連鑄機二冷水模型應用研究
2018-09-10 01:33:37周林唐瑞尹周偉
河北工業科技 2018年2期
周林 唐瑞尹 周偉
摘要:為了提高連鑄生產的自動化控制水平,提升澆鑄效率和鑄坯質量,對唐鋼中厚板1#板坯連鑄機二冷水模型進行了研究和應用,根據不同鋼種的高溫力學特性和極限應力范圍,制定出不同鋼種在各區段適宜的溫度區間,對鑄坯傳熱方程進行一維劃分,應用有限元方法求解,根據不同的鑄坯尺寸、鋼種成分、中包過熱度和拉速等,實時計算鑄坯各位置的溫度和凝固狀態,動態顯示兩相區和凝固末端位置等澆鑄關鍵參數,動態調節各區水量,根據現場實際生產需要,開發多種控制模式。經過實際生產測試,模型控制各項指標均滿足生產要求,可有效降低人工干預,提升生產效率和鑄坯質量,使鑄坯在各區所受應力低于極限應力,減少裂紋產生的概率,為高效連鑄的實施提供了必要的模型控制基礎。
關鍵詞:煉鋼;板坯連鑄;二冷配水;數學模型;動態控制
中圖分類號:TF31 文獻標志碼:A doi: 10.7535/hbgykj.2018yx02010
ZHOU Lin, TANG Ruiyin, ZHOU Wei.Study on application of secondary water cooling model of continuous caster[J].Hebei Journal of Industrial Science and Technology,2018,35(2):134-138.Study on application of secondary water cooling
model of continuous caster
ZHOU Lin1,2, TANG Ruiyin1, ZHOU Wei2
(1. School of Electrical Engineering, North China University of Technology, Tangshan,Hebei 063000, China; 2. Tangshan Iron & Steel Group WILL Automation Company Limited, Tangshan,Hebei 063000, China)
Abstract:In order to improve the level of automation of continuous casting production, the casting efficiency and the quality of slab, secondary cooling water model is researched and applied in the Tangshan Iron and Steel Plate 1# slab