LF2/LD7鋁合金管板高頻感應(yīng)釬焊工藝研究
2018-09-12 09:14:22
精密成形工程 2018年5期
關(guān)鍵詞:區(qū)域
(南昌航空大學(xué) 焊接工程系,南昌 330063)
現(xiàn)代工業(yè)中鋁及鋁合金的焊接方式很多,包括浸沾釬焊、真空釬焊、保護(hù)氣氛釬焊、熔化焊和攪拌摩擦焊等。在 LF2/LD7異種鋁合金管板焊接時(shí),上述焊接方式會(huì)出現(xiàn)焊接操作復(fù)雜、焊接成本高、焊接接頭強(qiáng)度低、壽命短等問(wèn)題[1—12]。高頻感應(yīng)釬焊具有高效、控制精確、低污染等特點(diǎn),是一種環(huán)保型釬焊方法[13]。高頻感應(yīng)加熱釬焊充分利用局部感應(yīng)電流產(chǎn)生焦耳熱對(duì)工件加熱,連接高強(qiáng)度部件,高頻加熱可以減少工件變形,降低或消除工件接頭燒損,并且小件管板結(jié)構(gòu)的高頻感應(yīng)釬焊的焊接過(guò)程具有可視性[14—16]。高頻感應(yīng)加熱釬焊是一項(xiàng)傳統(tǒng)的釬焊技術(shù),在生產(chǎn)中的許多方面都有運(yùn)用,目前對(duì)異種鋁合金的高頻感應(yīng)釬焊焊接研究比較少,尤其針對(duì) LF2/LD7異種鋁合金的高頻感應(yīng)釬焊研究[17]。異種鋁合金高頻感應(yīng)釬焊研究,為實(shí)際焊接生產(chǎn) LF2/LD7異種鋁合金部件焊接工藝參數(shù)提供理論數(shù)據(jù)。
1 材料及方法
LD7板厚度為5 mm,孔直徑為9.8 mm,管外徑為9.6 mm,內(nèi)徑為8.6 mm。母材LF2鋁合金管化學(xué)成分見(jiàn)表1,LD7鋁合金板化學(xué)成分見(jiàn)表2。

表1 LF2鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 Chemical composition of LF2 aluminum alloy (mass fraction) %

表2 LD7鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.2 Chemical composition of LD7 aluminum alloy (mass fraction) %
釬料YX-110為Al-Zn-Ag-Ni合金,絲狀自釬劑釬料,含有質(zhì)量分?jǐn)?shù)為20%的Al,0.55%的Ag,0.45%的Ni,余量為Zn。釬劑QJ201去氧化膜能力強(qiáng),熔點(diǎn)低,適合高頻感應(yīng)釬焊,因此,采用 QJ201作為試驗(yàn)釬劑。試驗(yàn)通過(guò)控制電流I,加熱時(shí)間t,確定最佳工藝參數(shù),并添加碳棒輔助感應(yīng)加熱試驗(yàn),獲得不同參數(shù)釬焊接頭,制備金相試樣,觀察分析焊接參數(shù)對(duì)微觀組織的影響,腐蝕劑采用Keller試劑,其中 H2O∶HNO3∶HCl∶HF=95.0∶2.5∶1.5∶1.0。測(cè)試微觀硬度,分析釬焊接頭硬度分布,測(cè)試參數(shù)為加載載荷100 g,加載時(shí)間10 s。
