提升陶瓷花紙品質的各因素解析*
2018-09-12 09:58:50余民權
陶瓷 2018年9期
何 琦 余民權
(江西陶瓷工藝美術職業技術學院 江西 景德鎮 333001)
前言
陶瓷花紙作為裝飾陶瓷的特種印刷品,對陶瓷具有錦上添花的裝飾效果。近年來,隨著絲網印刷工藝、機械設備和電腦分色等技術水平的提高,推動著陶瓷花紙越做越精細。高品質的花紙沒有龜紋和波浪紋的干擾,花面精細,色彩及層次豐富,其裝飾效果毫不遜色于手繪制品,從新彩、青花到粉彩、琺瑯彩甚至顏色釉等裝飾效果皆能高度還原,用花紙予以呈現,使其越來越受到消費者的喜愛。
下面筆者對影響陶瓷花紙品質的三大因素:計算機分色處理、絲網印刷工藝和機械設備進行了分析,為提升花紙品質提供技術參考依據。
1 利用計算機進行精細的分色處理,提升圖像精美度
陶瓷花紙的計算機分色方式可分為兩類:專色分色和四色分色。其中,以專色套印為主,以四色疊印為輔。在提升陶瓷花紙品質的各因素中,最重要的因素就是計算機分色處理,簡稱電腦分色。

圖1 原圖
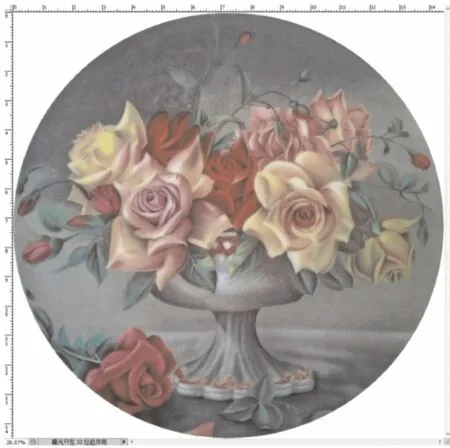
圖2 分色處理后圖
一幅漂亮的設計圖,有可能在計算機處理時,因為分色做的不夠精細,圖像模糊,細節含糊,此時用再好的印刷機也是枉然,印刷出來的圖案一定更加不清晰,并且缺失細節。所以,在利用計算機進行分色處理時,要力求做到線條清晰、層次分明、過渡自然,盡量接近原稿。如圖1~圖4,將一幅像素不高、圖像模糊的圖像做成花紙。那么就需要在分色處理時,務必要做到在高度還原原稿的同時,把圖像做精細,把層次做豐富,注意明暗關系,色調變化,關注每一個細節的調整。這個過程可能會需要耗費大量時間,只有這樣才能確保印刷出來的花紙清晰度、精美度高、更加接近原稿。

圖3 原圖細節圖

圖4 分色處理后細節圖
2 通過測試,尋找適宜的加網線數和加網角度,可避免龜紋和波浪紋的產生
一件陶瓷貼花作品,如果細心觀察就會發現,在色彩有濃淡變化的地方,很容易發現龜紋和波浪紋,而繪畫制品和照片卻找不出網紋和網點。這是因為陶瓷花紙印刷是通過網點來再現畫稿的連續階調層次,即濃淡層次。龜紋和波浪紋的出現會破壞畫面的階調層次與色彩效果,嚴重影響花紙品質,這是絲網印刷最難克服的一種弊端。
經過大量的研究和實踐發現,可以通過測試,尋找適宜的加網線數和加網角度來避免龜紋和波浪紋的產生。
對于每一個不同品牌的網紗,使用90~133線,每根線數對應的角度,要通過角度測試片來測試,選擇最合適的角度。
測試的方法如下:首先,根據圖像選擇好加網線數,使用輸出機把0~90°的所有角度分別出灰度梯圖(如圖5所示),并出在一張菲林上面。在每個灰度梯圖上做好對應的角度標示。選擇所要采用的網紗,確定好網版張力并曬版,后用黑墨印刷。看哪一個角度不會產生錯網、龜紋、波浪紋,過渡自然。正常來講,90個角度里面會有很多角度印出來效果是比較好的。比如,有20個角度印出來的效果能達到要求,然后,只要在這20個角度里面選擇2個角度,出2張菲林,曬版,然后進行疊色印刷,印刷的時候用2個不同的顏色,以便對比效果。這兩個角度只要不會產生錯網、龜紋、波浪紋,過渡自然就可以。一般來說,2個角度之間相隔30°左右為宜,如15°和45°的加網角度效果較好。整個測試工作需要有耐心,盡量多測試幾個角度,從中找到最適宜的角度來使用。
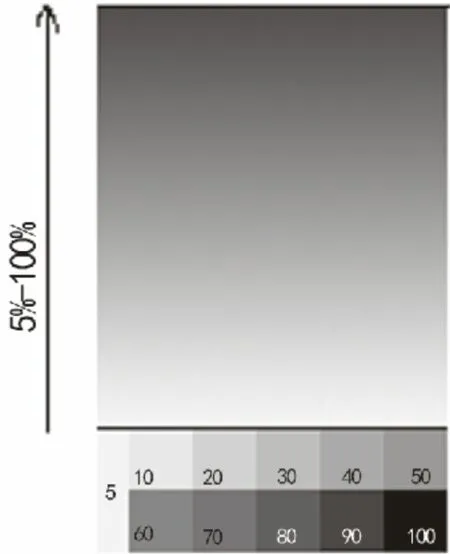
圖5 制作灰度梯圖的標準圖示
3 選擇高水準的機器設備,提升花紙印刷精細度
在曬版過程中,使用質量高的感光膠,配合精度高的曬版機,可以確保網版曝光時每一個位置所吸收的紫外線能量是一致的,不會出現相同的圖案在網版上不同的位置曬出來的版不一致,最終影響印刷品質,而且曬出來的網點圓,線條清晰,后期印刷效果好。曬版機的品牌很多,其中可選擇三英、柯尼、勁豹、東遠等品牌。
絲網印刷主要設備是絲網印刷機,印刷機可分為半自動和全自動印刷機,好的印刷機印刷精度高。規模較大的企業均采用全自動滾筒往返式絲網印刷機,飛達自動輸紙,備有翻頁式自動烘干箱。這種好的全自動絲網印刷機印格昂貴,印刷效率高,印速達800~3 600張/h,印刷精度高。全自動印刷機可選用上海大楊、浙江勁豹、日本櫻井等品牌。規模較小的企業可采用半自動升降式平型絲網印刷機及半自動斜臂式平型絲網印刷機,印速一般為600~1 500張/h,手工輸紙,另配晾紙干燥架。臺灣東遠、臺灣南光、大陸勁豹等品牌的半自動印刷機值得推薦。
在激烈的市場競爭中,尋求產業的高利潤是企業的必然選擇。隨著原料、員工工資等成本的上漲,產品利潤會隨之降低,提高產品價格已成為廠家不得已而為之的策略。那些以價格低廉為旗號的陶瓷花紙生產企業,通過降低花紙品質而換取低廉價格,終將會被市場所淘汰;而注重花紙品質,不斷進行技術革新的企業,生產出的花紙品質高,具有較強的競爭力,才會逐漸在市場中脫穎而出。
我國是陶瓷生產和消費大國,陶瓷花紙的生產在滿足國內外需求的同時,還需要擴大生產,提高產品質量,積極研發新材料、新工藝、新技術,增強自身競爭力。