caster. According to the high temperature mechanical properties and critical strain range of different steel grades, the safe temperature ranges of different steel grades in each section are determined. The model uses one-dimensional division for the slab heat transfer equation and uses the finite element method to solve the equation. According to the different size, steel composition, overheat and speed, the slab temperature and the solidification state are calculated and displayed in real-time, and casting key parameters such as two-phase region and solidification terminal position are dynamically displayed. The model dynamically adjusts the cooling water flow in each zone. According to the actual production needs of the site, some control modes are developed. In the actual production test, the results meet the? production requirements. The test results show that the model method reduces the manual intervention, improves the production efficiency and the slab quality, makes the slab stress lower than the ultimate stress in each zone, reduces the probability of crack, and provides an indispensable model basis for high-efficiency continuous casting
Keywords:steelmaking;continuous casting; secondary water cooling; mathematical model; dynamic control
在連鑄生產過程中,二次冷卻的強度、冷卻方式、冷卻水量的分配與控制等是影響鑄坯質量的重要因素,大部分的表面缺陷出現在結晶器階段,而其他缺陷如裂紋、脫方、鼓肚出現在二冷階段。鋼水在結晶器中形成一定厚度的坯殼,以保證鑄坯出結晶器不被拉漏,進入二冷區后,冷卻水對鑄坯進行噴淋冷卻,以加速鑄坯內部熱量的傳遞,使之逐漸凝固[1]。二次冷卻的主要作用是加速鑄坯的凝固進程,對從結晶器出來的大部分尚未凝固的鑄坯進行進一步冷卻,確保鑄坯的質量,盡量避免鑄坯表面和內部因二次冷卻不當而產生各類缺陷[2]。
隨著經濟的發展和社會對鋼材品質需求的不斷提高,對二次冷卻工藝的要求也逐步提高。在此背景下,唐鋼中厚板公司1#板坯連鑄機于2016年應用浦項ICT的二級控制系統和二次冷卻水模型(SWC),控制鑄坯凝固進程,以保證鑄坯質量。
目前連鑄控制主要有以下方式:1)根據拉速變化來調節水量,其中對應的拉速和水量是固定的,稱為靜態水表法[3-5];2)動態模型控制,是指在一定程度上適應拉速、斷面、過熱度等變化情況的二次冷卻配水方法[6-8],其中一類是基于實測鑄坯表面溫度的動態控制,一類是基于模型計算的動態控制,本文中SWC模型則屬于后者。
1澆鑄要求和表面目標溫度的確定
二次冷卻區的冷卻要求是:1)冷卻效率要高,保證熱量的傳遞和生產效率;2)噴水量合適,鑄坯溫度在空間上和時間上不會劇烈變化,避免較大的熱應力;3)凝固末端要在矯直段前;4)矯直前要保證一定鑄坯溫度,一般大于900 ℃;5)有較好的表面質量和內部質量[9-12]。
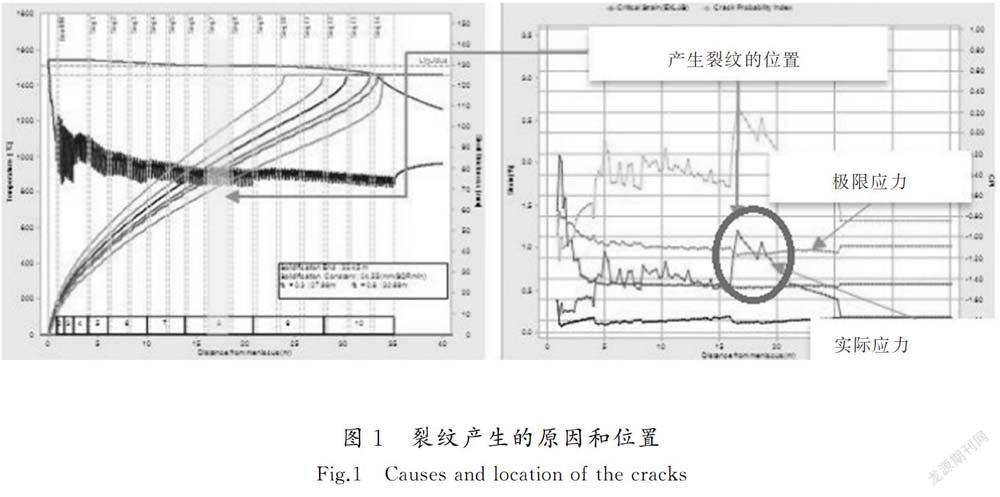
鑄坯的表面目標溫度的確定主要依據所澆鑄的鋼種成分,包括鋼中的碳含量、錳硫比、合金元素B,V,Nb等含量和鋼的高溫力學性能等。由于不同鋼種的高溫脆性曲線不同,即對裂紋的敏感程度不同,對應力的承受極限也不同。在澆鑄過程中鑄坯會受到膨脹鼓肚應力、彎曲/矯直應力、鋼水靜壓力、錯位應力等影響,當鑄坯所受到的應力大于極限應力時,產生裂紋的概率就會比較大,反之產生裂紋的概率就比較小,裂紋產生的原因和位置如圖1所示。
所以,為了避免裂紋產生,就要控制鑄坯的溫度,使鑄坯在低裂紋敏感性和高塑性溫度區間內,經過計算不同的鋼種在各區段的目標溫度如表1所示,各區段溫度控制模式如表2所示。
2實時傳熱模型及求解
綜上,通過連鑄坯傳熱數學模型及其求解,可求得鑄坯特定位置的實時溫度。
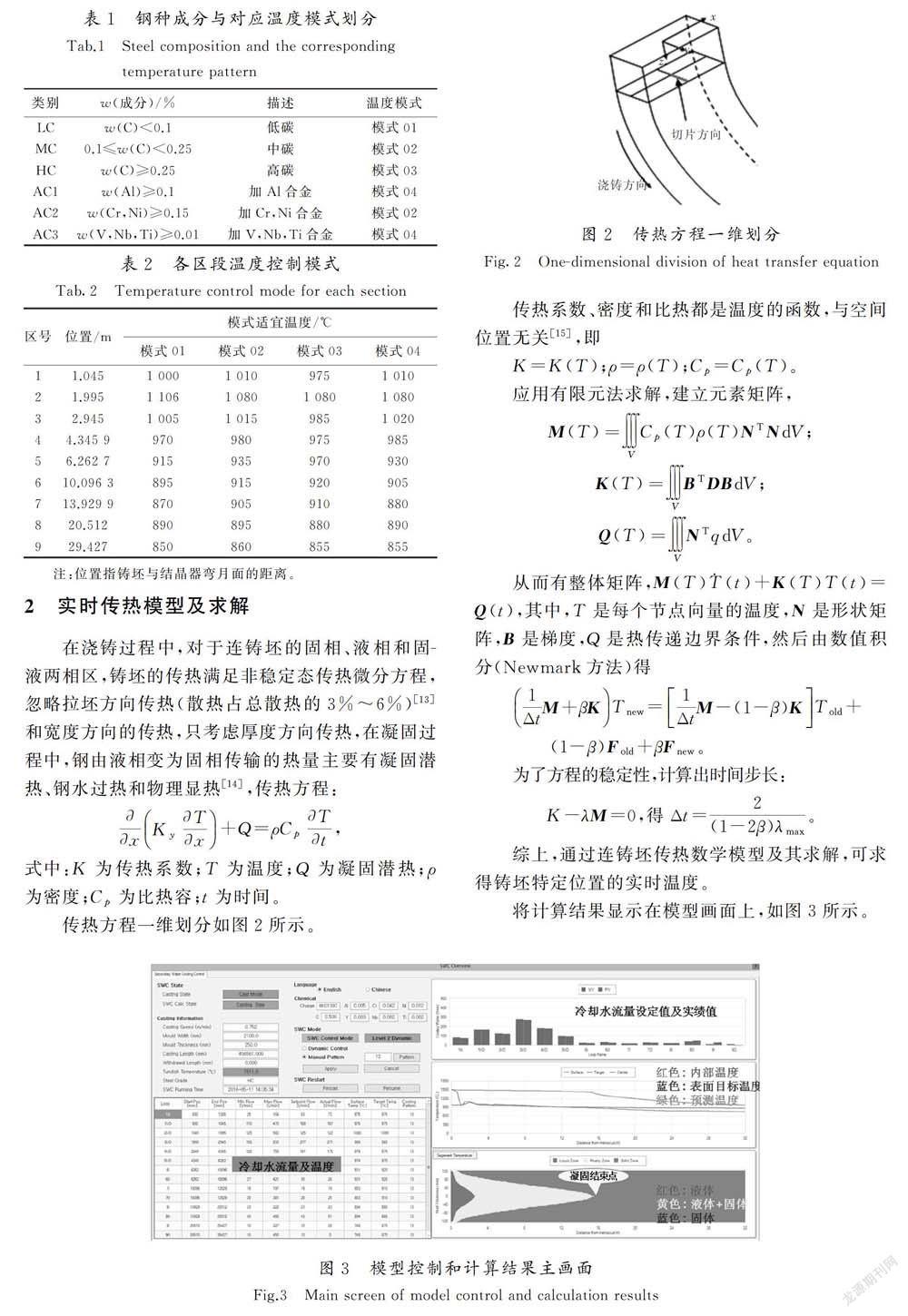
將計算結果顯示在模型畫面上,如圖3所示。
