飛機(jī)葉片雙重螺旋法加工的調(diào)整參數(shù)優(yōu)化
2018-08-28 07:56:04
機(jī)械與電子 2018年8期
(廣東工業(yè)大學(xué)華立學(xué)院,廣東 廣州 511325)
0 引言
對(duì)飛機(jī)航空發(fā)動(dòng)機(jī)的葉片加工的參數(shù)優(yōu)化是建立在葉片加工的氣動(dòng)參數(shù)和結(jié)構(gòu)參數(shù)的優(yōu)化分析基礎(chǔ)上,根據(jù)飛機(jī)發(fā)動(dòng)機(jī)的葉片阻尼結(jié)構(gòu)和材料特性分析,結(jié)合加工過載的主振動(dòng)模態(tài)分解進(jìn)行柔性加工設(shè)計(jì),提高發(fā)動(dòng)機(jī)葉片的超差阻尼調(diào)整性能。傳統(tǒng)方法中,對(duì)葉片加工的加工及參數(shù)調(diào)整方法主要采用五軸加工方法,結(jié)合兩刀法或全工序法進(jìn)行加工過程中的全局進(jìn)刀軌跡優(yōu)化控制[1-2],利用葉片加工的空間狀態(tài)關(guān)系進(jìn)行參數(shù)自適應(yīng)計(jì)算,提高機(jī)床加工參數(shù)的全局均衡性和規(guī)劃性[3]。文獻(xiàn)[4]提出基于非定常氣動(dòng)模型的飛機(jī)葉片加工參數(shù)優(yōu)化控制方法,根據(jù)風(fēng)力機(jī)葉片失速工況進(jìn)行定常特征分析,以此指導(dǎo)葉片五軸加工參數(shù)優(yōu)化,該方法在有限元分析過程中存在計(jì)算開銷過大的問題;文獻(xiàn)[5]采用連續(xù)驅(qū)動(dòng)內(nèi)控制方法進(jìn)行葉片加工刀具參數(shù)優(yōu)化調(diào)整,獲得較大的誤差反饋修正驅(qū)動(dòng)作用特征,提高加工精度,該方法在葉片的動(dòng)力模態(tài)參數(shù)和加工參數(shù)調(diào)節(jié)分析中存在超調(diào)和失真的問題。
針對(duì)上述問題,提出基于雙重螺旋法加工及機(jī)床參數(shù)全局優(yōu)化的飛機(jī)葉片加工方法。首先,構(gòu)建飛機(jī)發(fā)動(dòng)機(jī)葉片加工的超差分布特征參量模型。然后根據(jù)葉片加工的螺旋運(yùn)動(dòng)系數(shù)獲得機(jī)床的二階控制參數(shù),結(jié)合輪廓度的超差進(jìn)行齒長(zhǎng)方向修形,實(shí)現(xiàn)葉片加工機(jī)床調(diào)整參數(shù)優(yōu)化計(jì)算。最后進(jìn)行實(shí)驗(yàn)分析,展示了在提高飛機(jī)葉片加工參數(shù)調(diào)整和自適應(yīng)控制能力方面的優(yōu)越性能。
1 葉片加工超差參量分布和機(jī)械動(dòng)力學(xué)模型
