備料機械手的控制編程
2018-09-01 01:47:58
機械制造 2018年6期
西安航空學院教務處 西安 710077
1 備料機械手簡介
柔性制造系統的備料機械手[1-2],功能為根據控制要求從料口中獲取零件,送入數控銑床單元加工,加工后,工件轉送至下一個工序。備料機械手主體組成如圖1所示,包括揚臂同步帶傳動機構、旋轉行星齒輪傳動機構、水平移動支架及齒輪齒條傳動機構、托盤直線傳送單元、托盤轉向從動單元、軌道等組件[3-4]。
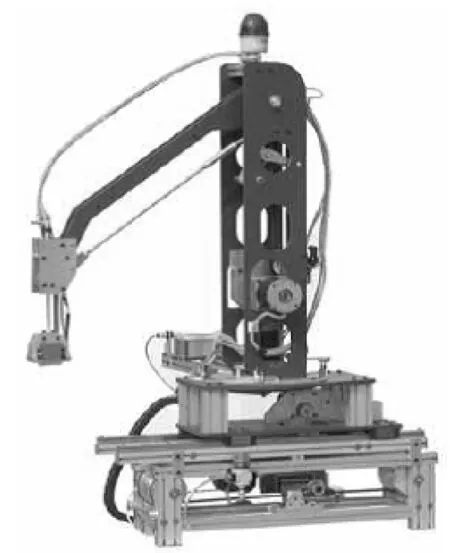
▲圖1 備料機械手主體組成
2 硬件組成
