單顆磨粒磨削仿真研究進展
2018-09-04 12:01:38劉仁通鄧朝暉商圓圓
宇航材料工藝 2018年4期
劉 偉 劉仁通 鄧朝暉 商圓圓
(湖南科技大學智能制造研究院難加工材料高效精密加工湖南省重點實驗室,湘潭 411201)
文 摘 概述了傳統磨削仿真的基本方法及發展過程,總結了磨粒模型和工件模型的研究現狀,具體分析了有限元法、光滑流體粒子動力學法、分子動力學法以及綜合仿真方法等應用于單顆磨粒磨削材料的去除機理、成屑機理、工件表面質量以及磨粒磨損等仿真中的研究現狀,最后闡述了各類仿真方法的局限性,并提出了單顆磨粒磨削仿真進一步的發展前景。
0 引言
隨著新磨料磨具的出現,磨削加工精度與效率得到提高,在工業、國防軍工、航天航空等精密加工領域得到廣泛的應用。磨削加工機理較為復雜,影響因素眾多,工件材料特性、砂輪表面形貌、磨粒分布、磨削工藝參數等因素耦合作用決定磨削加工過程,磨削加工表面形貌是多顆磨粒的切削軌跡累積獲得[1]。磨削加工機理研究可從單顆磨粒磨削出發,將單顆磨粒切削結果在磨削加工區域進行有效集成,進而解釋磨削加工過程中的各類物理現象,而實際上單顆磨粒磨削是對復雜磨削過程的一種簡化分析手段,并不是一個真實的磨削加工工藝,與實際磨削過程差別很大。因此單顆磨粒的磨削一般只能對磨粒加工的材料去除與成屑機理及磨粒磨損等具有一定的參考價值[2]。
單顆磨粒磨削仿真是認識復雜磨削作用的一種重要手段,把磨粒抽象為具有一定規則的幾何形狀,用金剛石或其他材料壓頭做滑擦、壓痕或運動學仿真[3]。抽象地描述磨削過程中磨削工藝參數與磨削過程參數、磨削結果參數之間的關系,建立磨粒與工件模型,仿真分析磨粒與工件之間的交互作用,揭示磨削機理,用于指導磨削工藝優化、磨削過程控制以及磨削結果預測[4]。目前單顆磨粒磨削仿真中對單顆磨粒形狀尺寸的假設與實際情況有較大差距,只能研究磨粒切削時的部分物理現象,并不能將單顆磨粒磨削機理與整個磨削過程良好地聯系起來。
本文以單顆磨粒磨削仿真為線索,首先介紹了傳統磨削仿真基本方法及發展,之后總結了磨粒模型與工件模型的應用現狀,討論了單顆磨粒磨削仿真在材料去除機理、磨屑形成機理、工件表面質量和磨粒磨損等方面的研究現狀,最后闡述了各類仿真方法的局限性,并提出了單顆磨粒磨削仿真進一步發展的方向。
1 磨削仿真基本方法
目前研究采用的磨削仿真方法可歸納為三大類:經驗模型(回歸分析、人工神經網絡等)、物理模型(基本分析法、有限元法、運動學、分子動力學等)、啟發式模型(基于規則的模型等)[5]。
經驗模型以磨削試驗與經驗為基礎,采用各種統計學方法建立磨削工藝參數與磨削過程參數、磨削結果參數之間的數學函數關系[4]。其中量綱分析法[6]和回歸分析法[7]是兩種最常用。該類經驗模型固然可準確的預測出磨削力和磨削溫度,但是數學關系式并不能從理論上反映出磨削工藝參數與磨削過程參數、磨削結果參數之間的相互關系。
