電火花加工中小直徑深孔加工和微孔加工特性分析
2018-09-13 01:45:36朱永迪
鍛壓裝備與制造技術(shù) 2018年4期
關(guān)鍵詞:方法
朱永迪
(蘭州職業(yè)技術(shù)學(xué)院,甘肅 蘭州 730070)
自從電火花成形加工普及應(yīng)用以來,技術(shù)上有了很大發(fā)展。特別是對模具制造業(yè)起到了很大的作用。復(fù)雜型腔的模具制造是機(jī)械加工中的一個技術(shù)難題,電火花加工技術(shù)對特殊形狀的零件、模具型腔等加工具有很大的優(yōu)越性[1]。電火花放電加工是利用兩電極極間脈沖火花放電產(chǎn)生大量的熱能,熔化、蒸發(fā)和拋出電極材料,達(dá)到加工目的[2]。然而,電極在加工中對一些小直徑深孔和微孔,就加工方法與性能又有不同的對策。本文就電火花成形加工中硬質(zhì)合金小直徑深孔加工方法與性能進(jìn)行分析,并以?0.012mm微孔加工為實(shí)例對微孔加工性能進(jìn)行分析。
1 硬質(zhì)合金小直徑深孔加工方法與性能分析
由于硬質(zhì)合金的硬度很高,因此,它是一種機(jī)械加工中難以加工的材料,通常要采用金剛石或氮化硼(CBN)等工具進(jìn)行加工。但是,根據(jù)形狀和加工深度,有很多必須采用電火花成形加工,特別是對于深小孔幾乎都要依靠電火花成形機(jī)來加工。下面介紹電火花成形加工在小直徑深孔加工中的應(yīng)用實(shí)例。
(1)機(jī)械零件的孔加工;
(2)模具的排氣孔;
(3)線切割加工的預(yù)孔;
(4)電火花成形加工的預(yù)孔。