圖3中的模型主畫面,在左上分別顯示了鑄坯的當前拉速、鋼種及成分、結晶器寬度、澆鑄長度、中包溫度和當前控制方式等基本參數;在左下對應各冷卻區顯示了當前應用的冷卻模式表號、設定溫度、計算溫度、設定及實際水量等。在畫面右側顯示了冷卻水量對比圖、鑄坯內部、表面的計算和目標溫度曲線。在右下窗格顯示了固相、液相和兩相區的長度位置和厚度。
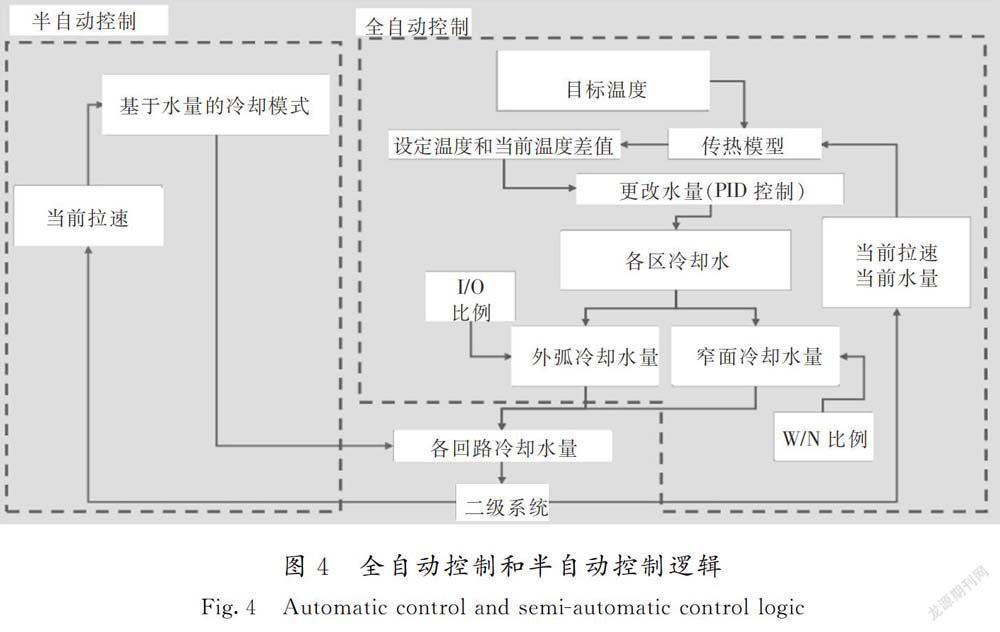
為了應對不同的生產情況,模型提供了3種控制方式:PLC控制、半自動控制和全自動控制模式。PLC模式是當現場不使用二級系統和模型時,根據特定的鋼種和拉速,直接從一級讀取水表進行澆鑄控制。半自動控制是根據特定的鋼種和拉速,從二級系統讀取水表,傳入一級進行澆鑄控制,二級系統采集和傳輸數據;全自動控制是通過二級系統和模型進行實時控制,通過比較計算溫度和目標溫度的差值,由模型實時計算來調節各回路水量,來控制鑄坯的表面溫度趨近目標溫度,從而避開裂紋敏感區,保證生產的順利進行,提高鑄坯的質量,全自動控制和半自動控制邏輯如圖4所示。
3實際測試
針對不同鋼種,在全自動控制模式下,對模型進行了測試,測試鋼種和爐數如表3所示。
類別鋼種對應模型溫度表爐數量中碳鋼NQ235B-2TP022加Ti合金SS400-TiTP041加Ti合金NSS400-TiTP041高碳鋼45#-2TP032高碳鋼SM50-2TP031高碳鋼SM50-4TP034加Ti合金NQ345C-2TP043加Ti合金NQ345B-2TP041Mn, V 添加鋼NQ420B-1TP032Mn, V 添加鋼NQ345C-2TP032高碳鋼SM45-4TP033
在測試結果中,分別對屈服強度、拉伸強度、延伸率、屈強比、裂紋程度、生產穩定性的指標進行檢測,以上指標的同時合格率為90.9%,模型計算的鑄坯表面的實時溫度與生產實際相符合,可滿足生產需要。
4結語
應用了二級系統和水冷模型的唐鋼中厚板公司1#連鑄機實現了實時自動控制,使連鑄生產自動化和信息化。實際運行效果表明,系統安全穩定,控制精度滿足需求。模型有效地彌補了PLC模式和半自動模式不能實時動態控制鑄坯溫度的缺陷。該模型方法為高效連鑄的實施提供了必要的模型控制基礎,具有推廣意義。
隨著更先進的傳感器和測量儀表逐漸投入到冶金生產中,更精準更全面的實績數據將會被采集,制約制造系統快速實施的建模效率將會持續提高[15]。在對連鑄過程復雜行為認識逐漸加深的基礎上,結合工業大數據驅動和人工智能技術,不斷迭代優化連鑄過程的控制模型,形成對連鑄全過程進行生產調控、質量控制、事故預防和節能降耗的全自動化綜合系統,實現連鑄的更綠色更智能化生產,將是未來冶金工作者的研究方向。
參考文獻/References:
[1]蔡開科,程士富.續鑄鋼原理與工藝[M].北京:冶金工業出版社,1994:235-236.