物理模型是對磨削機理深刻理解的物理剖析,通過建立砂輪與工件之間的物理關系,并根據物理關系建立各種復雜的函數方程式,通過大量試驗結果確定方程式參量[4]。物理模型通過對砂輪表面形貌進行合理假設,對磨粒進行幾何學簡化處理以及形貌建模,建立磨削力模型[8]、磨削熱模型[9]以及磨削液模型[10],而后以運動幾何學以及材料特性為基礎分析磨削加工機理。如基本分析法,通過基于過程的知識和物理量的適當選擇,建立物理模型并用數學公式來表達[5]。有限元、分子動力學等“計算機+物理模型”的運動學方法被引入磨削仿真,實現了磨削在宏觀和微觀模型上更進一步的研究與發展。
啟發式模型是在磨削領域基于知識庫[11]和模糊邏輯系統[12]給用戶推薦工具和工藝參數、分析和優化磨削過程的。這些知識庫和模糊邏輯系統還可用于真實過程的數學描述。
在20世紀60、70年代經驗模型經過運動幾何模型和運動分析模型的初步發展,從根本上促進了二維磨削模型的發展。自從20世紀80年代以來,更復雜的運動模型得到了開發,更快速的計算機可用于磨削過程仿真。隨后許多計算機仿真軟件的開發,讓三維數值模擬成為研究的主流。這使得模型變得更加逼真,磨削過程得到更好理解。當前,高性能計算機的出現讓新的模型種類和仿真方法得以實現,如圖1所示有限元(Finite element method,FEM)[13]、光滑流體粒子動力學(Smoothed particle hydrodynamics, SPH)[14]、分子動力學(Molecular dynamics,MD)[15]等。
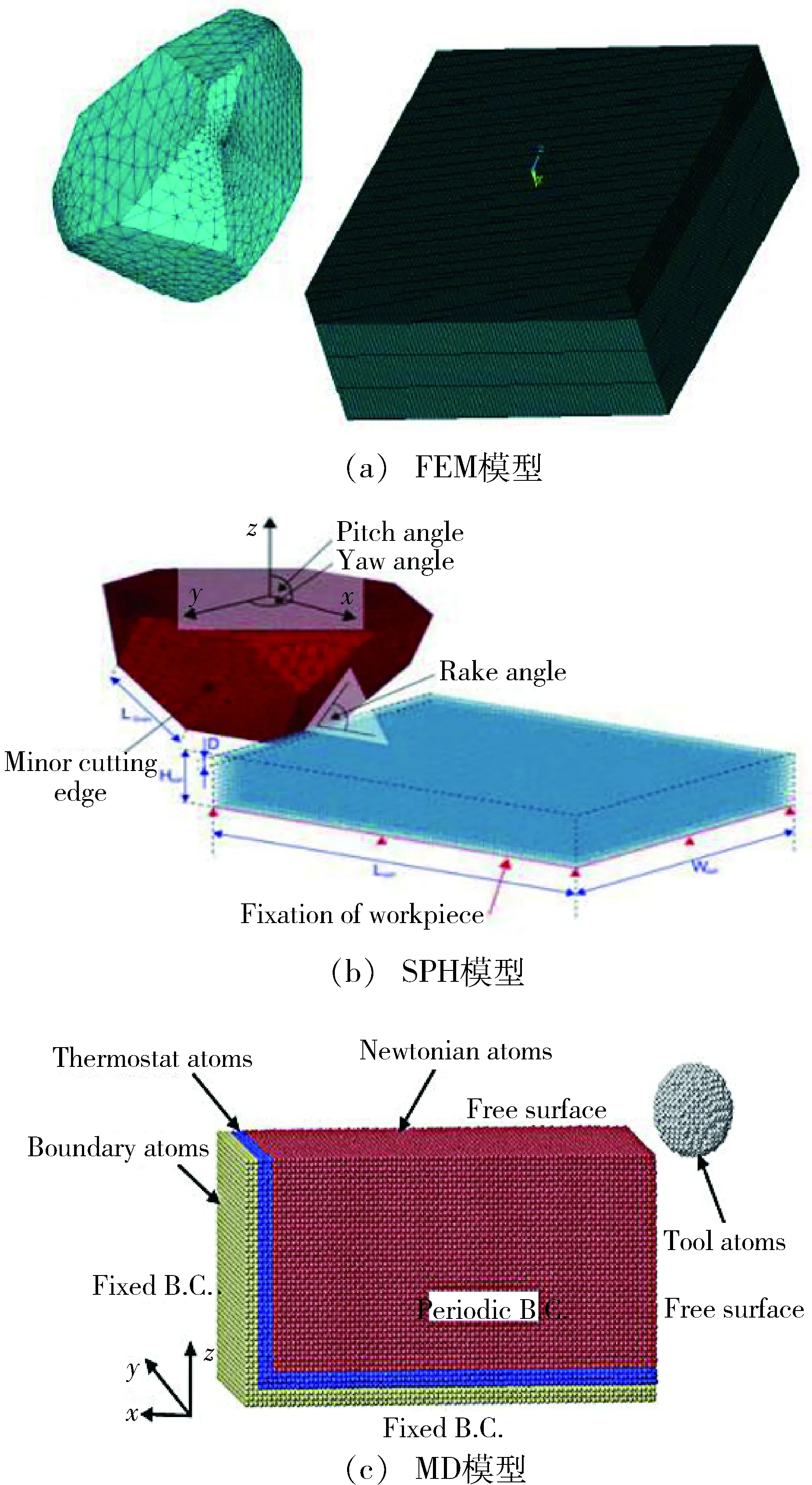
圖1 單顆磨粒磨削仿真模型Fig.1 Single abrasive grain grinding simulation model
近年來,有限元仿真技術已發展較為成熟,成為研究磨削機理的主要手段。有限元磨削仿真方法分為介觀和微觀兩種形式,介觀是考慮砂輪表面所有有效磨粒對工件的疊加作用效果,研究磨削過程中磨削力與磨削溫度的變化規律;微觀是只考慮單顆磨粒與工件之間的單一相互作用[16]。光滑流體粒子動力學是一種新型的純Lagrange無網格法,己成功應用在金屬磨削加工[17]、高速沖擊[18]等材料動態力學行為的數值模擬領域。在磨削仿真中,該方法是將磨粒或者工件離散化為一系列的粒子,粒子之間采用插值函數來描述,再利用插值函數輸出參數在某點近似值,將微分方程形式轉化為積分求和方程形式[19],用于研究材料變形與磨粒的磨損、破碎等[20]。分子動力學磨削仿真是建立磨粒與工件的分子、原子耦合模型,從微觀角度模擬分析磨削的動態加工過程[21]。其基本原理是利用經典的Newton運動方程求解原子模型中各個粒子的運動軌跡,然后用統計計算方法得到磨粒與工件間的靜態和動態特性[22]。分子動力學磨削仿真可分為以下四個步驟:(1)構建關于所研究系統的勢能函數;(2)分子模型的選擇;(3)對實際實驗條件的模擬;(4)對描述分子運動的方程進行數值積分[23]。
