加工誤差對2維葉型損失系數影響的數值分析
2018-09-18 01:48:52李超東朱家友
航空發動機 2018年4期
關鍵詞:設計
李超東,朱家友
(中國民用航空飛行學院航空工程學院,四川廣漢618307)
0 引言
壓氣機葉片是現代噴氣發動機性能好壞的關鍵,經過多年的研究和設計,壓氣機葉片已經具有很精細的氣動幾何形狀。盡管加工技術方面的巨大進步使得葉片的加工精度越來越高,然而由于加工公差和誤差的存在,實際加工出來的葉片往往會偏離原始的設計形狀和尺寸,導致壓氣機氣動性能下降。但是由于受加工工藝的限制,減小加工公差和誤差的措施需要較大的投入。如果在發動機葉片的設計階段,能夠考慮到加工誤差對葉型和氣動性能帶來的影響,將會有效提高設計能力,縮短設計、試驗、制造的周期。因此,設計人員總是在向著可以設計出對于加工公差和誤差更不敏感的葉型這一方向努力。Garzon等[1]發展了1套概率論的方法去量化幾何加工誤差對于壓氣機葉片氣動性能的影響;Garzon[2-3]還提出了1種從設計葉型到實際葉型的轉化方法;文獻[4-5]通過數值模擬研究了如何提高壓氣機葉片對加工誤差的魯棒性;在國內,高麗敏[6]采用單因素法數值研究了葉片扭轉、輪廓度加工誤差對葉柵氣動性能的影響,表明不同位置、不同大小的誤差對性能影響不一;文獻[7-9]深入研究了葉型前緣對壓氣機性能的影響。