2 結(jié)果及分析
2.1 高頻感應(yīng)電流對(duì)釬焊接頭微觀組織的影響
LD7鋁合金板上表面到感應(yīng)線圈距離D=7 mm、加熱時(shí)間t=100 s,改變電流I,得到釬焊接頭的微觀組織見(jiàn)圖1。高頻感應(yīng)電流對(duì)微觀組織有明顯影響。釬焊接頭正面組織低熔共晶體比接頭反面組織少,原因是集膚效應(yīng)在接頭正面產(chǎn)生的感應(yīng)電流大,產(chǎn)生的熱量多,有更大機(jī)會(huì)生成低熔共晶體,并且在釬焊接頭正面存在未釬透現(xiàn)象。分析認(rèn)為,較大電流產(chǎn)生的感應(yīng)電流同樣增大,由Q=I2Rt(焦耳)可知,產(chǎn)生的熱量多,并且單位時(shí)間熱量輸入大,因此,釬料與釬劑幾乎同步熔化,這將抑制釬劑去除氧化膜的作用,以至于釬料很難流動(dòng)、潤(rùn)濕釬縫,出現(xiàn)未釬透現(xiàn)象,在釬縫中存在不同的缺陷,電流I=28 A時(shí),僅存在氣孔缺陷,電流I=30 A時(shí),既存在氣孔缺陷又存在未釬透。

圖1 電流對(duì)接頭顯微組織影響Fig.1 Effect of current on microstructure of joint
2.2 加熱時(shí)間對(duì)釬焊接頭微觀組織的影響
LD7鋁合金板上表面到感應(yīng)線圈的距離D=7 mm、感應(yīng)電流I=28 A,改變加熱時(shí)間t得到釬焊接頭的顯微組織見(jiàn)圖2。加熱時(shí)間t增加,晶粒大小沒(méi)有明顯變化,組織間低熔共晶體數(shù)量變化不大,但有明顯增加的趨勢(shì)。釬焊接頭正面組織比反面組織晶粒粗大,但正面低熔共晶體的數(shù)量比反面少。由此可知,改變感應(yīng)加熱時(shí)間t,對(duì)接頭組織的影響不大。

圖2 加熱時(shí)間對(duì)釬焊接頭的影響Fig.2 Effect of heating time on brazing seams
2.3 碳棒輔助對(duì)釬焊接頭微觀組織的影響
LD7鋁合金板上表面到感應(yīng)線圈的距離D=7 mm、感應(yīng)電流I=28 A、加熱時(shí)間t=140 s,獲得釬焊接頭與同參數(shù)下添加碳棒輔助獲得釬焊接頭的微觀組織,如圖3所示。當(dāng)添加碳棒輔助釬焊時(shí),接頭釬焊微觀組織晶粒細(xì)小,低熔共晶體數(shù)量較多,并且添加碳棒輔助時(shí)釬焊接頭的正面組織晶粒比接頭反面組織晶粒粗大,正面組織低熔共晶體的數(shù)量比反面組織低熔共晶體少。碳棒輔助改善了感應(yīng)電流的分布,使管板結(jié)構(gòu)受熱較均勻,釬焊接頭晶粒細(xì)小,低熔共晶體的含量增加。