2 單顆磨粒磨削仿真基礎
2.1 磨粒模型
在單顆磨粒磨削仿真研究中,許多學者對磨粒進行簡化處理,定義為具有一定規則的幾何形狀。目前常用的磨粒形狀模型有圓錐體、球頭圓錐體、多棱錐體、多棱柱體、切頭方錐體、截角八面體、球體以及無規則多面體等,如圖2所示。
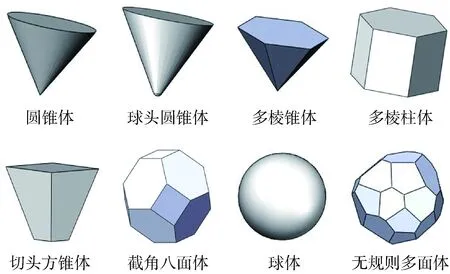
圖2 各類磨粒形狀模型Fig.2 Various types of abrasive grain shape
部分學者認為磨粒具有多個平面與多個尖端,而磨粒尖端類似于多棱錐體[24]。另有學者認為磨粒凸出砂輪表面并參與磨削的磨粒部分類似于圓錐體,還有學者認為磨粒的刃尖是半徑為微米級的球面。更有學者認為無規則多面體較切合實際,符合金剛石砂輪磨粒形狀不規則、尺寸不一致等特點。目前圓錐體磨粒模型應用比較普遍,王君明等建立了圓錐體CBN磨粒模型,模型中磨粒在砂輪表面上分布勻稱,砂輪上所有磨粒的頂錐角和出刃高度均一致[25]。李巾錠等采用頂錐角為106°的二維幾何模型來定義單顆金剛石磨粒[26]。宿崇等建立了四棱錐體CBN磨粒模型[24]。余劍武等建立了六棱柱體CBN磨粒模型,以一側邊棱作為磨削刃[3];又依據單顆CBN磨粒的實際幾何特征和磨削特性,建立了切頭方錐體CBN磨粒模型[27]。王艷建立了刃部有一定圓弧半徑的球頭圓錐體三維CBN磨粒模型[19]。N. RUTTIMANN等建立了六八多面體單顆金剛石磨粒的模型[14]。劉偉等建立了截角八面體的金剛石磨粒模型[28]。L. FANG采用滑動球體磨粒模型,利用蒙特卡羅模擬預測了材料磨損率[29]。趙小雨等采用隨機空間球坐標的平面切分實體方法,建立了無規則多面體磨粒[30]。
2.2 工件模型
磨削仿真的工件模型有二維模型和三維模型兩種,其中三維模型更為直觀、真切。因此大多數學者采用三維顯式動態仿真模型進行模擬,實現磨削過程更好的理解。劉曉初等采用單顆Al2O3磨粒磨削45#鋼的三維仿真模型,研究磨削過程中不同位置磨削力、應力應變與磨削溫度的變化[31]。張明采用單顆Al2O3磨粒與GCr15軸承鋼的二維剖面磨削模型,研究了磨屑的形成[32]。