本文結合行業標準中對葉型公差的規定,在滿足公差要求的基礎上,發展了1套簡便可行的誤差函數,用以獲得考慮加工誤差后的壓氣機葉片的實際葉型,并且對考慮加工誤差后的實際葉型的性能開展研究。
1 實際葉型的生成方法
《中華人民共和國航空工業標準-葉片葉型的標注、公差與葉身表面粗糙度》(HB5647)[10]對葉片的公差等進行了詳細規定。假設符合設計公差和粗糙度要求的葉片就是實際中使用的葉片,也作為本文數值模型的對象。
HB 5647對平面葉柵的公差要求有2個:輪廓度公差和輪廓度變化率公差。輪廓度公差主要控制葉型增厚和減薄的程度,輪廓度變化率公差主要控制葉型的波紋度和局部的輪廓度。
輪廓度公差是指實際葉型偏離設計葉型的尺寸,如圖1所示;任意2個相同方向的局部輪廓度誤差的差值(取絕對值)或任意2個不同方向的局部葉型輪廓誤差與其對應的理想葉型上2點間的型線長度之比,成為輪廓度誤差的變化率,簡稱葉型輪廓度變化率。
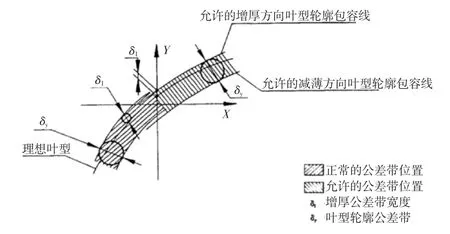
圖1 輪廓度公差的定義
輪廓度公差δy(見表1)根據葉型的弦長給出,葉型的弦長為16.86 mm,對應不同精度等級的δy分別取 0.12、0.10、0.08、0.06 mm。HB 5647 中規定輪廓度變化率分別取為2.0δy/b,b為葉型弦長。
由于缺乏實際葉型偏離設計葉型的數據,并且在下文的研究中將主要進行統計分析,所以每種實際葉型偏離設計葉型的具體形式并不重要。在這種情況下,可采用1個簡單的函數來模擬實際葉型偏離設計葉型的情況
