鋁/鎂攪拌摩擦焊-釬焊焊接接頭微觀組織結構
2018-09-12 09:14:16
精密成形工程 2018年5期
(南昌航空大學 焊接工程系,南昌 330063)
輕質鋁和鎂合金在航空航天、汽車工業等領域的應用越來越廣泛,合理選用低密度的輕質金屬既能降低能耗,又能獲得性能良好的產品[1—3]。鋁合金、鎂合金都具有密度低、比強度高、比彈性模量高、導熱性高等優點[4],在設計制造鋁/鎂復合結構零件的過程中,對兩種金屬的焊接是不可避免的。
由于鋁、鎂化學性質活潑,在晶體結構等物理性能方面存在很大的差異。鋁/鎂異種金屬焊接加工的主要問題有易形成金屬間化合物、易產生氣孔、易形成表面氧化膜以及易形成裂紋[5—6]等,這些問題在一定程度上對這兩種金屬在工業領域中的應用帶來了阻礙,其中影響最大的是接頭中生成的 Al-Mg金屬間化合物[7]。國內外學者對鋁/鎂異種金屬的焊接進行了大量的研究[8—9],研究的主要問題就是通過不同的工藝控制兩種金屬在焊接過程中產生的金屬間化合物的量和分布,從而提高焊接接頭的性能[10]。日本學者Rattana Borrisutthekul[11]采用激光焊對1 mm厚的AZ31B鎂合金板和A5052-O鋁合金板進行中心搭接焊接和邊緣搭接焊接,由于在焊縫的底部會生成Al3Mg2和 Mg17Al12金屬間化合物,使得接頭的強度下降;Takehiko和 Yoshitaka等[12]通過在 AZ31B鎂合金和 1050純鋁電阻點焊接頭的焊縫中加入Ag中間層,使得在一定的范圍內,接頭強度隨著添加 Ag箔的厚度增加而增大。Liuchun Zhong等[13]對 AZ31鎂合金與2024鋁合金進行攪拌摩擦點焊,無中間夾層時鋁-鎂界面處產生厚度約為5 μm的連續金屬間化合物層,接頭拉剪載荷僅為0.8 kN。鋅夾層添加后,接頭拉剪載荷提高了75%,達到1.4 kN。然而,關于用 FSW 夾雜 Zn的 Al與 Mg的異種合金焊接的報道比較少,而且關于接頭處添加Zn中間夾層形成釬焊區的研究還不夠。