1.1 加工的超差分布特征參量模型
為了實(shí)現(xiàn)對(duì)飛機(jī)葉片雙重螺旋法加工的調(diào)整參數(shù)優(yōu)化設(shè)計(jì),實(shí)現(xiàn)葉片加工精度優(yōu)化控制和參量調(diào)節(jié),首先構(gòu)建飛機(jī)發(fā)動(dòng)機(jī)葉片加工的超差分布特征參量模型,對(duì)葉片加工產(chǎn)生的輪廓度偏差、幾何誤差和扭轉(zhuǎn)度等進(jìn)行參數(shù)自適應(yīng)調(diào)節(jié),采用一階湍流模型(SA 湍流模型)進(jìn)行發(fā)動(dòng)機(jī)葉片加工的非定常數(shù)值模擬[6],給出飛機(jī)葉片加工的基本幾何參數(shù)如表1所示。
根據(jù)表1所示的飛機(jī)葉片加工的參數(shù)分布模型,利用數(shù)值方法研究葉片加工機(jī)床調(diào)整參數(shù),進(jìn)行齒面參考點(diǎn)特征分析,采用雙重螺旋法進(jìn)行葉片加工優(yōu)化設(shè)計(jì),采用雙重螺旋法進(jìn)行飛機(jī)葉片加工中,以 NASA Rotor 37發(fā)動(dòng)機(jī)葉片為原型,結(jié)合葉片的幾何模型,構(gòu)建飛機(jī)發(fā)動(dòng)機(jī)葉片的加工超差分布特征參量模型,為進(jìn)行葉片加工的參數(shù)調(diào)整和加工進(jìn)刀參數(shù)優(yōu)化提供準(zhǔn)確的數(shù)據(jù)輸入基礎(chǔ)。
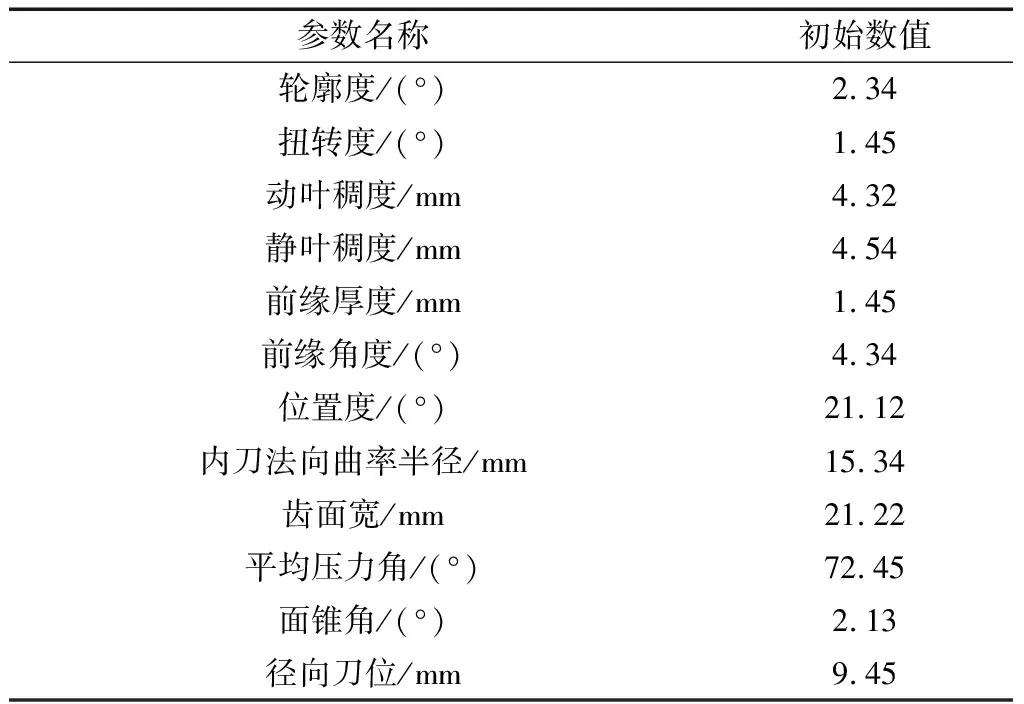
表1 飛機(jī)葉片加工的超差分布幾何參數(shù)
1.2 葉片加工的氣動(dòng)阻尼分析
在上述構(gòu)建飛機(jī)發(fā)動(dòng)機(jī)葉片加工的超差分布特征參量模型的基礎(chǔ)上,根據(jù)加工的超差參數(shù)進(jìn)行葉片的氣動(dòng)阻尼分析,由于葉片的加工振動(dòng)對(duì)氣動(dòng)載荷存在超調(diào)誤差,采用誤差反饋?zhàn)赃m應(yīng)調(diào)節(jié)方法,得到第j個(gè)加工鉸相聯(lián)接的誤差修正遞推更新方程為:
(1)
根據(jù)虛功形式的動(dòng)力學(xué)模型,在葉片各階主振動(dòng)模態(tài)下計(jì)算葉片雙重螺旋加工的幾何參數(shù),得到加工幾何參數(shù)的反饋權(quán)值遞推更新方程為:
(2)
η1和η2分別為各種幾何參量分布慣性權(quán)重系數(shù)和超調(diào)誤差慣性權(quán)重。
以扭轉(zhuǎn)度和輪廓度為解釋變量,對(duì)氣動(dòng)阻尼特征方程求期望,有:
wj(n+1)=wj(n)+η[Rwj(n)+
(3)