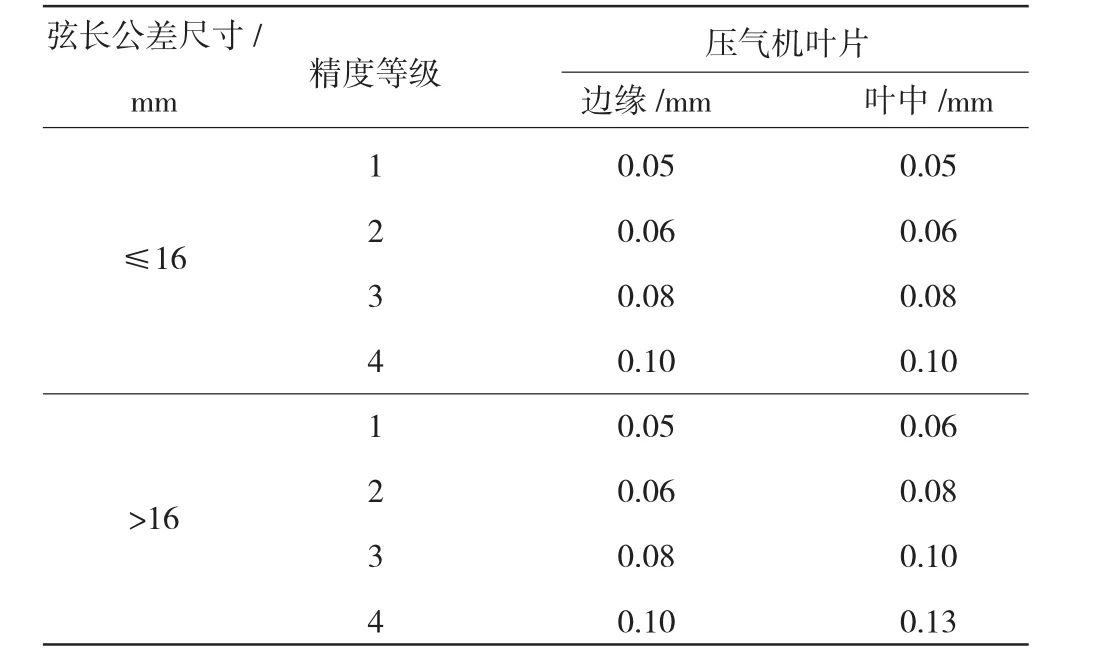
表1 葉型輪廓度公差

A、B、C、D、E都由隨機數給出。由于在前尾緣位置處需要滿足一定條件,所以5個參數并不完全獨立。只要F(x)、F'(x)分別滿足輪廓度公差和輪廓度變化率公差的要求,就認為該種實際葉型偏離設計葉型的情況在實際工程中是可能出現的。選擇其中滿足公差要求的結果作為后續輸入。典型的F(x)的分布如圖2所示。
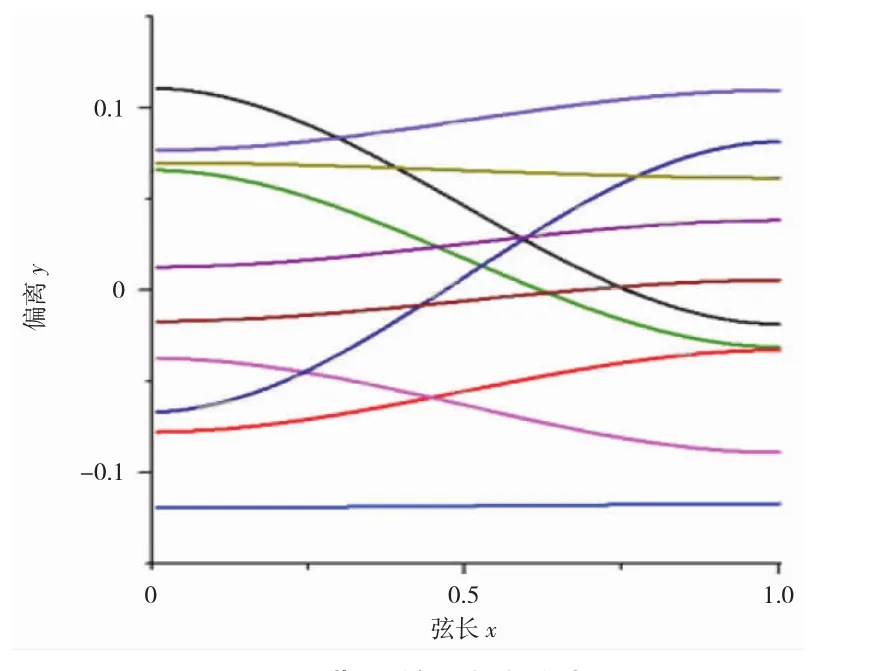
圖2 典型的F(x)分布
將F(x)疊加到設計葉型中,可以得到實際葉型(如圖3所示),用于下一步計算和分析。
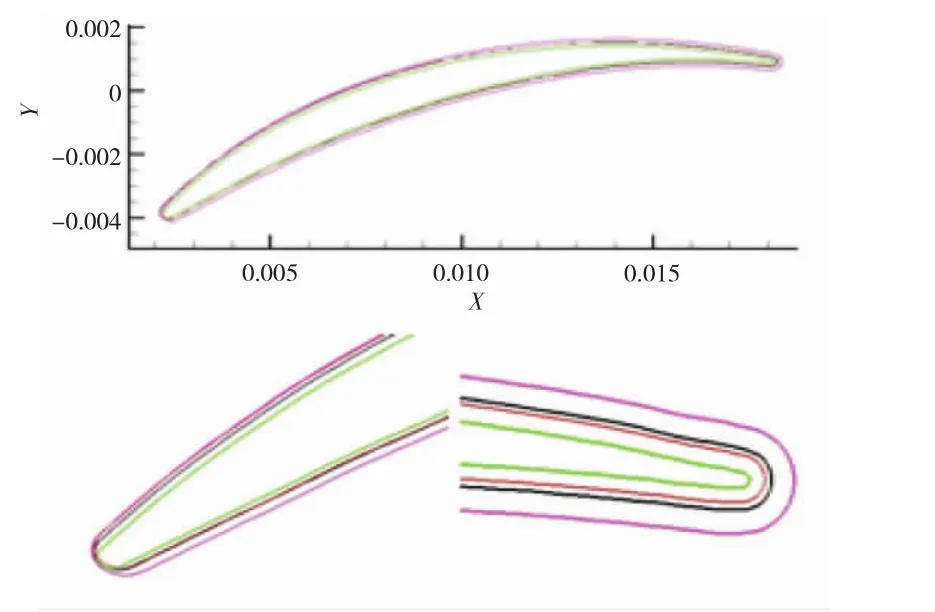
圖3 典型的實際葉型輪廓(黑色為設計葉型)和前、尾緣放大
2 實際葉型的氣動性能
在輪廓度公差為0.12 mm的情況下生成100種實際葉型,采用2維CFD程序MAP計算每種實際葉型的氣動性能和流場,該程序在壓氣機流場的數值模擬中具有優秀的準確性,得到廣泛應用[11-12]。
計算的一部分實際葉型以及設計葉型的攻角特性如圖4所示。從圖中可見,實際葉型中性能提高和降低的葉型各占50%,下文的分析也能進一步證明。
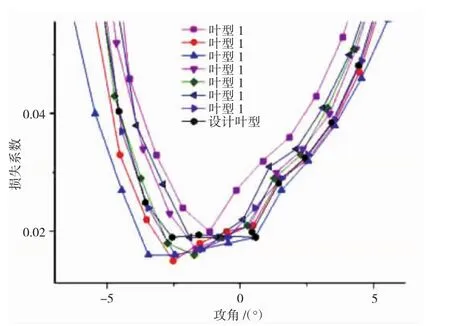
圖4 部分實際葉型的攻角特性曲線
3 實際葉型的設計參數