對于TC4、20CrMo、碳素鋼等大多數金屬變形,需要考慮材料在一定條件下的應力隨應變的變化規律。許多專家和學者提出了不同類型的金屬材料本構模型,主要包括Johnson-Cook模型[33]、Zerrili-Armstrong模型[34]、Miller模型[35]、Bodner-Partom模型[36]、Walke模型[37]等,這些模型分別有各自的適應范圍及優勢。Miller模型邏輯性強、公式簡單、函數關系明確,但存在滯環過方的缺點。Walke模型參數眾多,與Miller模型相比,它克服了模型方程剛度大、不易求解的缺點,滯環過方也有所改善。Bodner-Partom模型較為廣泛運用的領域有:殼體應力分析、裂紋擴展速率計算、動態塑性、沖擊響應、動態裂紋擴展、熱機械載荷耦合以及復合材料應力分析等。Zerili-Armstrong模型具有位錯動力學物理基礎,但它的一些假設對預測精度很有影響。Johnson-Cook本構模型綜合考慮了材料的溫度、應變、應變率3大因素,被廣泛用于定義金屬材料模型。劉智康采用Johnson-Cook模型作為20CrMo的本構模型,分析了單顆CBN磨粒磨削的磨屑形成過程及磨削力變化規律[38]。
脆性材料的本構模型有雙線性曲線界面模型[39]、Johnson-Holmquist ceramics(JH-2)模型[40]等。李巾錠等使用雙線性曲線界面本構模型作為C/SiC復合材料的本構模型,仿真分析單顆磨粒磨削過程中不同砂輪線速度和磨削深度時磨削力、工件表面形貌的變化[26]。杜振良等選用Johnson-Holmquist ceramics本構模型作為光學玻璃的本構模型,分析了單顆磨粒磨削過程中不同磨削速度對光學玻璃表面質量的影響[41]。
3 單顆磨粒磨削仿真研究進展
圖3為FEM、SPH、MD三類仿真方法在單顆磨粒磨削仿真的應用。
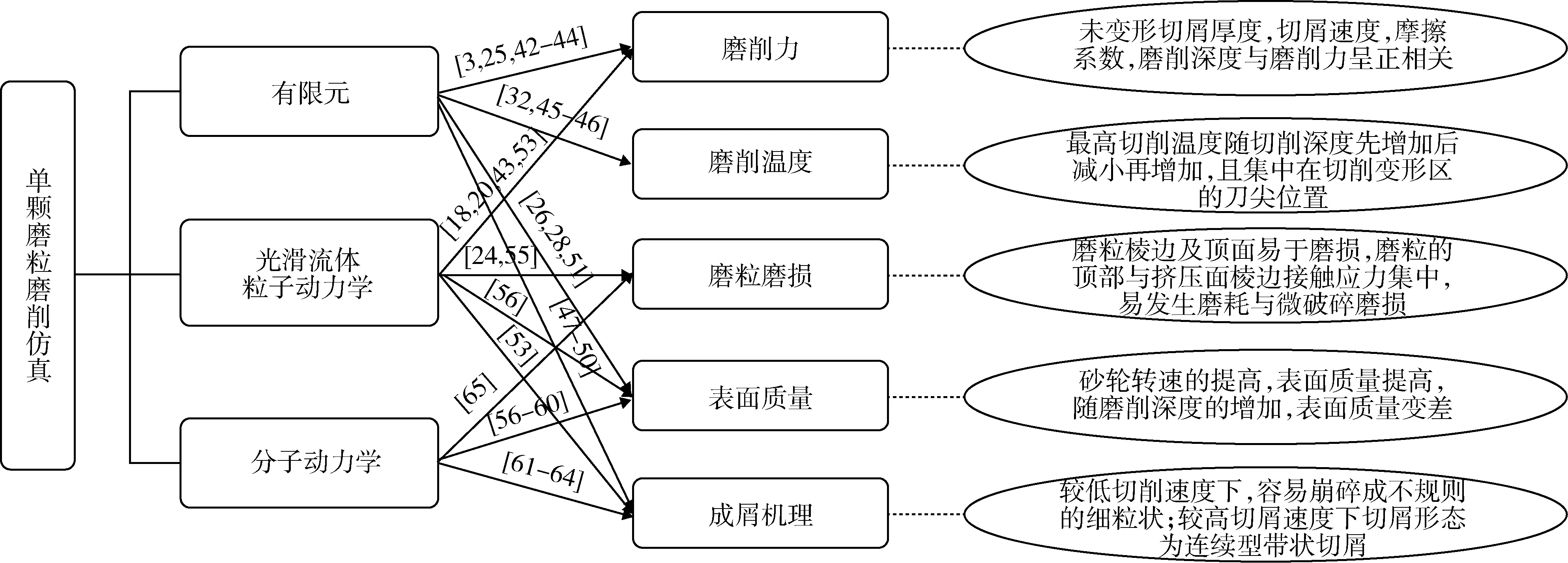
圖3 單顆磨粒磨削仿真研究現狀Fig.3 Research status of single abrasive grain grinding simulation
3.1 FEM
FEM是一種求解數學物理問題的數值模擬方法,經歷了60多年的發展進程,已經發展較為成熟。目前有限元方法主要用來研究金屬材料的機械加工過程。國內外眾多的學者運用有限元方法進行單顆磨粒磨削仿真研究,通過研究磨削過程中的磨削力、磨削溫度、工件表面質量、成屑機理等,從而揭示磨削加工機理、實現磨削優化控制,為實際加工提供指導。
(1)磨削力研究。劉曉初等仿真了單顆CBN磨粒高速磨削GCr15鋼,討論了單顆磨粒磨削力與整體砂輪總磨削力之間的相互關系,實現了磨削力的預測[42]。T.SIEBRECHT等基于彈塑性材料模型預測高速鋼的單顆金剛石磨粒磨削力,進而指導磨削過程優化[43]。余劍武等仿真了單顆CBN磨粒高速劃擦合金鋼20CrMo,發現磨削力隨未變形切屑厚度、工件進給速度、砂輪線速度的變化呈正相關,低速時磨削力增大的幅度相比高速時的大[3]。王君明等仿真了55#鋼的單顆CBN磨粒磨削,分析發現磨削力與摩擦系數呈正相關[25]。齊蔚華等仿真了玻璃的單顆金剛石磨粒磨削,發現砂輪線速度越大,磨削力越小,但遞減速率逐漸減小;磨削力隨著磨削深度的增加而增大[44]。