圖3 碳棒輔助對(duì)釬焊微觀組織的影響Fig.3 Effect of carbon-rod assistance on brazing microstructure
對(duì)在電流I=35 A、加熱時(shí)間t=90 s、LD7板上表面到感應(yīng)線圈的距離D=7 mm的條件下,添加碳棒輔助的試樣進(jìn)行能譜分析。EDS元素分析釬縫組織兩種明顯不同相的元素組成,如圖4所示,分別選擇a中1區(qū)域和b中2區(qū)域。
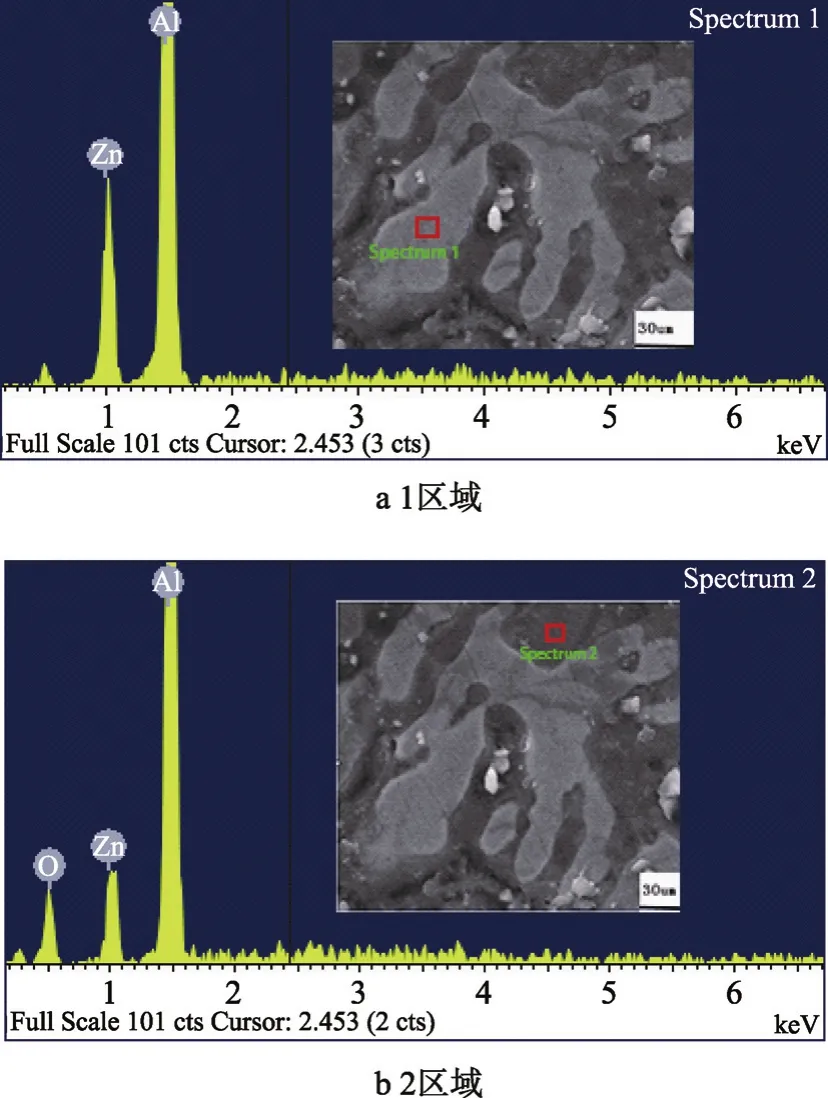
圖4 釬縫區(qū)域EDS元素分析結(jié)果Fig.4 EDS element analysis results of brazing seam area
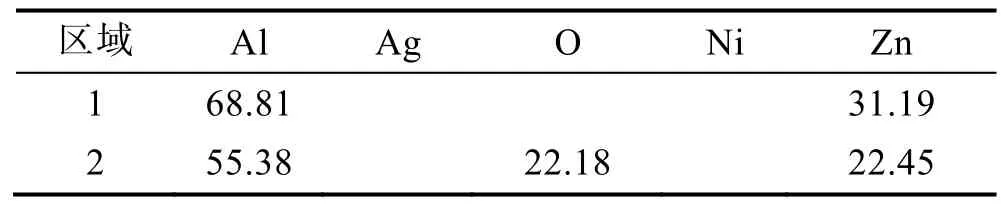
表3 EDS元素分析結(jié)果(質(zhì)量分?jǐn)?shù))Tab.3 Element analysis results of EDS area(mass fraction) %
EDS元素分析結(jié)果見(jiàn)表3,1, 2區(qū)域元素成分差異明顯,1區(qū)域鋁元素的質(zhì)量分?jǐn)?shù)(68.81%)高出2區(qū)域鋁元素(55.38%)13.43%,1區(qū)域鋅元素的質(zhì)量分?jǐn)?shù)(31.19%)高出2區(qū)域鋅元素(22.45%)8.74%,變化最顯著的是氧元素,1區(qū)域不含氧元素,而2區(qū)域含氧元素的質(zhì)量分?jǐn)?shù)高達(dá)22.18%。對(duì)比含有質(zhì)量分?jǐn)?shù)為20%的Al,0.55%的Ag,0.45%的Ni,余量為Zn的釬料YX-110,1區(qū)與2區(qū)鋅含量均低于釬料鋅含量,可推測(cè)鋅含量對(duì)釬縫區(qū)硬度影響不大。
2.4 工藝參數(shù)對(duì)接頭顯微硬度的影響
高頻感應(yīng)釬焊參數(shù):固定距離D=7 mm,控制電流大小和高頻感應(yīng)時(shí)間獲得不同焊接接頭,在400倍顯微鏡下觀察到的壓頭壓痕,如圖5所示,a為L(zhǎng)D7鋁合金板材,b為釬縫區(qū)域,c為L(zhǎng)F2鋁合金管材。在相同倍率下,明顯能看出LF2鋁合金壓痕明顯大于LD7鋁合金壓痕,LD7鋁合金壓痕大于釬縫區(qū)域壓痕,根據(jù)壓痕大小可以定性判斷顯微硬度:LF2<LD7<釬縫區(qū)域。
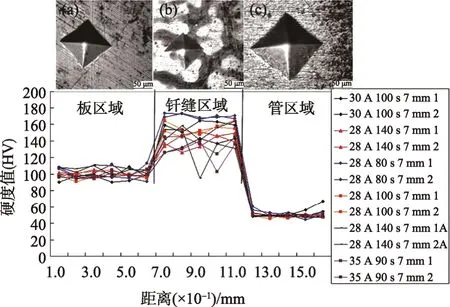
圖5 接頭顯微硬度分布Fig.5 Microhardness distribution of joints.