在上述的第(3)項的線切割預(yù)孔加工實(shí)例中,多數(shù)是硬質(zhì)合金的直徑小而深的深孔加工。表1是利用安裝在電火花成形加工機(jī)床上的小孔專用附件(小孔加工導(dǎo)向工具)加工硬質(zhì)合金小直徑深孔的加工性能的一個實(shí)例。
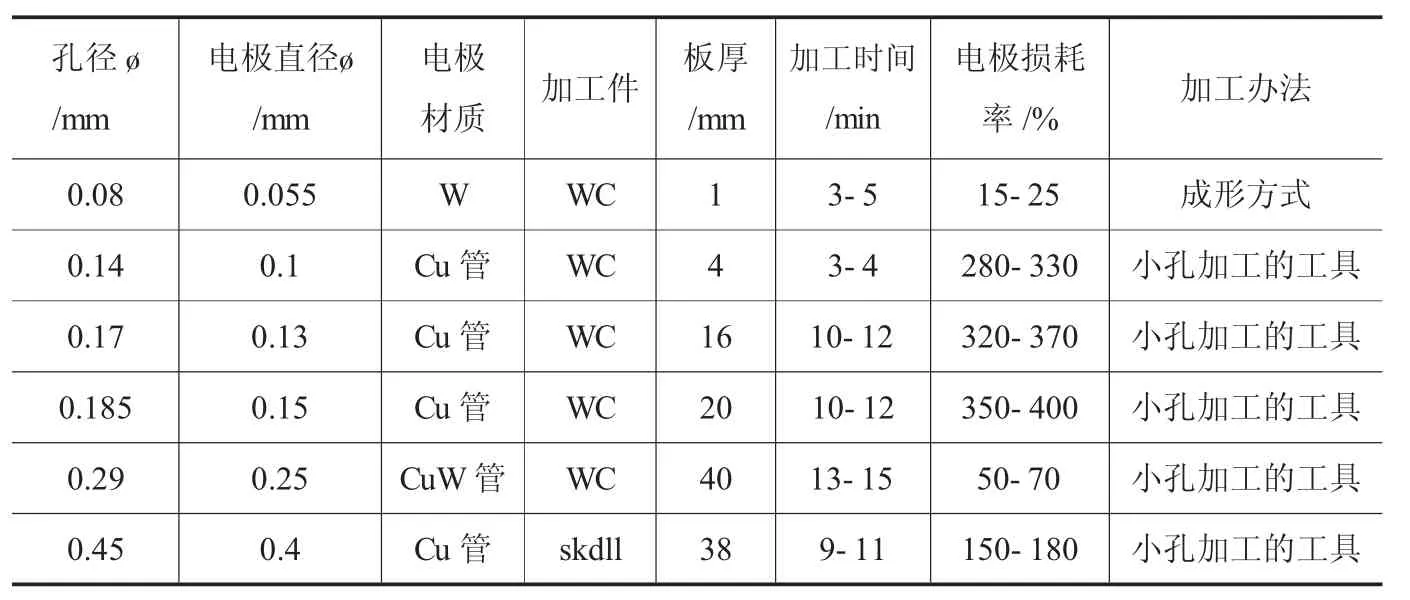
表1 小孔加工性能實(shí)例
電火花穿孔加工方法有利用管子電極的加工方法(圖1)與成形電極的加工方法(圖2)。對于孔徑在 變小。0.25mm以下的深孔加工中,管子電極的直徑為0.2mm以下,表2是管子電極的規(guī)格。采用管子電極的加工方式應(yīng)注意以下事項:
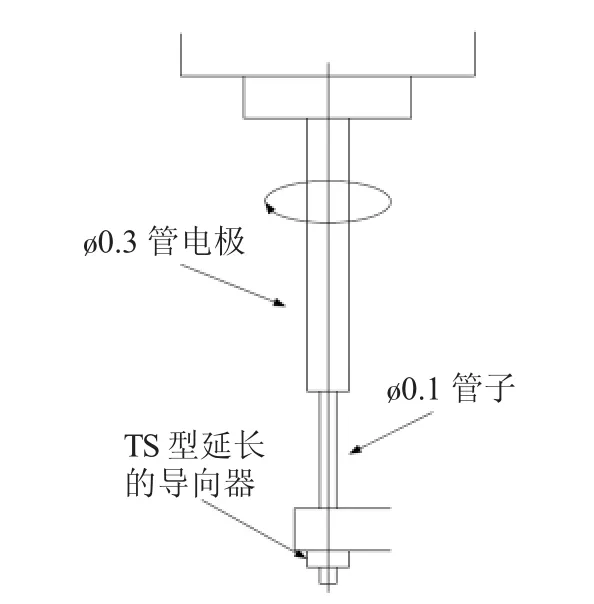
圖1 使用小孔工具的加工方法
(1)因采用長度為200mm以上的長電極,所以需要使用如圖1所示的管子導(dǎo)向器。
(2)加工孔的入口直徑小,出口直徑變大的傾向如圖3b所示。
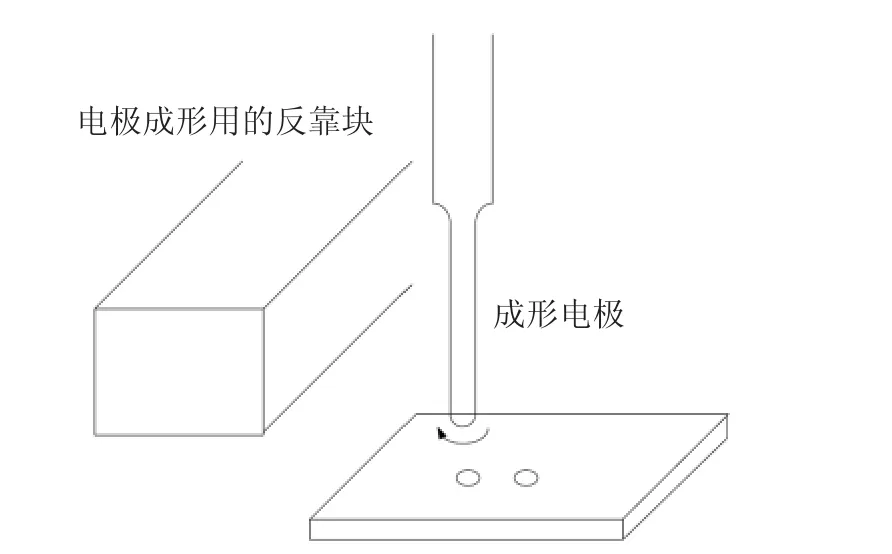
圖2 使用旋轉(zhuǎn)電極的加工方法
(3)由于加工液量的不同,特別是加工液的噴射或噴流壓力過高,使得電極損耗與加工時間產(chǎn)生改變[3]。
(4)在即將穿透時,一旦加工不穩(wěn)定就會延長加工時間,并使錐狀的出口直徑變大。
(5)利用搖動加工可以調(diào)整加工的尺寸,為提高加工效率,搖動的幅度(Step)最好保持0.02~0.03mm之內(nèi)。
另外,當(dāng)加工深度淺的孔時,應(yīng)采用如圖2所示的電極成形法。圖3a表示產(chǎn)生加工錐度的傾向,即入口側(cè)變大、出口處