(2)磨削溫度研究。言蘭等建立單顆Al2O3磨粒磨削D2鋼的仿真模型,研究發現隨著磨削深度增大,磨削溫度呈現先增大后減小再增大,且臨界磨削深度附近產生最高磨削溫度[45]。霍文國等仿真了TC4合金的單顆CBN磨粒磨削,分析得出最高磨削溫度出現在剪切變形區的磨粒刃尖部分,磨削溫度隨磨屑的形成呈周期性變化[46]。張明等仿真了GCr15軸承鋼的單顆Al2O3磨粒磨削,發現磨削區溫度逐漸上升,與磨粒前刀面接觸區出現最大磨削溫度,并隨磨削的進行沿著前刀面向上移動[32]。
(3)磨屑形成研究。宿崇等采用歐拉/拉格朗日耦合算法,建立單顆CBN磨粒磨削SiC仿真模型,發現因磨粒的擠壓,工件材料流向側面和前部,側面隆起高度及范圍漸漸增大,在形成磨屑后基本保持不變[47]。常延曉等仿真了齒輪表面的單顆CBN磨粒磨削,研究發現影響磨屑形態的主要因素是磨削速度,在低速下,材料會發生變形硬化,易崩碎成不規則的細粒狀;在高速下,磨屑變形均勻分布,生成連續型帶狀磨屑[48]。王懋林通過單顆CBN磨粒磨削金屬工件仿真,發現磨削過程存在滑擦、耕犁、材料去除三個階段:在滑擦和耕犁階段,并不產生切屑;當磨削層深度達到一定值(即臨界磨削深度)時,切屑才會產生[49]。周振新等仿真研究高速外圓磨削時單顆CBN磨粒磨削鈦合金的成屑,得出工件材料經歷從滑擦、耕犁、成屑到滑擦的循環轉變[50]。
(4)工件表面質量研究。劉偉等仿真了氮化硅陶瓷的單顆金剛石磨粒磨削,發現磨削劃痕兩邊存在少量的塑性隆起,劃痕兩端有明顯的破碎現象,劃痕內有部分細小的破碎,劃痕深度和寬度略大于單顆磨粒磨削深度和寬度[28]。李巾錠等仿真了C/SiC的單顆金剛石磨粒磨削,發現隨著砂輪速度的提高,工件亞表面裂紋變小,表面質量提高;隨著磨削深度的加深,工件亞表面裂紋變深,表面質量變差[26]。朱大虎等仿真SiC工程陶瓷的單顆金剛石磨粒磨削,分析發現最大未變形切屑厚度(Maximum undeformed chip thickness,M-UCT)保持在0.29 μm以下時,材料去除主要為塑性變形,無明顯裂紋產生,工件表面形貌與砂輪速度無關;當M-UCT超過0.3 μm,材料去除以脆性去除為主導,產生橫向裂紋;當M-UCT接近1.1 μm時,縱向裂紋開始產生[51]。
3.2 SPH
當前,SPH方法成功用于塑性金屬材料和脆性材料的單顆磨粒磨削仿真,尤其對材料裂紋形成機理、磨屑形成機理、磨粒磨損機理以及材料去除機理等進行仿真研究。其中研究最廣的難加工材料有TC4鈦合金、陶瓷和玻璃。SPH方法的單顆磨粒磨削仿真研究可歸納為以下幾類。