從以上分析可知,實際葉型的氣動性能發生了明顯變化,而前尾緣半徑、進出口金屬角、最大厚度及其位置、最大撓度及其位置都會對葉型的氣動性能產生影響。下文將對實際葉型的設計參數開展研究,對比加工誤差對葉型的設計參數帶來的變化。文獻[13-15]對葉片的Bezier曲線擬合進行了研究。
對1個軸流葉型的中弧線和最大厚度采用4階Bezier曲線擬合(如圖5所示)。
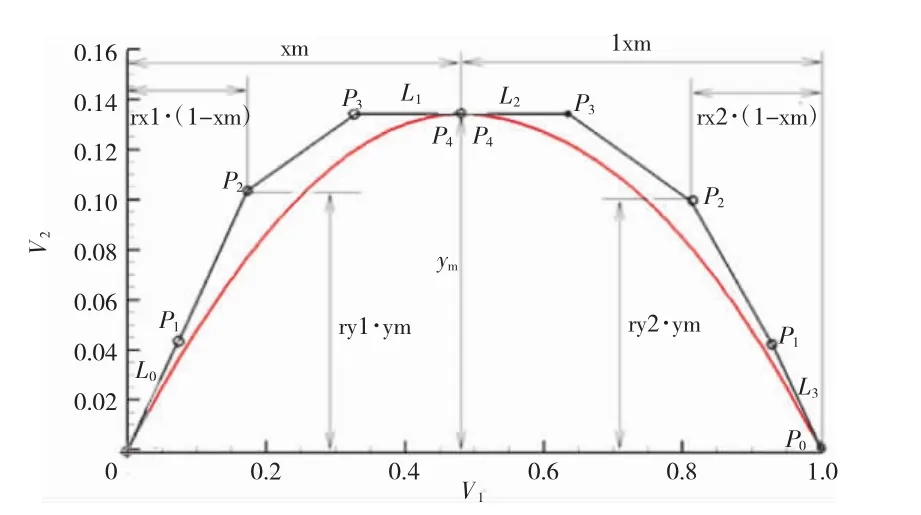
圖5 Bezier曲線擬合方法

確定中弧線的參數和最大厚度的參數分別有11個,所以,用于擬合葉型的可變參數有22個,另外還有5個不變參數。
具體擬合過程如下:
(1)讀入原始離散葉型,確定離散葉型的前尾緣中心點位置,如果原始離散葉型有前尾緣則將前尾緣去掉,重新分布葉型上的離散點;
(2)計算或估計葉型的各參數化參量的值,將葉型以弦長無量綱化,旋轉葉型到零安裝角;
(3)采用DFP尋優方法確定參數化葉型22個可變參數的值;
(4)通過22個可變參數和5個固定參數給出葉型的設計參數。
采用該方法分別計算100種實際葉型的設計參數。
4 結果分析
4.1 統計分析
通過前面的計算,得到了100種實際葉型的氣動性能和設計參數。對每種葉型的最小損失系數進行分析,考慮其分布形式。最小損失系數的分布如圖6所示。從圖中可見,最小損失系數的分布近似呈正態分布。最小損失系數的正態P-P如圖7所示。從圖中可見,空心坐標點與直線越吻合表明最小損失系數的分布越接近正態分布。

