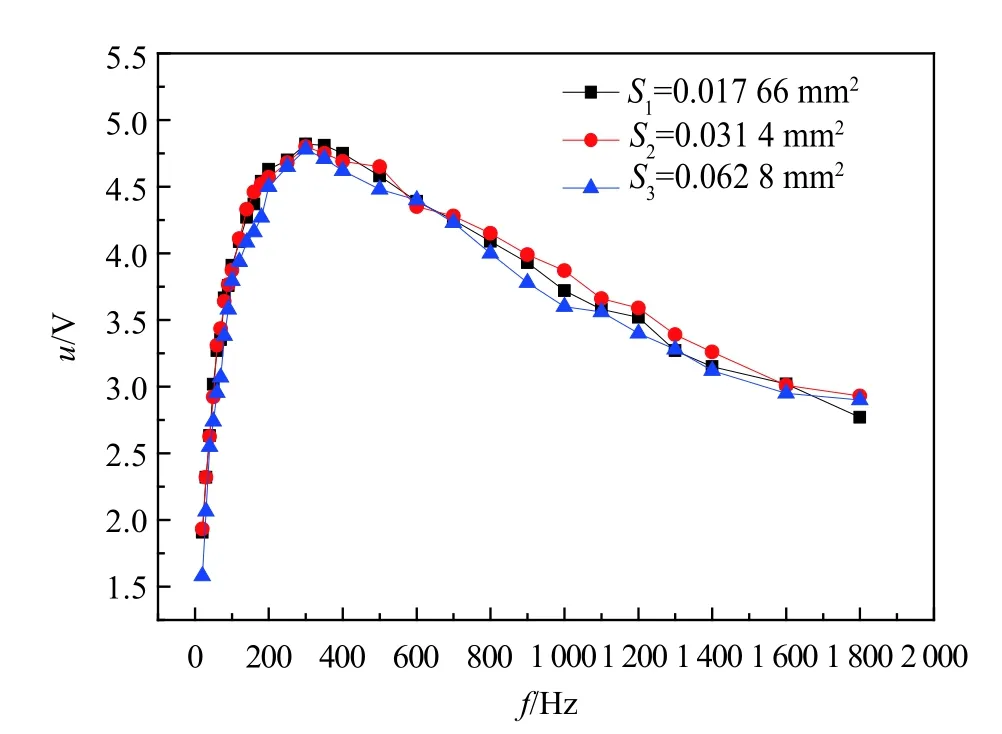
圖8 不同檢測線圈繞線截面積下,檢測靈敏度隨頻率的變化曲線
2.6 設計傳感器的試驗檢測驗證
當鋼板分布均勻時,各個位置處的磁導率應該是相同的。本試驗選用3塊45號鋼板(560 mm×150 mm×10 mm),運用所搭建的實驗平臺檢測鋼板的均勻度。其中,一塊鋼板無缺陷,另兩塊鋼板中央預制5條裂紋,裂紋長度分別為10,20,30,40,50 mm,裂紋中央距鋼板左邊的距離分別為80,160,254,360,474 mm,兩鋼板的裂紋深度分別為3 mm和5 mm。試驗檢測線有3條:無裂紋鋼板檢測線,3 mm深裂紋的鋼板中央線(即檢測線含5條裂紋),5 mm深裂紋的鋼板中央線。試驗參數選取激勵電壓值為5 V,激勵頻率f=300 Hz,激勵線圈匝數N=300,檢測線圈匝數N=400,激勵線圈繞線截面積為0.062 8 mm2,檢測線圈繞線截面積為0.017 66 mm2。試驗時,將磁軛橫跨裂紋方向放置。設磁軛中心位置距鋼板左邊的距離為L,依次向右移動探頭得到鋼板不同位置處的檢測信號值,如圖9所示。鋼板無裂紋處檢測信號值比較平穩,在一條直線附近,無裂紋檢測實際值即為6.852 V,利用方均根公式計算得無裂紋檢測誤差Δx=0.053;有裂紋處檢測信號值減小,并且隨著裂紋深度的增加,減小幅度增大;在裂紋處,檢測信號最小,可根據檢測信號反演出裂紋的長度;該檢測方法對較長裂紋、較深裂紋的檢測較靈敏。故該優化的傳感器可以用來檢測鋼板的均勻度,檢測靈敏度提高。