(1)磨削力及殘余應力研究。王艷等仿真了建立TC4鈦合金的單顆CBN磨粒磨削,研究得出磨削力與磨粒的磨削深度呈正比,磨削力比則與磨削深度呈反比[19]。米召陽等仿真SiC陶瓷和Al2O3陶瓷的單顆金剛石磨粒超聲輔助磨削,分析得出磨削力隨磨削速度的增加,其增加幅度逐漸平穩;相比傳統磨削,陶瓷超聲輔助磨削的磨削力要小很多,且隨著振幅逐漸增大,磨削力反而減小[52]。杜振良等建立單顆金剛石磨粒磨削光學玻璃仿真模型,探討得出中層粒子的殘余應力與磨削速度呈正比,而且應力的大小隨著粒子所達深度的加深而增大;深層粒子最大殘余應力與磨削速度關聯不大[42]。N. RUTTIMAN等仿真了90MnCrV8鋼的單顆金剛石磨粒磨削,研究得出磨粒幾何形狀相同的磨削力與次要切刃面和主切刃面的取向有關[17]。
(2)材料裂紋及磨屑形成研究。商維等仿真鋼軌打磨中單顆Al2O3磨粒磨削,研究發現由于磨粒的推擠作用,工件材料流動形成毛刺和磨屑[53]。呂東喜仿真了玻璃的單顆金剛石磨粒旋轉超聲加工,得出沖擊裂紋及亞表面裂紋的產生有益于法向磨削力的減小,材料局部崩碎現象使得磨削力在較大范圍內波動[54]。
(3)磨粒磨損研究。宿崇等仿真了45#鋼的單顆CBN磨粒磨削,發現磨粒的頂尖與參與切削的棱邊處存在接觸應力集中,容易使得磨粒表面發生微顆粒磨損[24]。李健建立單顆CBN磨粒的仿真模型,研究得出磨粒在磨削過程中經歷小段彈性變形后發生斷裂破壞,并隨著磨削速度和磨削深度的增大而產生裂紋[55]。
3.3 MD
分子動力學采用原子或分子的粒子模型進行仿真研究,以加深對微觀材料性能和結構的了解,該方法已經被應用于研究各種材料性能和現象,涵蓋氣體、液體和固體。目前,針對單晶材料的微切削方面有較多的研究。
(1)加工表面質量研究。郭曉光等進行了空位缺陷的單晶硅納米級單顆金剛石磨粒磨削仿真,研究得出磨削溫度因空位缺陷數目而發生改變,進而在某種程度上導致連續磨削的不穩定性,但對加工表面質量無明顯影響[56]。郭曉光等還進行了內部無缺陷的單晶硅超精密磨削仿真,研究得出在其它磨削工藝參數不變時,損傷層深度與磨粒鈍圓半徑、磨削深度的變化一致;磨削速度控制在20~200 m/s之內可以有效降低亞表面損傷;硅的原子鍵在磨粒的擠壓、應力作用下發生斷裂,晶格遭到破壞,磨粒的逐漸推進使損傷層向深處延伸從而形成亞表面損傷[57-58]。J. SHIMIZU進行了超高速磨削仿真,發現當磨削速度大于材料的塑性波靜態傳播速度時,工件表面質量得到提高[59]。李甲等建立了具有粗糙表面的單晶銅工件和球形磨粒的納米磨削模型,研究了金剛石磨粒對銅合金的磨削材料去除機理,結果表明可以根據單晶銅粗糙表面的條理密度、方向和形狀的參數控制和調整磨削加工參數,獲得更好的加工表面[60]。