文中提出通過采用攪拌摩擦焊焊接Al/Mg,并且添加中間層 Zn,一方面降低了焊接熱輸入,另一方面中間層Zn的添加又能抑制異種金屬焊縫中脆性金屬間化合物的產生。研究了中間層Zn對復合焊接接頭的顯微組織和力學性能的影響,為促進Al/Mg異種金屬FSW結構的工程應用提供理論基礎。
1 試驗
焊接材料為規格為 200 mm×80 mm×3 mm 的2A12-T4態鋁合金和經過擠壓、軋制成形的規格為300 mm×100 mm×4 mm的AZ31變形鎂合金,試驗采用的釬料是純度為99.9%的Zn箔,規格為100 mm×40 mm×0.05 mm。
試驗中,攪拌頭采用的是GH4169高溫合金。攪拌頭軸肩為18 mm、攪拌針表面加工有M5的左螺紋,其形狀尺寸見圖1。

表1 2A12鋁合金和AZ31鎂合金化學成分(質量分數)Tab.1 Chemical composition of 2A12 aluminum alloy and AZ31 magnesium alloy (mass fraction) %

圖1 攪拌頭尺寸Fig.1 Geometric dimensioning of tool
試驗采用的焊接形式為搭接,鋁合金置于上側,在搭接界面添加一層厚度為 0.05 mm的純鋅作為釬料,見圖2。
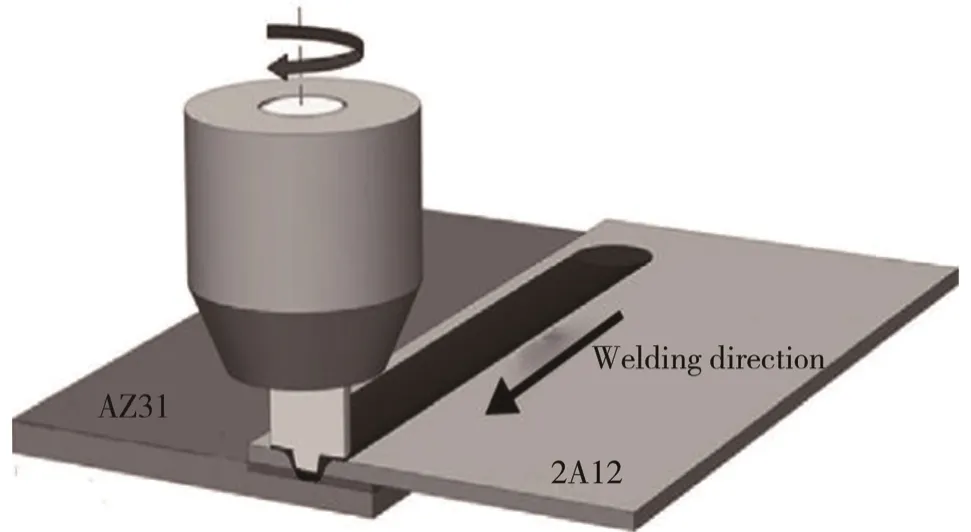
圖2 焊接示意圖Fig.2 Welding diagram
試驗在X53K銑床改裝的攪拌摩擦焊機上進行,焊接速度選擇范圍為23.5~60 mm/min、旋轉速度選擇范圍為 235~600 r/min。
2 結果分析
2.1 中間層材料Zn對FSW-B復合焊接接頭釬焊區界面組織的影響
典型的FSW-B復合焊接接頭橫截面宏觀形貌見圖3,分別在界面處取A, B, C, D這4個區域進行分析,這些區域分別為搭接區、軸肩作用邊緣區、軸肩作用中心區、攪拌針作用邊緣區。為了進一步對復合焊接接頭釬焊區進行分析,對以上4個區域進行進一步的組織觀察分析,其結果見圖4。
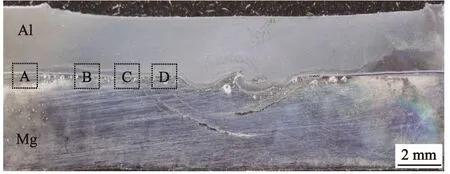