圖6 最小損失系數的分布
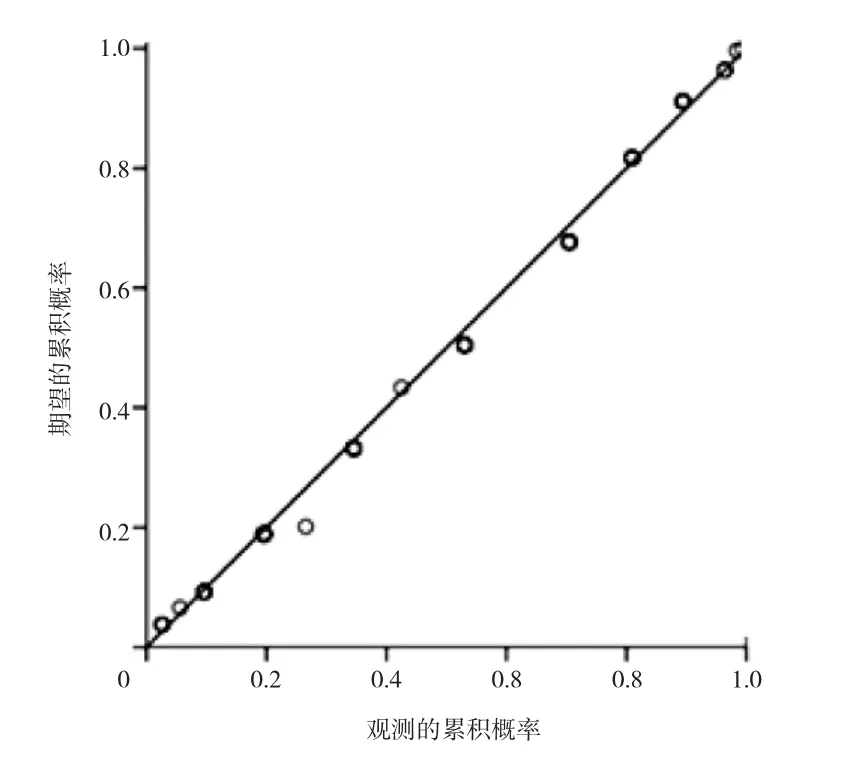
圖7 最小損失系數的正態P-P
實際葉型的最小損失系數和各設計參數的統計量的均值和標準差見表2,并與原始葉型進行比較。

表2 最小損失系數和部分設計參數的均值以及標準差
從表中可見,實際葉型最小損失系數的均值比設計葉型的降低了0.67%,與采用的設計葉型有關,該葉型是從某4級壓氣機的第4級靜子葉中部分取出的,可能葉型在設計時更多考慮的是多級匹配的問題,而不是把損失系數設計為最小。
整體上來看,各統計量的均值偏離原始葉型的程度都不是很大,可以認為二者近似相等。
采用正態分布的“3σ原則”對最小損失系數進行分析得到以下結論:
(1)最小損失系數落在(1.37%,1.82%)內的概率為68.3%,此時最小損失系數變化最大為11.8%;
(2)最小損失系數落在(1.15%,2.04%)內的概率為95.4%,此時最小損失系數變化最大為23.6%;
(3)最小損失系數落在(0.93%,2.27%)內的概率為99.7%,此時最小損失系數變化最大為35.4%。
也就是說,對于該設計葉型來說,考慮到加工誤差后,實際葉型的氣動性能并沒有很大惡化,可以滿足實際壓氣機的工作需要,從另一方面表明前文給出的獲得實際葉型的方法是可行、符合實際的。
4.2 相關性分析