假設(shè)所有的參數(shù)設(shè)置對(duì)初始值不敏感,對(duì)wj(n)進(jìn)行傅里葉級(jí)數(shù)展開,得到加工參數(shù)的相似幾何校核值為:
(4)
θjk(n)為渦輪葉片的前尾緣厚度,根據(jù)葉片前緣角度的變化進(jìn)行加工刀具參數(shù)的輕微調(diào)整,結(jié)合Runge-Kutta法進(jìn)行加速迭代求解。
2 加工機(jī)床調(diào)整參數(shù)優(yōu)化
2.1 葉片雙重螺旋加工控制
在構(gòu)建飛機(jī)發(fā)動(dòng)機(jī)葉片加工的超差分布特征參量模型,根據(jù)加工的超差參數(shù)進(jìn)行葉片的氣動(dòng)阻尼分析的基礎(chǔ)上,進(jìn)行葉片雙重螺旋加工參數(shù)優(yōu)化解算,選取葉片的周向位置度、輪廓度及扭轉(zhuǎn)度作為原型的性能參數(shù),進(jìn)行超差參數(shù)調(diào)節(jié),固定原型的性能參數(shù)的變化步長(zhǎng)[7],采用局部綜合法進(jìn)行機(jī)床進(jìn)刀參數(shù)的自適應(yīng)尋優(yōu),得到弧齒錐齒輪副的空間幾何關(guān)系分布描述為:
(5)
采用五刀法進(jìn)行雙重螺旋加工的內(nèi)刀半徑開控制,在飛機(jī)葉片的齒長(zhǎng)方向上進(jìn)行修形處理,對(duì)加工調(diào)整參數(shù)采用Runge-Kutta法進(jìn)行加速迭代求解,Runge-Kutta法方程為:
(6)
(7)
對(duì)加工超差和幾何誤差采用連續(xù)反饋補(bǔ)償方法進(jìn)行敏感性修正,采用如圖1所示的Z字形逐點(diǎn)掃描方法進(jìn)行雙重螺旋進(jìn)刀,同時(shí)控制葉片切削輪齒的拋物線刀廓,提高加工控制的靈敏度。
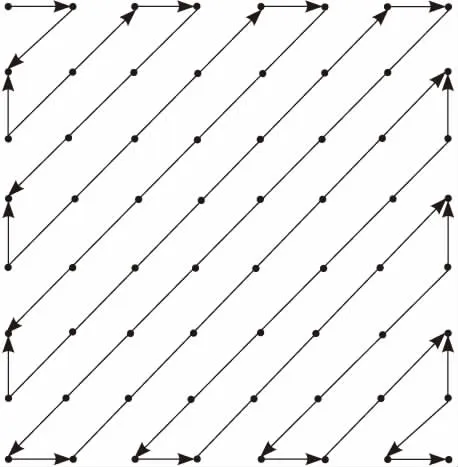
圖1 Z字形逐點(diǎn)掃描方法雙重螺旋進(jìn)刀加工
2.2 葉片加工機(jī)床調(diào)整參數(shù)優(yōu)化

(8)
對(duì)計(jì)算結(jié)果進(jìn)行誤差和敏感性分析,將飛機(jī)葉片兩齒面間的對(duì)應(yīng)網(wǎng)格點(diǎn)上螺旋運(yùn)動(dòng)系數(shù)進(jìn)行自適應(yīng)穩(wěn)態(tài)誤差補(bǔ)償控制[8],給定螺旋運(yùn)動(dòng)系數(shù)RN,使其滿足:
(9)
機(jī)床安裝角為φg=angle(g),采用雙重螺旋進(jìn)刀方法,得到飛機(jī)葉片加工的雙重螺旋進(jìn)刀的調(diào)整角度為:
angle(gXN)=(angle(XN)+φg)mod(2π)
(10)
根據(jù)輸入幾何參數(shù)相對(duì)原型變化量的正相關(guān)關(guān)系,可得截面的幾何超差為:
gXN=|g|RN
(11)
聯(lián)立上式,得到:
ZN=|g|RN+WN
(12)
在機(jī)床的全局參數(shù)尋優(yōu)過程中,采用連續(xù)反饋方法進(jìn)行誤差校正,得到輸入幾何參數(shù):
H(g1,g2,…,gN)=H(g1)+H(g2|g1)+…+
H(gN|g1,g2,…,gN-1)
(13)
綜上分析,實(shí)現(xiàn)飛機(jī)發(fā)動(dòng)機(jī)葉片的雙重螺旋加工方法優(yōu)化設(shè)計(jì)和加工機(jī)床參數(shù)的優(yōu)化調(diào)整。
3 仿真實(shí)驗(yàn)與結(jié)果分析
為了測(cè)試本文方法在實(shí)現(xiàn)飛機(jī)發(fā)動(dòng)機(jī)葉片的雙重螺旋加工參數(shù)調(diào)整優(yōu)化控制中的應(yīng)用性能,進(jìn)行仿真實(shí)驗(yàn),實(shí)驗(yàn)采用MATLAB 7設(shè)計(jì),對(duì)飛機(jī)葉片加工的機(jī)床采用通用型的Mori SeikiNMV5000 數(shù)控機(jī)床,給定飛機(jī)葉片螺旋進(jìn)刀的線性最大速度1 rad/s,最大加速度為12 rad/s2,刀尖點(diǎn)的最大控制誤差為0.55 mm,加工時(shí)間為2.67 s,雙重螺旋加工的最大進(jìn)給速度F為 100 mm/s,機(jī)床的偏置參數(shù)L=42.3,最大切向加速度Amax=230 mm/s2, 根據(jù)上述仿真參量設(shè)定,結(jié)合表1中的機(jī)床加工調(diào)整參數(shù)的初值設(shè)定,進(jìn)行飛機(jī)葉片雙重螺旋加工參數(shù)調(diào)整優(yōu)化,得到在不同的雙重螺旋加工幾何參數(shù)和機(jī)床調(diào)整參數(shù)下的加工參數(shù)優(yōu)化分布結(jié)果,如圖2所示。
分析圖2得知,采用本文方法進(jìn)行飛機(jī)葉片雙重螺旋加工,超差調(diào)整性能較好。對(duì)超差值求統(tǒng)計(jì)平均,對(duì)圖2的超差值的分布點(diǎn)采用最小二乘擬合方法,求收斂值,得出輪廓度超差的收斂值小于0.1 mm/rad,扭轉(zhuǎn)度超差的收斂值小于0.3 mm/rad, 葉尖部前緣角度超差收斂到0.012 mm,在螺旋運(yùn)動(dòng)系數(shù)不變時(shí),葉片加工機(jī)床調(diào)整參數(shù)敏感性修正精度達(dá)到99.95%,滿足高精度的飛機(jī)葉片雙重螺旋加工的精度要求。為了對(duì)比性能,采用本文方法和傳統(tǒng)方法,測(cè)試加工精度,得到對(duì)比結(jié)果如圖3所示,分析圖3得知,采用本文方法進(jìn)行飛機(jī)葉片雙重螺旋法加工的機(jī)床參數(shù)調(diào)整,加工精度較高,性能優(yōu)于傳統(tǒng)方法。