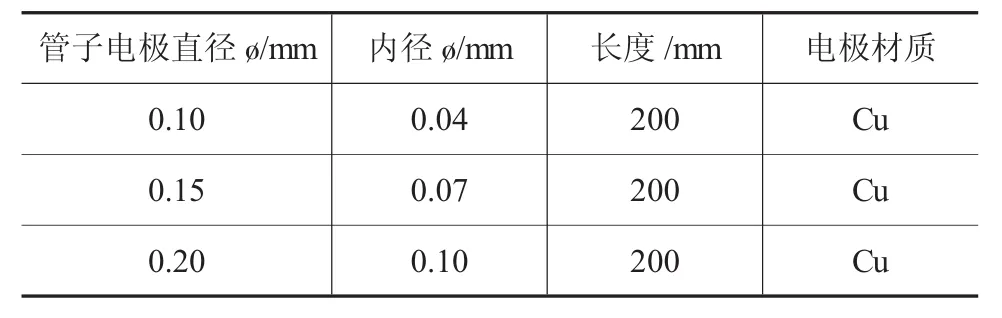
表2 管子電極的規(guī)格
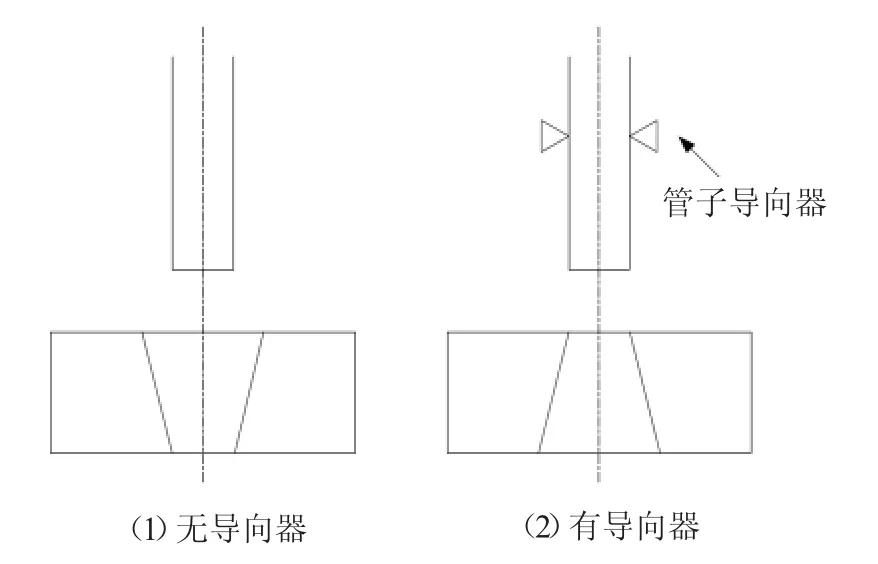
圖3 加工孔的趨向
2 ?0.012mm微孔加工對策探析
2.1 微細(xì)電極的成形
電火花加工?0.012mm的微孔時必須制作?0.006~0.007mm的電極。通常,大多用電火花加工來成形?0.1mm以下的微細(xì)加工用的電極。對于?0.05mm以下的電極基本上也可考慮用電火花成形。電極成形有各種方法,因此,電極的成形特性也不盡相同。如圖4所示,在利用反靠塊的成形方法中電極的成形長度L與電極直徑d之比(L/d)存在圖5所示的關(guān)系。電極直徑越小,L/d的比值就越小。而且L/d之比,還與所采用的機(jī)床、電源裝置以及被成形的電極材質(zhì)有關(guān)。
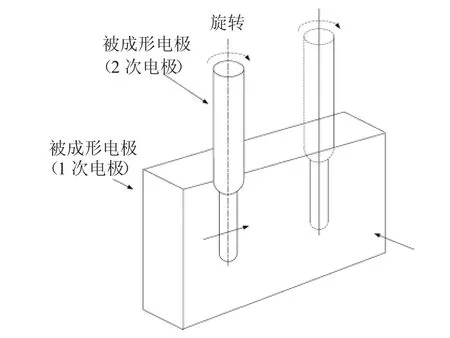
圖4 反靠塊式的電極成形法
圖5表示使用直線電機(jī)驅(qū)動的電火花成形機(jī)床“AQ35L”時,鎢及銀鎢(AgW)兩種材質(zhì)的成形特性。成形直徑在0.05mm以下時,鎢材料明顯有利。因此在孔徑?0.05mm以下的微孔加工中,被成形的電極材料最好采用鎢。從圖中可以看到,電極直徑?0.007mm的成形長度是成形直徑的23倍,即0.16mm。
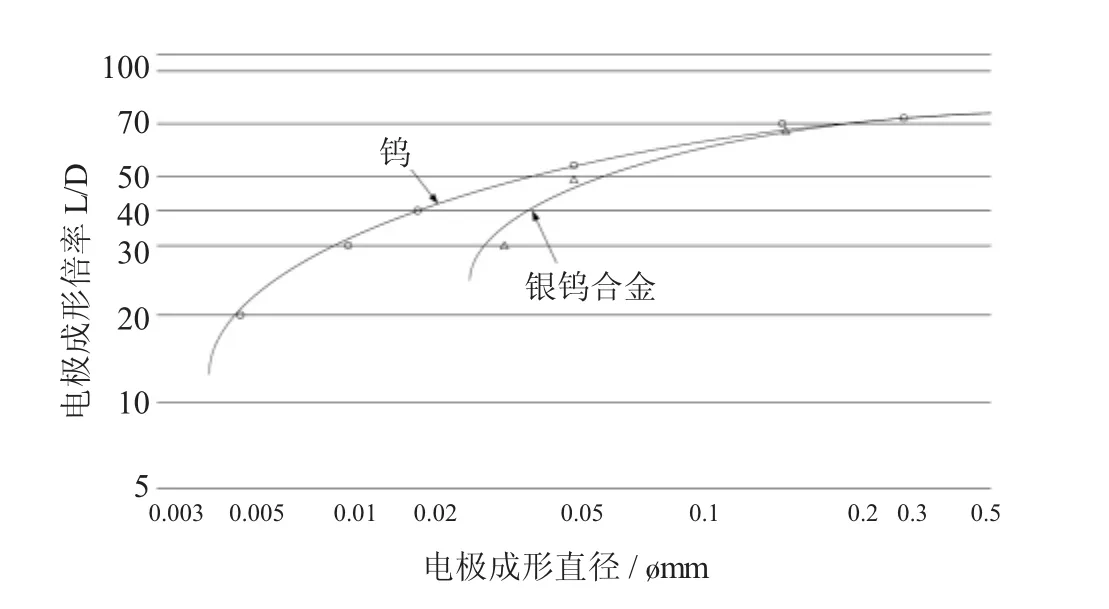
圖5 電極成形直徑與成形倍率
圖4的成形電極(1次電極)使用銀鎢材料。
2.2 微孔加工特性