實際葉型的氣動性能雖沒有很大惡化,但還是產生了一些變化,而很多設計參數都會對氣動性能產生影響,因此需要知道導致氣動性能變化的最主要原因。所以,在上文基礎上開展了相關性分析。
相關系數是用以反映變量之間相關關系密切程度的統計指標
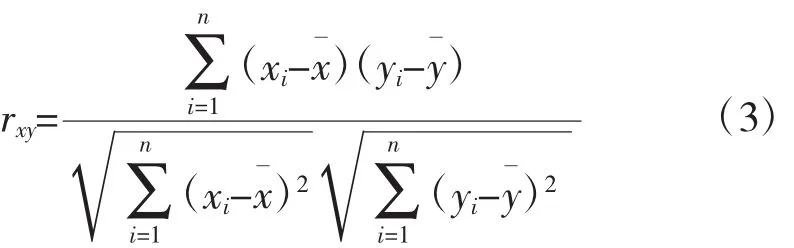
通過計算可以得到最小損失系數與設計參數之間相關系數的值,見表3。在統計學上認為,當相關系數超過0.75時,認為2個變量有很強的相關關系。而最小損失系數和最大厚度以及前緣半徑的相關系數都超過了0.82。
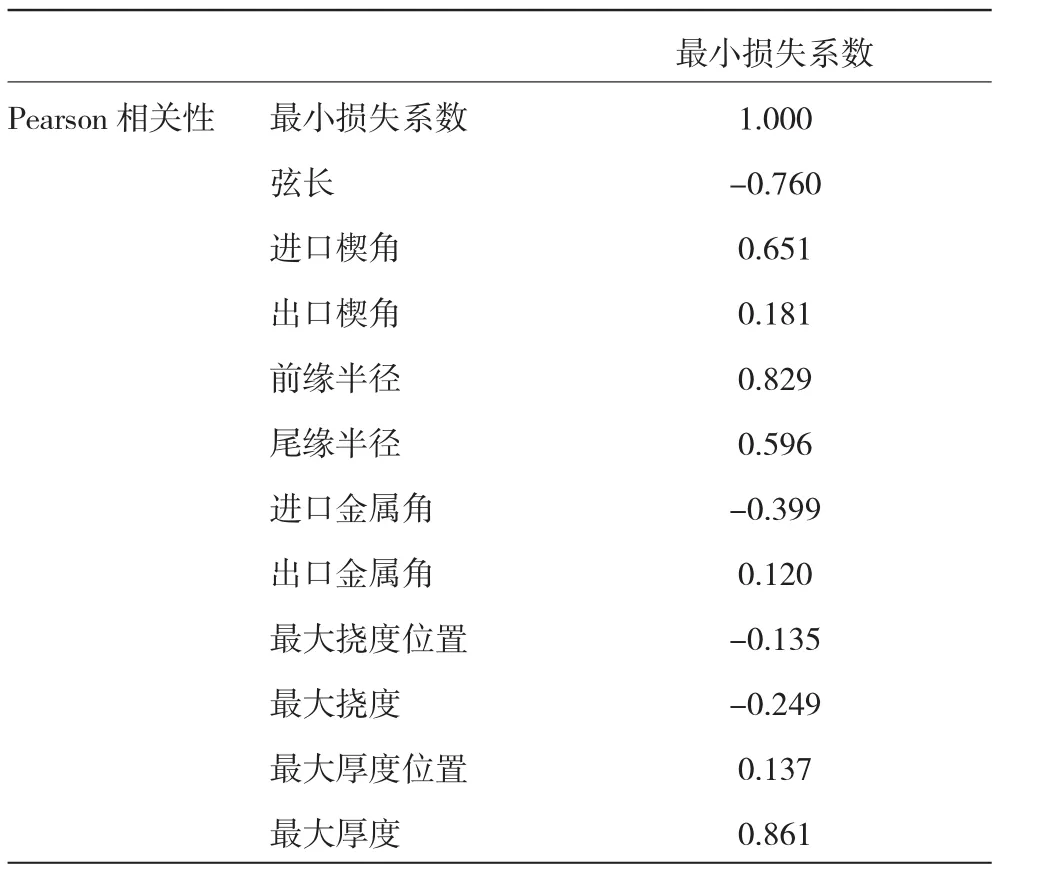
表3 最小損失系數和部分設計參數的相關性分析
最小損失系數與最大厚度、前緣半徑之間關系分別如圖8、9所示。從圖中可見,最小損失系數與最大厚度、前緣半徑之間呈現比較明顯的線性關系,以此為基礎進行下一步分析。
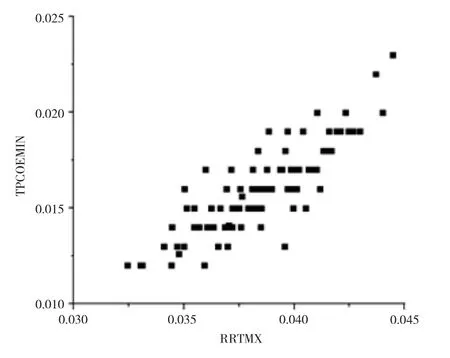
圖8 最小損失系數與最大厚度相關性分析
4.3 公差大小對設計參數和氣動性能變化的影響
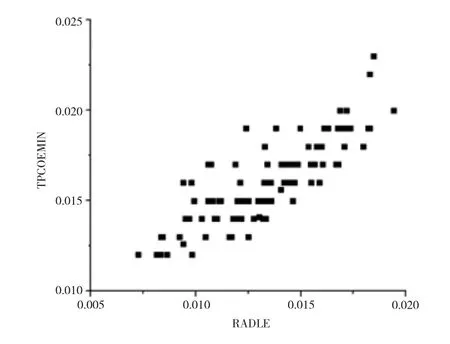
圖9 最小損失系數與前緣半徑相關性分析
上文所有的研究和分析都是在輪廓度公差為0.12 mm的情況下進行,接下來把公差分別設定為0.06、0.08、0.10 mm,重復上文的研究。只是此時不再進行氣動性能的2維CFD計算,根據上文的研究結論,同樣可以給出每種公差下實際葉型氣動性能的正態分布曲線,也就是求出每種情況下的均值和標準差。