圖3 復合焊接接頭橫截面宏觀形貌Fig.3 Macroscopic appearance of cross section of composite welded joint
圖4a, 4b, 4c, 4d分別為圖2中A, B, C, D各個區域的放大圖,從圖 4a可以看出,該處的鋁合金和鎂合金界面存在的釬料Zn保持了原有狀態。釬料與鋁合金和鎂合金母材都沒有發生反應,并且在鋁/鋅和鋅/鎂界面之間存在空隙。圖4b中釬料Zn層與母材鋁合金和鎂合金依然存在明顯的邊界,但是 Zn/Mn界面的結合相對于圖 4a中略微得到改善。分析認為圖 3中A區由于不在攪拌頭軸間的作用區,焊接過程中無法獲得足夠的熱量則無法使得釬料Zn達到熔點,另外由于軸肩作用區域的鍛壓力也不足,則導致該處易產生縫隙,因此無法形成良好的釬焊焊縫。隨著位置逐漸靠近攪拌頭軸肩作用區,溫度和壓力都逐漸增大,如圖4c和4d所示,可以看出,隨著距離攪拌針作用區越近,中間層釬料Zn的厚度在逐漸減小,直至中間層釬料完全消失,形成了一層與釬料 Zn、鋁合金母材以及鎂合金母材完全不同的組織。
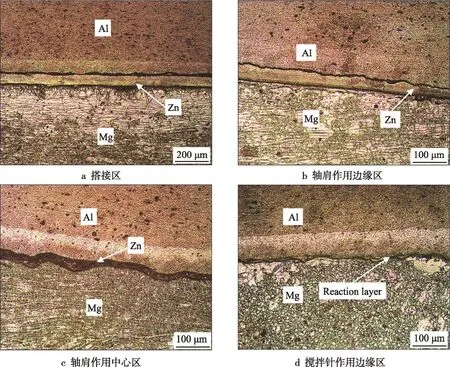
圖4 復合焊接接頭界面組織結構Fig.4 Interface structure of composite welded joint
為了精確地定性分析在釬焊區域內添加的中間層釬料Zn與母材發生冶金反應之后生成產物的具體物相。選擇了距離焊核區更近的復合焊接接頭釬焊區域,進行微區XRD測試。測試區域如圖5a所示,測試結果如圖5b所示。從圖5b可以看出,所測試的區域不存在單質釬料Zn,而是被Al-Zn, Mg-Zn的金屬間化合物以及固溶體所取代。同時其中還存在MgZn2這一金屬間化合物,鋁-鎂-鋅三元合金中IMC熱力學計算,得出 MgZn2的自由能遠小于鋁鎂金屬間化合物 Al3Mg2以及 Mg17Al12的自由能[14]。由于 Al3Mg2以及Mg17Al12是脆硬的金屬間化合物,數量越多焊縫的力學性能越差。MgZn2雖然是一種較脆的共晶組織,但是 Mg-Zn第二相顆粒的彌散分布特征可以很好地抑制裂紋的擴展,Ruigen Gan[15]等的研究中也出現了該化合物,測試區域沒有檢測到 Al-Mg系金屬間化合物的存在,因此,說明添加的中間層釬料 Zn已經很好地阻隔了Al和Mg的相互反應,從而達到了減少Al-Mg金屬間化合物量的目的。