在實(shí)心材料上加工孔時,加工深度會受到一定的限制。若采用圖4所示的成形方法成形電極時,其加工深度與加工直徑之比L/d(深徑比)的特性如圖6曲線所示。從該圖中顯示出,孔徑越大,深徑比越大,孔徑越小,深徑比也越小。?0.01mm孔的深徑比為4~5。但孔徑再大,深徑比最大極限也在25左右。
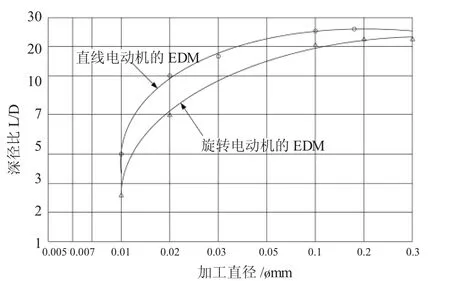
圖6 加工直徑與加工深度
另外,圖中還表示旋轉(zhuǎn)電動機(jī)驅(qū)動的傳統(tǒng)機(jī)床與直線電動機(jī)驅(qū)動的機(jī)床,兩者相比,直線電動機(jī)驅(qū)動的機(jī)床更為有利。
這就是說,孔的加工特性與電極成形特性一樣,因使用的機(jī)床與電源裝置的不同而異,還因電極與工件材質(zhì)等因素的不同而不一樣。尤其是微細(xì)加工,在?0.01mm以下的微小間隙狀態(tài)下,伺服響應(yīng)性要求高。顯而易見,精密微細(xì)加工要求專門設(shè)計的機(jī)械裝置比傳統(tǒng)的要有利。
2.3 加工速度特性
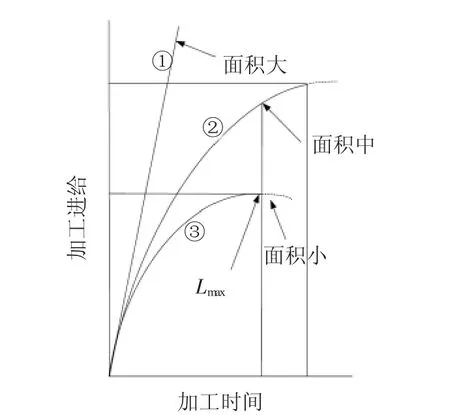
圖7 加工進(jìn)給與加工時間
圖7 表示直線電動機(jī)驅(qū)動的電火花加工機(jī)床在實(shí)心材料上加工孔時加工過程曲線,因電極投影面積大小的不同而異。但是,電極面積若能獲得泵唧效應(yīng),就會如同圖7曲線①所示那樣與加工深度無關(guān),并能以穩(wěn)定的速度加工。當(dāng)電極面積變小時,就不能得到充分的泵唧效應(yīng),如同圖7中的曲線②和③所表示的那樣,隨著加工深度的增加,加工進(jìn)給速度就會變慢,不久便會與加工時間的X軸成平行,使得加工不能進(jìn)行下去。