由于不需要進行2維CFD計算,可以把樣本數取得更多,在每種公差下均生成400種實際葉型用于設計參數計算和分析。
采用上文4階Bezier曲線擬合方法的實際葉型的設計參數進行計算,可找到最大厚度的變化。不同公差下最大厚度的分布和直方圖分別如圖10、11所示。從圖中可見,當公差變小時,最大厚度的變化仍然符合正態分布,并且均值不變,但是最大厚度的離散程度明顯變小,也就是標準差變小。
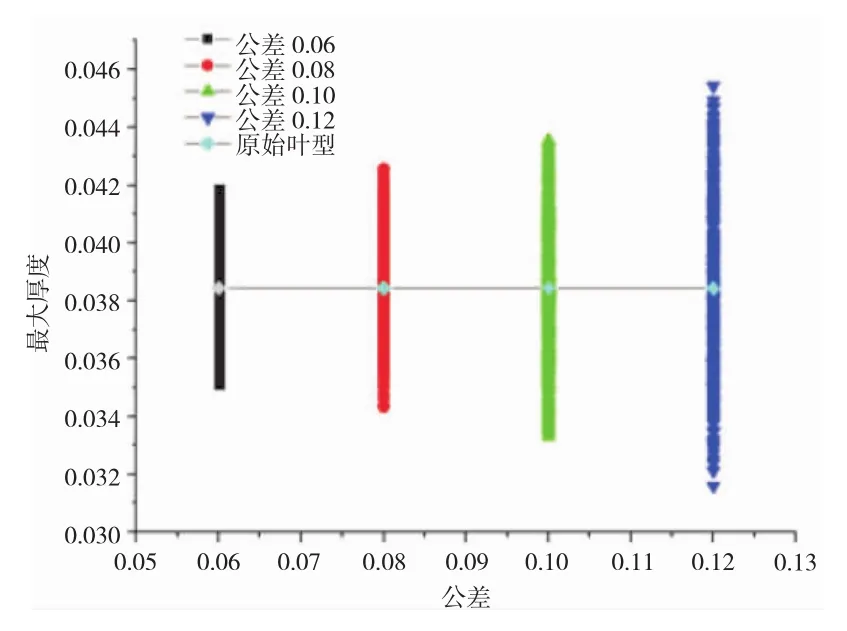
圖10 不同公差下最大厚度的分布
由于最大厚度的均值不變,可以認為公差變小時,最小損失系數分布的均值保持不變。
上述研究表明最小損失系數與最大厚度之間有很強的線性關系。統計學上的分析可以證明:當2個統計量x和y呈線性關系y=kx+b時,二者之間的標準差滿足 σy∶σx=k2。
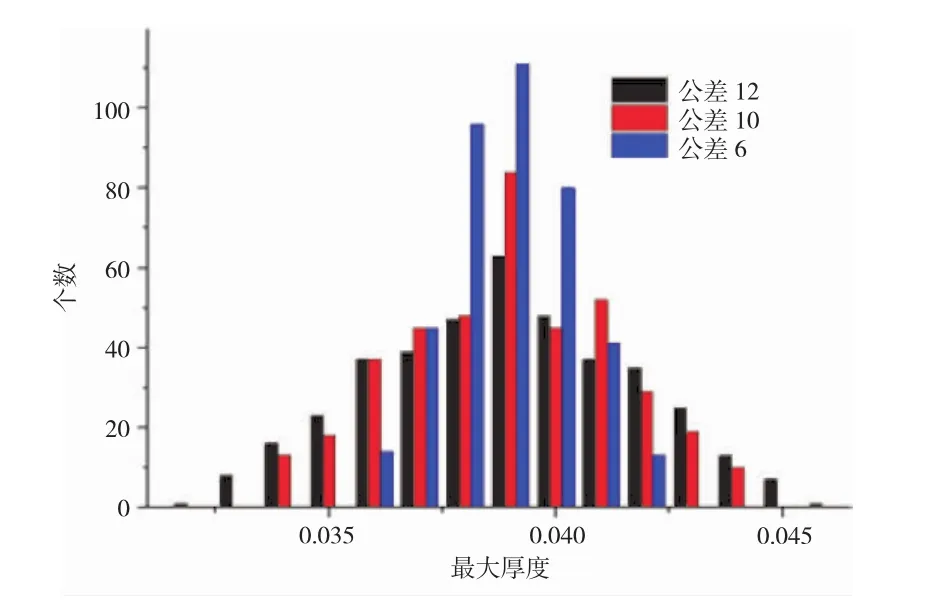
圖11 不同公差下最大厚度分布
但是考慮到最小損失系數與最大厚度之間并不是完全的線性關系,加上修正之后可以認為在每種公差下最小損失系數分布的標準差與最大厚度分布的標準差之比等于某定值,據此可以計算出輪廓度公差為0.06、0.08、0.10 mm時最小損失系數分布標準差,見表4。