(2)磨屑形成研究。李大虎等仿真了SiC的單顆金剛石磨粒磨削工,用位錯原理闡述磨屑形成機理以及磨削工藝參數對成屑過程的影響機制[61]。趙恒華等建立單顆金剛石磨粒超高速納米磨削單晶銅和單晶鋁的仿真模型,得出磨削過程中原子發生移動、碰撞和反復的累積,被磨削刃擠壓出工件表面而產生磨屑[62]。張偉文等仿真了單晶銅的單顆金剛石磨粒納米磨削,發現工件原子于磨粒前方剪切帶及磨削區底面區域時被剪切,并沿磨粒前表面排擠形成磨屑,或經磨粒底面被磨粒繼續壓迫形成磨削后的工件表面原子[63]。KARKALOS等建立兩個金剛石磨粒磨削單晶銅模型,研究了不同磨削深度和磨削速度下的磨屑形成。仿真分析得出磨削速度在較小程度上影響磨屑形成的過程,在較低速度下形成較小的磨屑,而切削深度的影響比所選參數范圍的磨削速度更為顯著[64]。
(3)磨粒磨損研究。郭曉光等分析了單晶硅磨削時金剛石磨粒的磨損情況,研究發現在磨削開始階段,磨粒的磨損現象明顯,但當磨損進行到一定程度時,不發生磨損現象,并進入穩定的磨削加工狀態;由于表面效應使得磨粒的底部表面原子配位缺失,導致結構缺陷并使得底部表面活性大大提高,依據最小能量原理,此時它會通過塑性變形、非晶相變形等變化來釋放能量,使得磨粒底部能量減少,進而產生磨損[65]。
3.4 綜合仿真方法
針對脆性材料的磨削仿真,由于材料的去除會經歷從彈塑性變形到脆性斷裂的過程,而且工件材料會伴隨著微裂紋和破碎現象,此時有限元法(FEM)對于網格的劃分以及材料失效判據參數的選取難以準確的實現,因此FEM有較大的局限性。光滑流體粒子動力學(SPH)作為一種新型無網格分析方法,在處理大變形問題上可以很好的克服網格畸變或纏結問題,且能夠方便地進行不同介質的耦合。段念等綜合FEM、SPH兩種仿真方法的優缺點,耦合用于單顆金剛石磨粒磨削玻璃的建模,很好地解決有限元法在脆性材料磨削仿真分析時網格單元發生畸變的問題[66]。
盡管計算機技術不斷發展、算法不斷改進,但是分子動力學涉及的體系尺寸有限,所得到結果的具體數據數量級較小,達不到磨削仿真的實際要求。為解決這一難題,有學者提出了多尺度仿真,成為當前的研究熱點。其原理是建立多尺度系統來模擬所研究的對象,將原子模型嵌入到連續介質模型中,在重點研究部分,用原子來構建材料;在非重點部分,用連續介質力學來模擬材料;利用數值解析微觀牛頓力學和運動學方程組[67]。孫西芝等進行了金剛石刀具切削單晶銅的多尺度納米切削仿真,發現多尺度仿真可實現相比于分子動力學仿真更為準確有效的納米切削[68]。郭文朝進行了金剛石刀具切削單晶銅的準連續介質法(Quasi-continuum method,QC)仿真,在保持原子細節描述的同時,有效地減少了系統的自由度與原子數目,實現了亞微米級大規模原子系統在普通 PC 機上的運行,實現計算精度與計算效率的兼顧[69]。
4 總結
以單顆磨粒磨削仿真為線索,通過分析比較了FEM、SPH、MD三類仿真方法,可總結得出以下幾點。