2.2 FSW-B復合焊接接頭微觀組織與性能
不同工藝參數下異種合金復合焊接接頭抗拉減力對攪拌頭旋轉速度的變化規律見圖6。可以看出,在相同的焊接速度下,隨著攪拌頭旋轉速度的增加,焊接接頭的抗拉剪力都呈現先增大后減小的趨勢。拉剪力最大時的加工參數為焊接速度23.5 mm/min,旋轉速度375 r/min,此時抗拉剪力達到了5.5 kN。當焊接速度為37.5 mm/min,旋轉速度為475 r/min時,抗拉剪力達到峰值。由3條曲線可以看出,焊接速度的變化必須與對應的旋轉速度相匹配,才能獲得力學性能良好的焊接接頭,但是當焊接速度為 60 mm/min時,在不同的旋轉速度下焊接接頭的抗拉剪力都比較小,曲線基本沒有出現峰值。這說明了焊接速度與旋轉速度的提高,雖然保證了對焊縫的熱輸入,而對接頭的機械攪拌作用以及釬焊范圍卻發生了改變,釬料的大量熔化導致了進入焊核的釬料增多,在軸肩尺寸相同的情況下,釬焊的寬度就相應減小了,導致接頭的抗拉剪力減小,所以選擇匹配的旋轉速度與焊接速度是獲得優良接頭的一個重要保證。
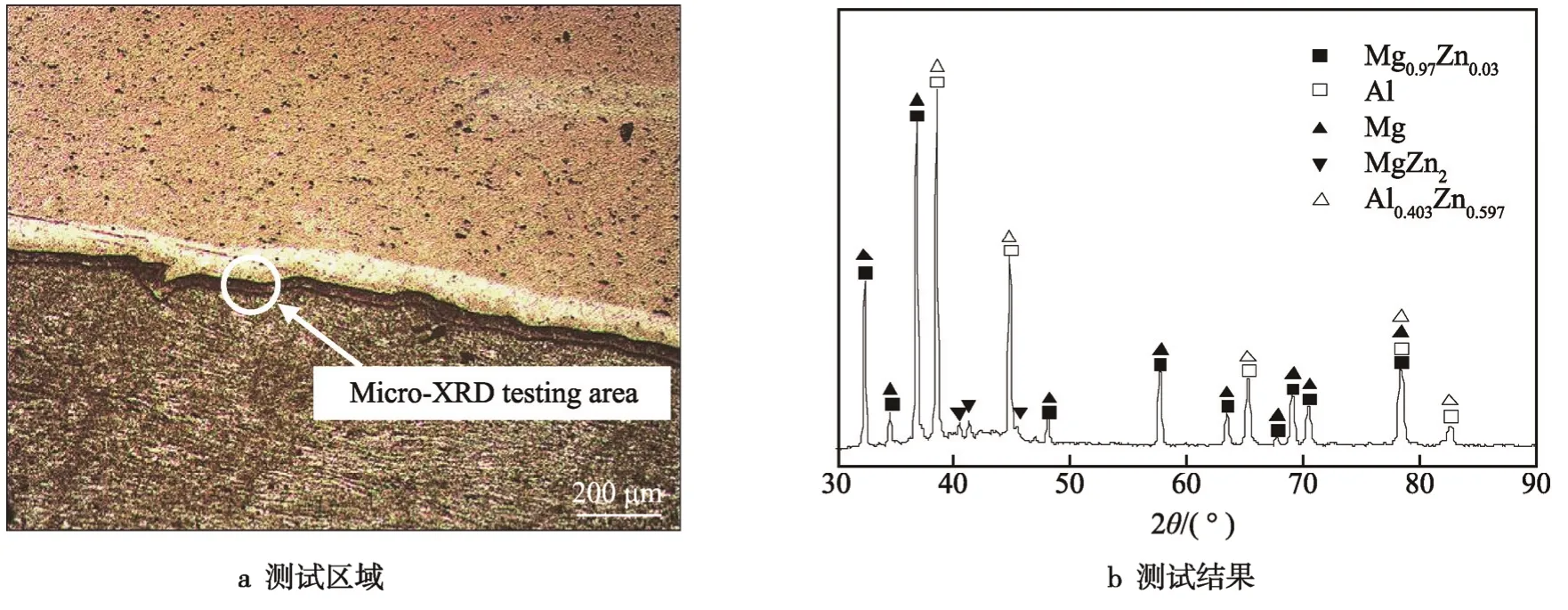
圖5 復合焊接接頭釬焊區微區XRD測試結果Fig.5 XRD test results of micro zone in brazing zone of composite welded joint
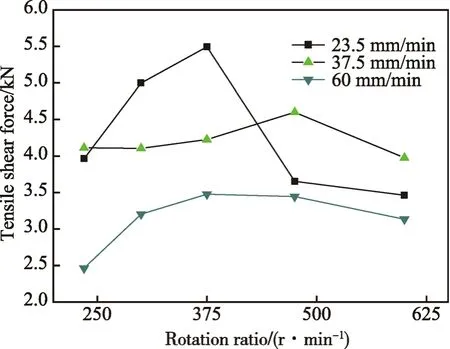
圖6 旋轉速度對異種金屬復合焊接接頭抗拉剪力的影響Fig.6 Influences of rotation speed on tensile shear strength of different metal composite welded joints