一旦加工屑被滯留在加工底面,就很容易在電極與加工屑之間產(chǎn)生異常電弧放電。進(jìn)而在碳黑出現(xiàn)增長時,電極就開始后退,不得不停止加工。因此,圖7的Lmax就成為最大加工深度的臨界點(diǎn)。從圖6中可以了解到,孔徑為?0.012mm,在使用直線電動機(jī)驅(qū)動的電火花機(jī)床的情況下,深徑比約為5.3倍。
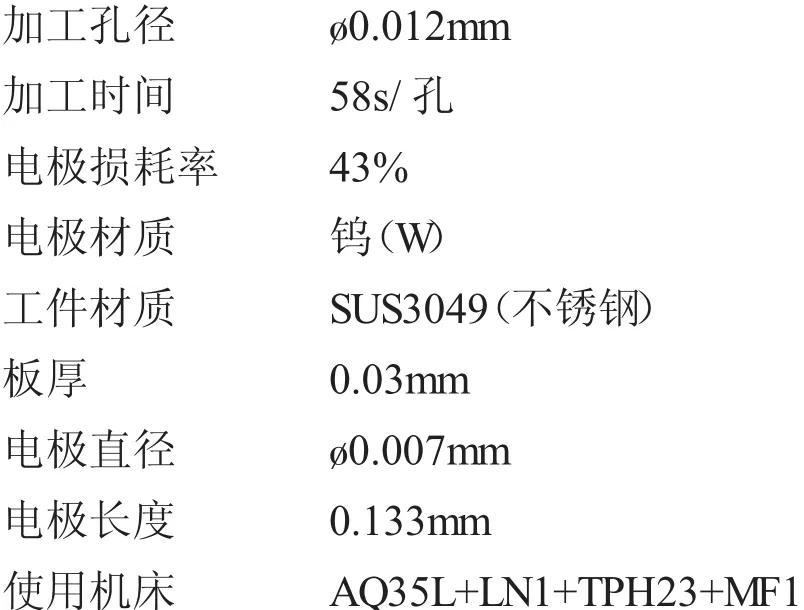
2.4 加工實(shí)例:?0.012mm微孔加工數(shù)據(jù)
用一根成形電極連續(xù)加工4個微孔的實(shí)例,以下為該孔加工數(shù)據(jù):
3 結(jié)束語
在電火花成形加工中,對于硬質(zhì)合金小直徑深孔加工方法和性能與普通的銅打鋼(Cu-St)有許多差異。電火花穿孔加工方法可用管子電極的加工方法,也可用成形電極的加工方法,當(dāng)加工深度淺的孔時,應(yīng)采用成形電極的加工方法。
通過對微細(xì)電極的成形分析可知,電極直徑越小L/d的比值就越小,而且L/d之比,還與所采用的機(jī)床、電源裝置以及被成形的電極材質(zhì)有關(guān)。通過對微孔加工特性分析可知,微孔在加工中與使用的機(jī)床和電源裝置的不同而有較大差異,還與電極與工件材質(zhì)等因素的不同而不一樣。通過對微孔加工速度特性分析可知,微孔加工中應(yīng)使電極面積盡量獲得泵唧效應(yīng)。通過用一根成形電極連續(xù)加工4個?0.012mm微孔實(shí)例,對微孔加工方法與性能進(jìn)行驗(yàn)證。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