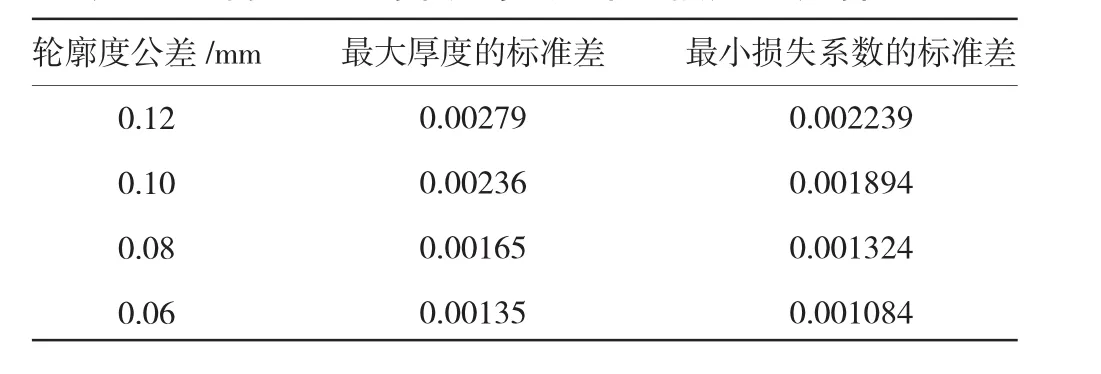
表4 不同公差下的最大厚度和最小損失系數的標準差
其中,輪廓度公差為0.12 mm下,最小損失系數的標準差由2維CFD計算后經過統計學分析得出,在此處作為基準,其他3種公差下的最小損失系數是未經2維CFD計算預估出的。
此時可以做出每種輪廓度公差下最小損失系數的概率密度函數(如圖12所示),對于葉型的設計和評估具有重要意義。
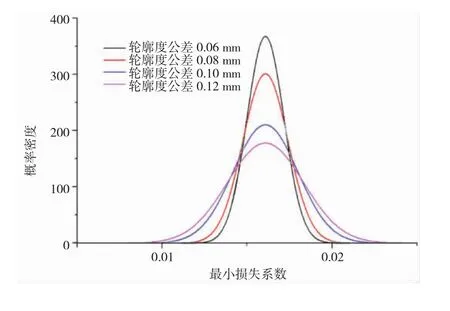
圖12 不同公差下最小損失系數的概率密度函數f(x)
概率密度函數f(x)具有如下性質

進而通過概率密度函數f(x)可以很容易地求出最小損失系數在每個區間內出現的概率。根據對葉型氣動性能的要求,在設計葉型以及進行加工工藝設計時可以在氣動性能和加工成本之間找到平衡,確定最合適的輪廓度公差,從而確定最具性價比的設計和加工工藝。
5 結論
(1)給出了1種簡單可行的從設計葉型到實際葉型轉化的方法,研究表明該方法簡單可行且符合實際;
(2)對于該設計葉型來說,最大厚度與前緣半徑的變化是導致實際葉型氣動性能變化的最重要原因;
(3)給出了1種在較小工作量所有輪廓度公差下氣動性能變化的概率密度函數的方法,對于葉型設計和評估具有重要意義。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