(1)有限元法的發展目前已經較為成熟,可用于分析處理金屬流動特性及陶瓷材料的切削加工。但在有限元法中,單元和網格既是分析處理問題的載體,同時也對其本身有一定的約束:第一,有限元法得前處理工作量比較大;第二,對于大變形問題而產生的網格畸變或纏結現象,則需再次劃分網格來解決,這樣就大大的增加了計算工作量,而且重新劃分網格并不能解決此類問題。
(2)光滑流體粒子動力學作為一種新型無網格分析方法,已成功應用在脆性材料的加工過程仿真,在處理大變形問題上可以很好的克服有限元的網格畸變或纏結問題。但SPH粒子之間沒有幾何連接,具有無網格特性,不能在節點上直接分配邊界條件,是SPH方法應用中的一大難點。
(3)分子動力學目前已應用于微切削、磨削加工以及納米加工技術領域。但目前的分子動力學研究還不太完善,存在模擬費時長、模擬分子數有限等缺陷。
(4)多尺度仿真的提出彌補了分子動力學的計算分子數目遠遠達不到實際的不足,通過分子動力學與有限元方法的有效結合,從微觀到宏觀實現了磨削仿真。多尺度仿真研究目前有了很大的研究成果,但還存在以下問題,如溫度與時間尺度等的處理還不成熟,重要的實際物理條件未被加載,應用領域狹窄等。
(5)單顆磨粒磨削仿真僅驗證一種幾何形狀磨粒的磨削狀態,其磨削運動過程單一,沒有考慮到磨粒與磨粒之間的相互作用,存在一定的局限性。
5 展望
鑒于以上各仿真方法的局限及特性,未來關于單顆磨粒磨削仿真可在以下幾方面有更進一步的發展。
(1)分子動力學涉及的體系尺寸非常小,需要擴大模擬的規模和尺度,尋找最為合適的勢函數等,不斷加強探索以促進微觀科學研究的整體發展;再者得到結果的具體數據數量級較小,與磨削實驗結果相比僅能從曲線的趨勢上進行討論,今后還需認真考慮如何將微觀模型與宏觀模型、宏觀實驗相聯系。
(2)多尺度仿真針對溫度與時間尺度、實際物理條件、應用領域等問題,亟需構建更多考慮實際物理條件的模型,橫跨空間和時間的多個尺度,使得多尺度仿真能夠應用到更多的領域當中;研究更為精確的耦合方法,準確描述物質的微觀力學作用,提高仿真的可靠性;采用準確且有效的算法,減少計算工作量,提高仿真的運行效率,使得磨削仿真研究更切合實際。
(3)開展多種符合磨粒實際幾何形狀的單顆磨粒磨削仿真。由于多個磨粒與工件的多重磨削效果,進行不同磨粒幾何形狀、尺寸、排布的多顆磨粒磨削仿真。多顆磨粒磨削仿真將更切合實際的磨削過程,對磨削機理和磨削優化控制的研究具有重要指導意義。
(4)目前,航空工業領域中,面齒輪、航空發動機葉片等重要零件的精密磨削加工還存在著難點,因此對于該類重要零件的磨削加工過程進行有效的磨削仿真,可對加工中磨削參數選擇和優化奠定可靠的理論基礎。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
光學精密工程(2016年6期)2016-11-07 09:07:19