鋁/鎂異種合金焊接接頭拉伸的載荷和變形曲線見圖7,其中虛線為攪拌摩擦焊-釬焊復合焊接接頭的拉伸變形曲線,可以看出,隨著載荷的逐漸增大,拉伸變形也在增大,但是當拉伸載荷達到3.5 kN時出現波動。在試驗過程中觀察到,此時接頭的釬焊區域已經完全斷裂,承受載荷的只有攪拌摩擦焊區域,因此,可以認為,在復合焊接接頭的拉伸過程中,釬焊區域能夠首先吸收部分拉伸載荷,對緩解接頭的斷裂趨勢有一定輔助作用,MgZn2化合物的存在也驗證了這一點,從而增加了接頭的抗拉剪性能,該結果與Yuhua Jin等研究中出現的釬料鋅在斷面上的存在降低了裂紋趨勢的描述相符[15]。FSW-B焊接接頭的斷口宏觀形貌以及SEM分析見圖8。由圖8a可以看出,復合焊接頭的斷裂發生在Al/Zn界面。對圖8a中的區域B和C進行SEM分析,其形貌見圖8b和8c,其中圖8c和圖8e分別對應圖8b和圖8c的放大。從圖8b和圖8c可以看出,斷口宏觀較為光滑,呈現河流花樣,表明接頭斷裂方式為脆性斷裂。這與圖7中復合焊接接頭的載荷和位移曲線所呈現的結果相一致,進一步得到了驗證。從圖8d可以看出,該區域為攪拌摩擦焊接區域。接頭的斷口宏觀形貌出現了光滑的解理面,對局部進行進一步放大,如圖8e所示,可以發現大量的解理臺階面和層狀的撕裂棱。對接頭的斷口分析發現,在斷口中沒有出現韌窩等塑性斷裂的特征,而是以河流花樣和解理臺階為主的脆性斷裂特征,并且,河流花樣主要出現在靠近攪拌針作用的釬焊區域,而解理臺階則出現在攪拌針作用的區域,因此,可以認為,復合焊接接頭的斷裂方式為脆性斷裂。
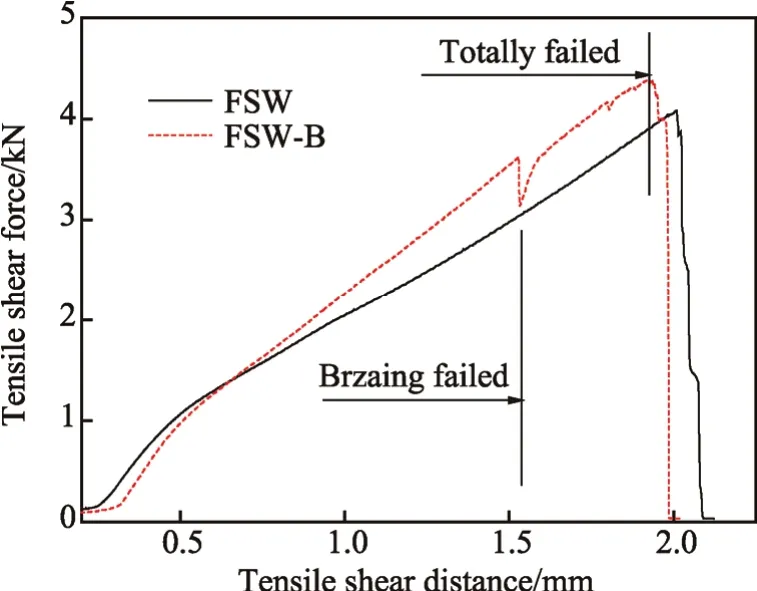
圖7 焊接接頭的拉伸變形曲線Fig.7 Tensile deformation curve of welded joints
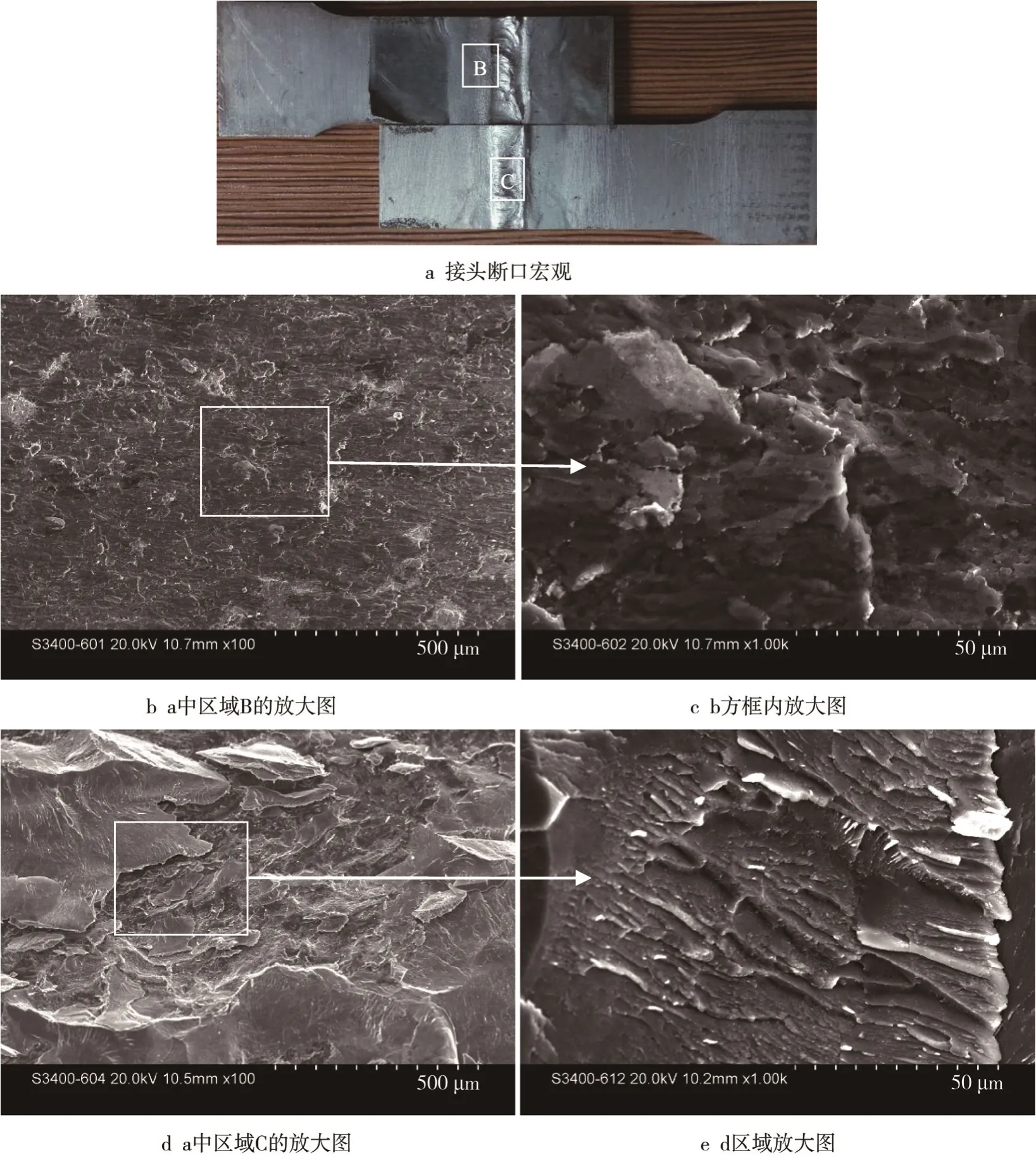
圖8 復合焊接接頭斷口宏觀形貌SEM分析Fig.8 SEM analysis of fracture morphology of composite welded joint