固定距離D=7 mm,改變電流和加熱時(shí)間獲得不同參數(shù)下釬焊接頭,每個(gè)接頭選擇兩個(gè)不同區(qū)域進(jìn)行顯微硬度測(cè)試(1A, 2A代表添加碳棒輔助的1,2兩不同區(qū)域),各區(qū)域顯微組織硬度見(jiàn)圖 5。其中,LD7鋁合金板材區(qū)域組織硬度在HV90~HV110;LF2鋁合金管材區(qū)域組織硬度在HV40~HV50;而釬縫區(qū)域硬度明顯增高,釬縫區(qū)域組織硬度在HV130~HV170左右,釬縫區(qū)域組織硬度是 LD7鋁合金板材區(qū)域組織硬度的1.4倍,是LF2鋁合金管材區(qū)域組織硬度3倍多。釬縫區(qū)域硬度隨加熱時(shí)間變化明顯,相同電流大小,加熱時(shí)間越大,釬縫區(qū)域組織硬度越小。工藝參數(shù)為電流I=28 A、加熱時(shí)間t=80 s、LD7板上表面到感應(yīng)線圈的距離D=7 mm時(shí),釬縫區(qū)的平均硬度值最大,硬度最大值為HV173.2,最小硬度值為HV165.9;添加碳棒輔助,釬縫區(qū)硬度值出現(xiàn)了很大的波動(dòng),最大硬度值為HV153.3,最小硬度值為HV102.8。
電流I=28 A、加熱時(shí)間t=80 s、LD7板上表面到感應(yīng)線圈的距離D=7 mm時(shí),高頻感應(yīng)釬焊能夠獲得最高硬度值的釬縫,添加碳棒輔助后組織硬度降低,碳棒輔助使組織產(chǎn)生了大量的低硬度低熔共晶體,而低熔共晶體大小不一、分布不均,因此顯微硬度波動(dòng)較大,且硬度較低。
3 結(jié)論
1)LF2/LD7異種鋁合金管板結(jié)構(gòu)高頻感應(yīng)釬焊,最佳工藝參數(shù)如下:LD7鋁合金板表面到感應(yīng)線圈的距離D=7 mm,電流I=28 A,加熱時(shí)間t=80~140 s。
2)當(dāng)工藝參數(shù)為:LD7鋁合金板表面到感應(yīng)線圈的距離D=7 mm,電流I=28 A,加熱時(shí)間t=80~140 s時(shí),釬焊接頭的釬縫正反面釬料填縫均勻。當(dāng)電流I=35 A,其他焊接參數(shù)不變時(shí),添加碳棒輔助可以改變管板形貌,明顯降低管燒損程度。
3)延長(zhǎng)加熱時(shí)間、增大電流值以及添加碳棒輔助,組織低熔共晶體含量增多,晶粒細(xì)小,釬縫組織的顯微硬度高于母材的硬度。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財(cái)經(jīng)大學(xué)學(xué)報(bào)(2015年3期)2015-12-10 03:49:15