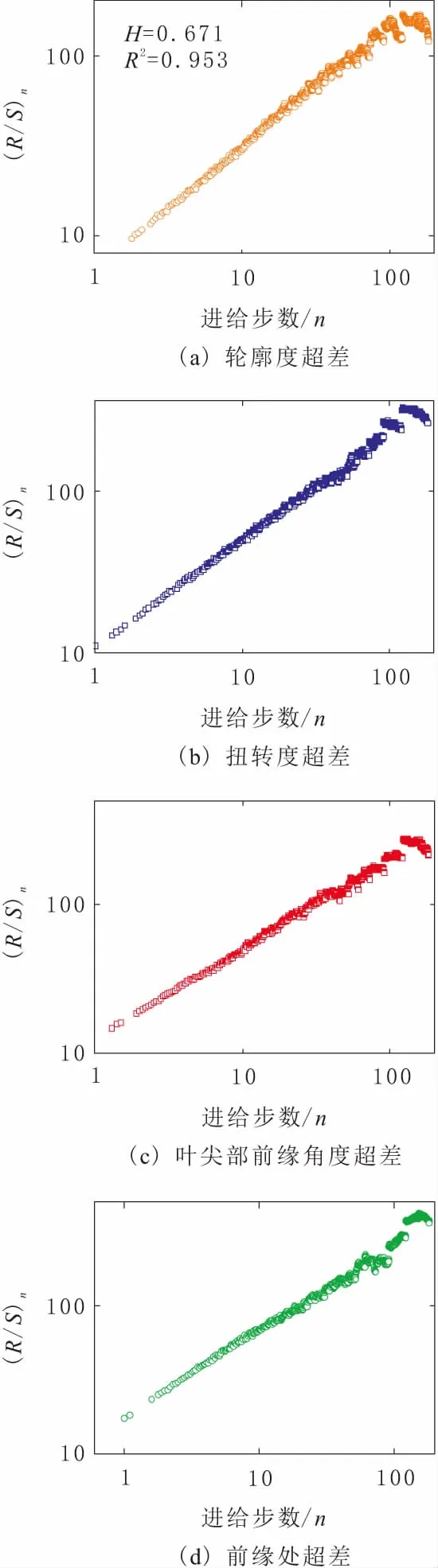
圖2 加工參數(shù)優(yōu)化分布結(jié)果
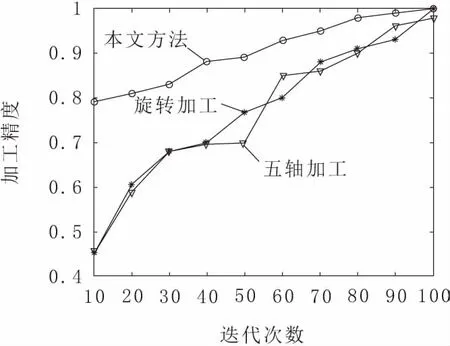
圖3 不同方法進(jìn)行葉片加工的精度對(duì)比
4 結(jié)束語
提出基于雙重螺旋法加工及機(jī)床參數(shù)全局優(yōu)化的飛機(jī)葉片加工方法。構(gòu)建飛機(jī)發(fā)動(dòng)機(jī)葉片加工的超差分布特征參量模型,對(duì)葉片加工產(chǎn)生的輪廓度偏差、幾何誤差和扭轉(zhuǎn)度等進(jìn)行參數(shù)自適應(yīng)調(diào)節(jié),進(jìn)行葉片雙重螺旋加工參數(shù)優(yōu)化解算,采用局部綜合法進(jìn)行機(jī)床進(jìn)刀參數(shù)的自適應(yīng)尋優(yōu),實(shí)現(xiàn)飛機(jī)葉片加工的超差參數(shù)調(diào)節(jié),將飛機(jī)葉片兩齒面間的對(duì)應(yīng)網(wǎng)格點(diǎn)上螺旋運(yùn)動(dòng)系數(shù)進(jìn)行自適應(yīng)穩(wěn)態(tài)誤差補(bǔ)償控制。根據(jù)葉片加工的螺旋運(yùn)動(dòng)系數(shù)獲得機(jī)床的二階控制參數(shù),對(duì)加工超差和幾何誤差采用連續(xù)反饋補(bǔ)償方法進(jìn)行敏感性修正,實(shí)現(xiàn)葉片加工機(jī)床調(diào)整參數(shù)優(yōu)化計(jì)算。研究得知,采用本文方法進(jìn)行葉片加工機(jī)床參數(shù)調(diào)整能有效提高加工進(jìn)刀參數(shù)的自適應(yīng)控制性能,超差調(diào)整性能較好,扭轉(zhuǎn)度超差的收斂值小于0.3 mm/rad,葉片加工機(jī)床調(diào)整參數(shù)敏感性修正精度達(dá)到99.95%,滿足高精度的飛機(jī)葉片雙重螺旋加工的精度要求,有效改善飛機(jī)葉片機(jī)械加工品質(zhì),提高加工精度。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
環(huán)球時(shí)報(bào)(2022-05-30)2022-05-30 15:16:57
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
當(dāng)代陜西(2019年11期)2019-06-24 03:40:28
作文周刊·小學(xué)一年級(jí)版(2017年9期)2017-06-20 00:19:33
小學(xué)生導(dǎo)刊(低年級(jí))(2016年8期)2016-09-24 22:09:04
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