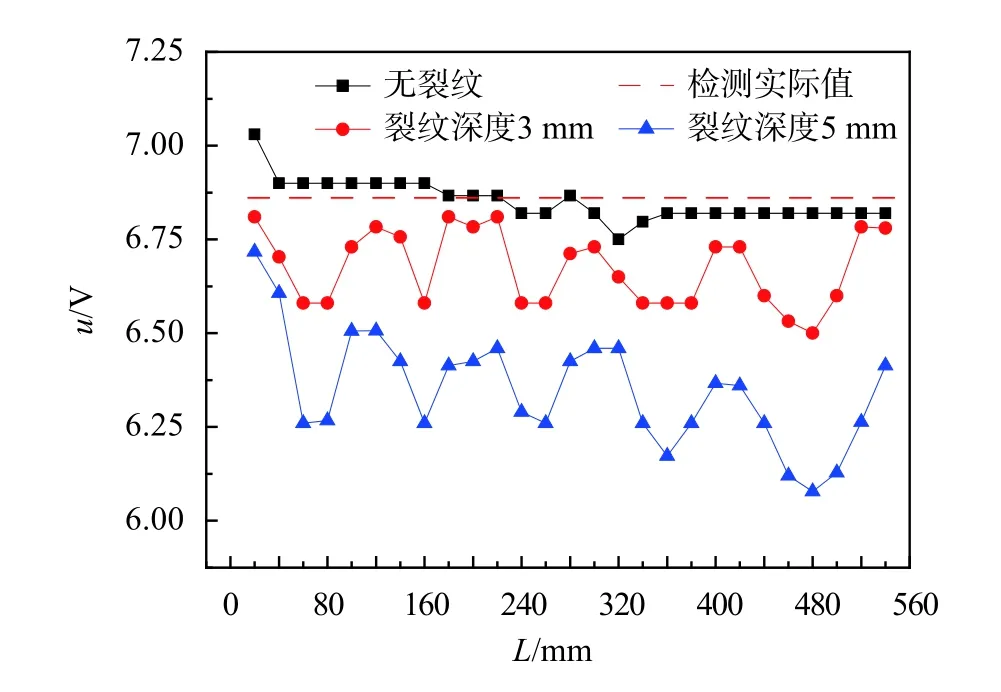
圖9 鋼板不同位置處的檢測信號值
3 結束語
磁導率檢測技術是一種高精度提前預測鐵磁構件某區域應力集中狀況特征的檢測方法,是依據探頭閉合磁路中磁感應強度的變化來檢測試件磁導率變化的評價技術。通過對磁導率檢測技術傳感器的設計和試驗研究,可得檢測靈敏度與激勵頻率、激勵電壓幅值、激勵線圈匝數、檢測線圈匝數及激勵線圈截面積有關,而與檢測線圈截面積無關。具體關系如下:
1)檢測靈敏度隨激勵頻率的增大先增加后減小,存在一極值,即存在最佳頻率。
2)檢測靈敏度隨正弦交流激勵電壓的增加而升高,并且呈現線性關系。
3)在一定激勵線圈匝數范圍內,檢測靈敏度隨激勵線圈匝數的增加先升高后降低;隨檢測線圈匝數的增加而升高,近似線性關系。
4)檢測靈敏度隨激勵線圈截面積的增加而升高,而不隨檢測線圈截面積的變化而變化。
5)磁導率檢測技術可用來檢測鋼板的均勻度。
本文研究結果為實際試驗中傳感器參數的選取從理論上提供了一種方法,同時為進一步分析應力集中、疲勞損傷及熱處理質量提供一定的理論基礎。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