備料機械手的硬件由檢測元件、執行機構、控制元件組成。其中,檢測元件即傳感器部分,執行機構的作用是完成具體的機械動作[5-8]。備料機械手的工作狀態見表1。
3 控制流程圖
備料機械手獨立運行時具有自動、手動兩種控制方式。當選擇自動方式時,機械手為連續運行工作狀態。當選擇手動方式時,相當于步進工作狀態,即每按動一次啟動按鈕,系統按設計步驟運行一步。在系統運行期間,若按下停止按鈕,執行動作立即停止。再按下啟動按鈕,將在上一停止狀態繼續運行下一步動作。當發生突發事故時,應立即按下急停按鈕,系統將切斷可編程序控制器(PLC)負載供電,即刻停止運行,此時所有其它按鈕都不起作用。排除故障后,需旋起急停按鈕,并按下復位按鈕,待各機構恢復初始狀態后按下啟動按鈕,機械手方可重新開始運行。備料機械手控制流程如圖2所示。
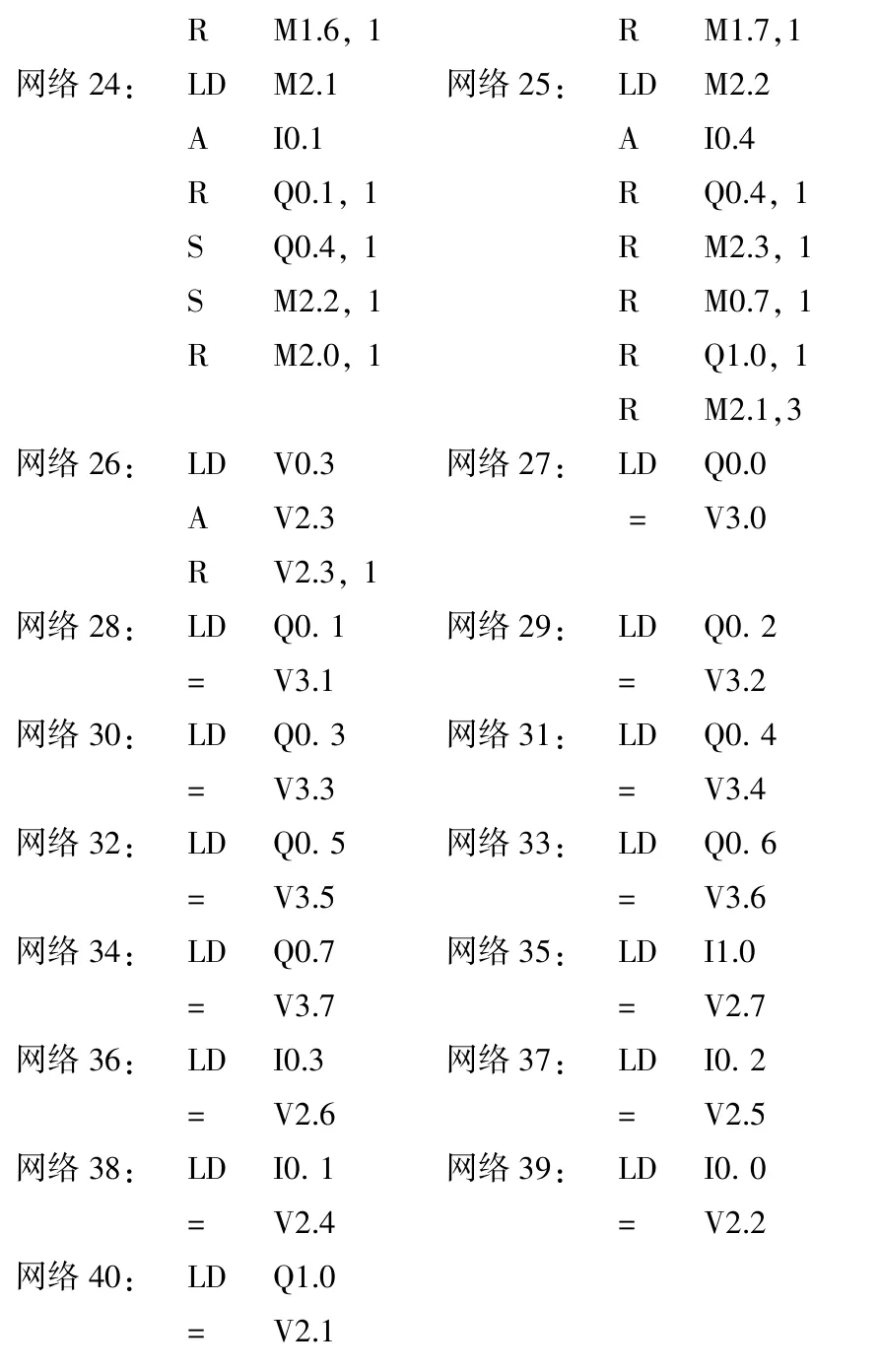
4 控制程序
備料機械手采用西門子S7-200系列PLC實現控制[9-12],部分主要程序如下:
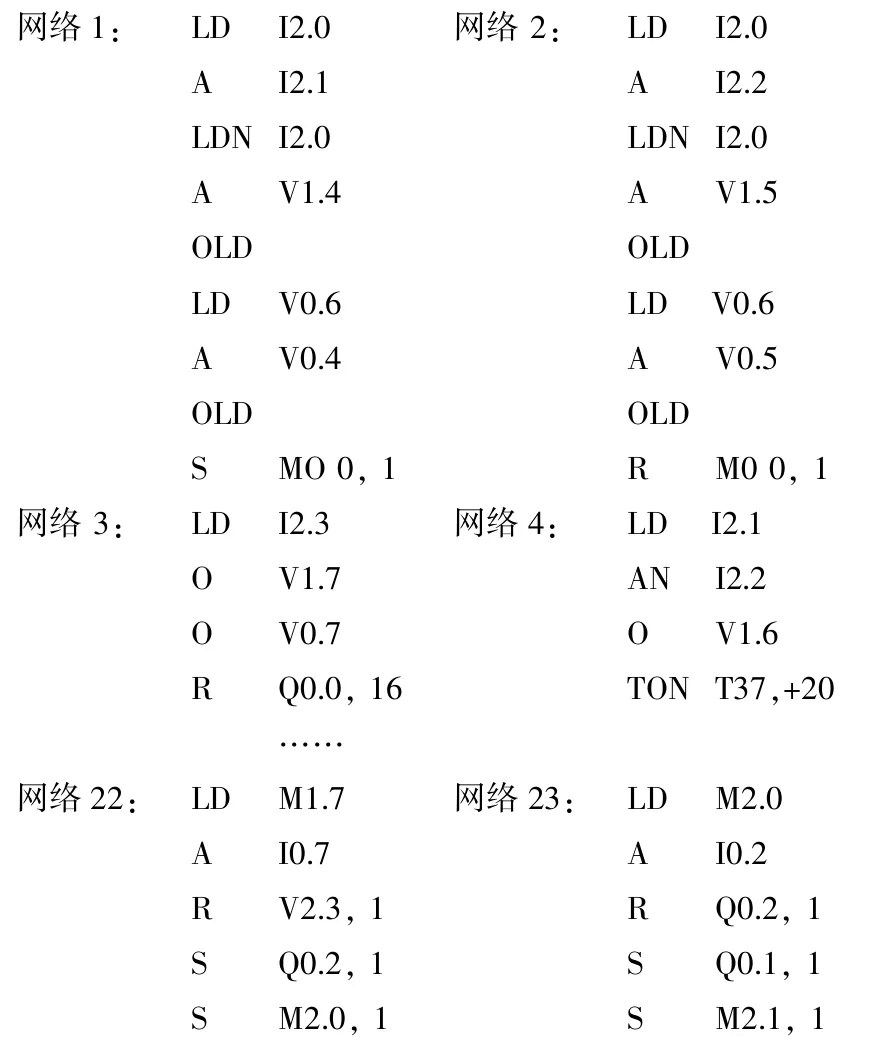
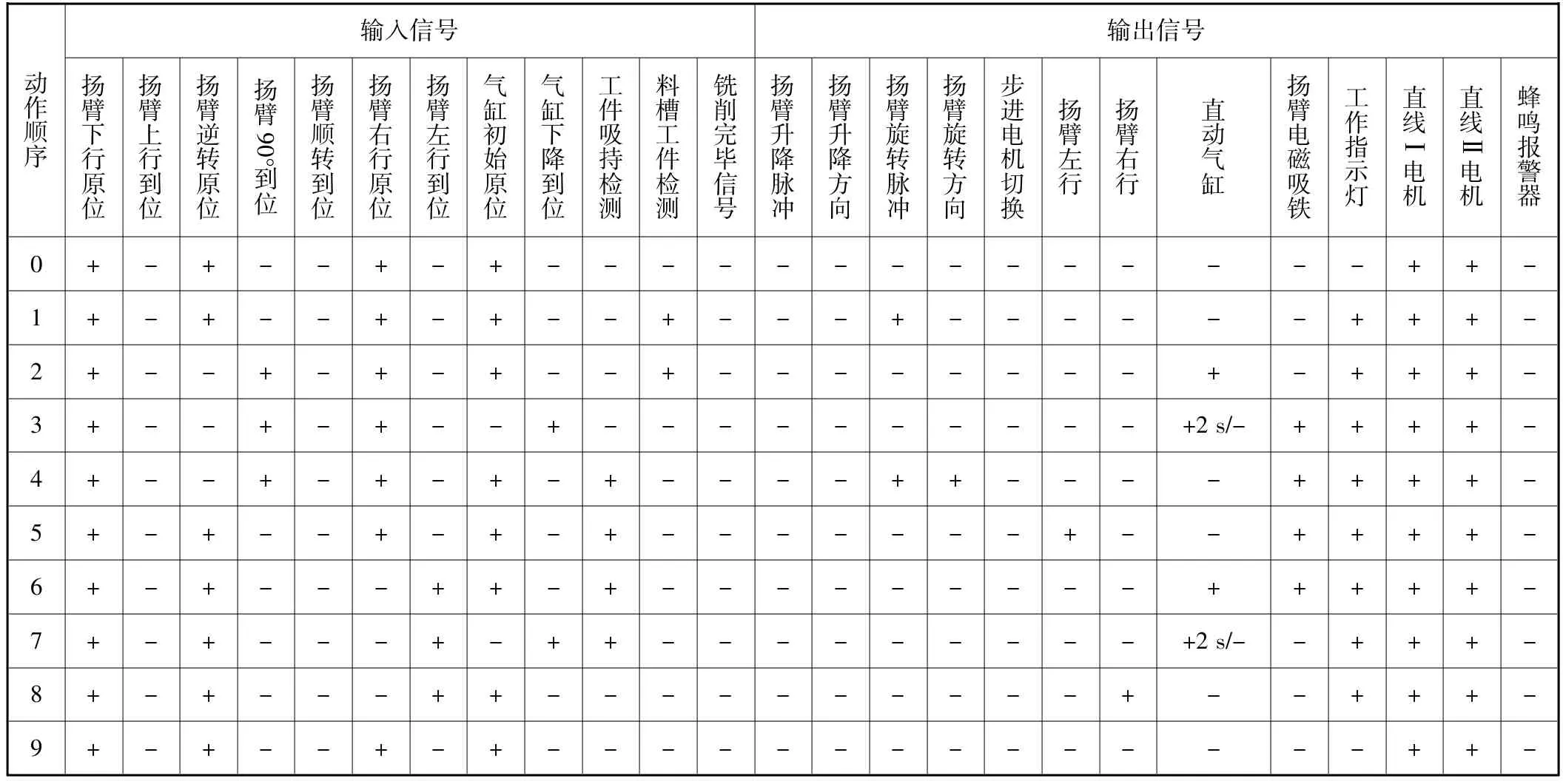
表1 備料機械手的工作狀態
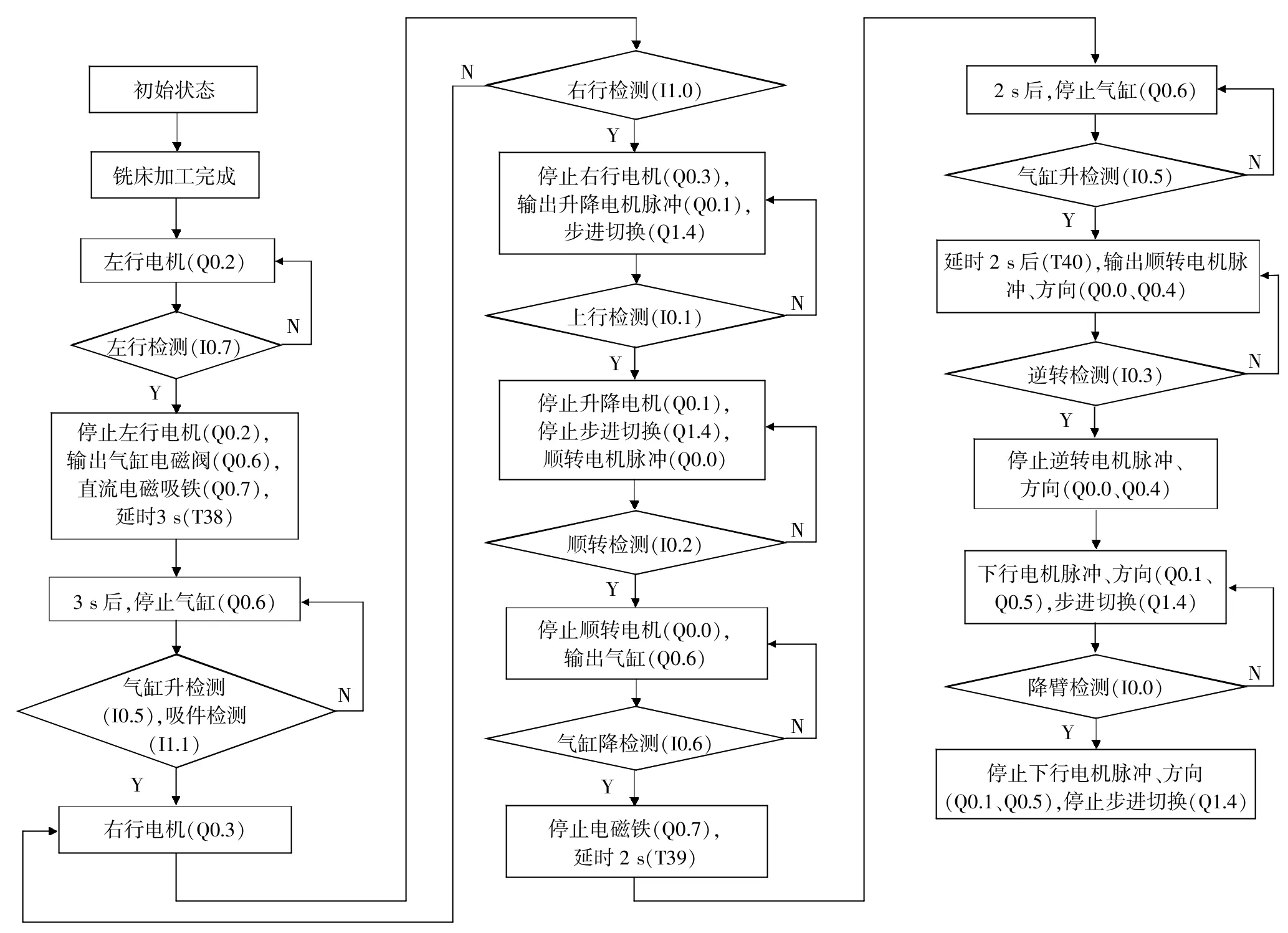
▲圖2 備料機械手控制流程圖
5 調試驗證
調試時,通過點對點通信電纜連接上位機及PLC,下載前述程序,按操作規程完成機械手的動作控制,觀察輸入接口板的狀態指示和輸出接口板的繼電器動作情況,待功能與機械手的控制要求吻合時,再實際連接機械手的輸入和輸出信號。經調試驗證,由S7-200系列PLC對備料機械手進行控制的結果與事先設計的情況一致,完全能達到實際應用的目的。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
電子制作(2018年12期)2018-08-01 00:47:44
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
制造技術與機床(2017年6期)2018-01-19 02:41:21
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