圖9 圖8c, e區域的EDS分析Fig.9 EDS analysis in region c and e of Fig.8
對接頭斷口圖8c區域進行EDS能譜分析,結果見圖 9a。從能譜分析可以發現,在斷口區域內存在大量的Al約占質量分數的82.55%,而Zn較少約占質量分數的0.89%,同時并沒有發現Mg元素。由于圖8b為鋁側,可以認為斷裂發生在偏鋁側,所以Al元素占比很大,同時,由于Zn釬料熔化后,在攪拌頭軸肩的作用下被大量擠出,從而Zn在該區域存在的量較少。對接頭斷口圖8e區域進行EDS能譜分析,其結果見圖9b。在EDS結果中發現,該區域存在的Al約占質量分數的71.05%,相對圖8c區域有所降低,同時還存在質量分數為 16.98%的 Mg元素以及質量分數為11.61%的Zn元素,并且Zn元素的含量明顯超過了AZ31鎂合金母材中Zn元素的量,因此可以斷定,有部分釬料Zn進入到了該區域中。與傳統的采用攪拌摩擦焊焊接鋁/鎂的結果相比,可以認為,在該區域由于Zn釬料的添加,有效阻止了Mg和Al的相互接觸、反應[16]。
3 結論
1)在復合焊接接頭的拉伸過程中,釬焊區域能夠首先吸收部分拉伸載荷,對緩解接頭的斷裂趨勢有一定的輔助作用,能夠增加接頭的抗拉剪性能。拉剪力最大時的加工參數為焊接速度為23.5 mm/min,旋轉速度為375 r/min,此時抗拉剪力達到了5.5 kN。
2)復合焊接接頭的斷裂方式為脆性斷裂,在斷口區域內存在大量的Al且含少量Zn,同時并沒有發現有Mg,因此可以認為,Zn釬料的添加有效阻止了Mg和Al的相互接觸、反應。
3)復合焊接接頭的釬焊焊縫主要分為搭接區、固相擴散區、釬焊區。搭接區的釬料保持固態,焊接過程中沒有熔化也沒有形成冶金反應;固相擴散區的釬料在焊接過程中保持固態,在軸肩的熱和力作用下發生擴散形成連接,釬焊區的釬料熔化后,與母材發生冶金反應,形成釬焊焊縫。焊縫的主要組成為 Al和Mg與Zn的固溶體以及MgZn2金屬間化合物,沒有生成Al-Mg系金屬間化合物。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52