[2]WAYER A, FRICK J. Secondary cooling concepts to increase the efficiency and flexibility of slab casters [J]. Metallurgical Plant and Technology International,2013,36(1): 36-41.
[3]郭戈,喬俊飛.連鑄過程控制理論與技術[M].北京:冶金工業出版社,2003:1-2.
[4]孫一康,王京.冶金過程自動化基礎[M] .北京:冶金工業出版社,2006:2-4.
[5]何航,唐衛紅,丁金虎,等.方/板坯連鑄機澆鑄矩形坯二冷制度優化[J].煉鋼,2009,25(5):12-15.
HE Hang, TANG Weihong, DING Jinhu,et al. Optimization of secondary cooling scheme of combined caster [J]. Steelmaking, 2009,25(5):12-15.
[6]馮科,韓志偉,毛敬華,等.八鋼一號板坯連鑄機二冷水量的優化[J].煉鋼,2007,23(4):18-21.
FENG Ke, HAN Zhiwei, MAO Jinghua, et al. Optimization of secondary cooling water calculation at the No. 1 Slab Caster in Bayi Steel[J]. Steelmaking,2007,23(4):18-21.
[7]紀振平,馬交成,謝植,等.基于混沌蟻群算法的連鑄二冷參數多準則優化[J].東北大學學報(自然科學版),2008,29(6):782-785.
JI Zhenping, MA Jiaocheng, XIE Zhi, et al. Multi-criteria optimization based on chaos ant colony algorithm for secondary cooling parameters in continuous casting [J]. Journal of Northeastern University(Natural Science), 2008,29(6):782-785.
[8]王葉婷,孫猛.板坯連鑄表面目標溫度值二冷動態控制[J].重工與起重技術,2010(3):1-5.
[9]賀道中.連續鑄鋼[M] .北京:冶金工業出版社,2007:72-76.
[10]韓朋,張興中.連鑄坯二次冷卻的非穩態控制[J] .鋼鐵研究學報,2002,14(4):73-76.
HAN Peng, ZHANG Xingzhong. Non-steady control of secondary cooling used for continuous casting slab [J]. Journal of Iron and Steel Research, 2002,14(4):73-76.
[11]程子建,于壽海,尉小兵.酒鋼220 mm×1 600 mm板坯連鑄機二次冷卻自動配水控制[C] //連鑄二次冷卻技術交流會論文匯編.[S.l.]:[s.n.],2005:104-108.
CHENG Zijian, YU Shouhai, WEI Xiaobing.Automatic spay distribution control on secondary cooling of 220 mm× 1 600 mm slab caster in Jiuquan steel [C] //Continuous Casting Secondary Cooling Technical Papers Symposium.[S.l.]:[s.n.],2005:104-108.
[12]石俊紅,蔣道頂,馬會剛.8字形管角部裂紋問題研究[J]. 焊管,2003,26(5),20-21.
SHI Junhong, JIANG Daoding, MA Huigang. Corner cracks research of “8” shape pipe [J]. Welded Pipe and Tube, 2003,26 (5): 20-21.
[13]韓志偉,馮科,王勇,等.板坯連鑄二冷計算機仿真的研究和應用[J].鑄造技術,2006,27(10):1130-1132.
HAN Zhiwei,FENG Ke,WANG Yong,et al.Study and application of computer simulation of secondary cooling in slab continous casting process[J].Foundry Technology, 2006,27(10):1130-1132.
[14]干勇,仇圣桃,蕭澤強.連續鑄鋼過程數學物理模擬[M] .北京:冶金工業出版社,2001:106.
[15]陳華偉,劉國平,圖海寧,等.數據驅動的制造系統快速建模技術 [J] .河北科技大學學報,2014,35(6):504-511.
CHEN Huawei, LIU Guoping, TU Haining, et al. Data-driven rapid modeling of manufacturing system [J]. Journal of? Hebei University of? Science and Technology, 2014, 35 (6): 504-511.
