微注塑成型充模理論模型與3D填充模擬研究
2018-09-19 06:42:20吳蒙華
塑料助劑 2018年3期
楊 鐸 韓 飛 吳蒙華
(大連大學(xué) 機(jī)械工程學(xué)院,大連,116622)
微流控芯片是目前MEMS研究最為活躍的領(lǐng)域之一,但是由填充不足引起的形狀偏差會(huì)嚴(yán)重影響產(chǎn)品的質(zhì)量[1]。如何在不增加生產(chǎn)成本和生產(chǎn)周期的情況下對(duì)制件進(jìn)行充填分析是目前應(yīng)當(dāng)著手解決的問(wèn)題。對(duì)于注射成型微流控芯片這種帶有微溝槽結(jié)構(gòu)的塑件,除了傳統(tǒng)成型出現(xiàn)的塑件缺陷以外,微結(jié)構(gòu)能否完全復(fù)制成為微流控芯片注射成型法成功的關(guān)鍵[2]。本文利用Moldflow對(duì)平板微器件進(jìn)行了應(yīng)力變形分析確定了充填缺陷的產(chǎn)生原因,通過(guò)改變相應(yīng)的工藝參數(shù),達(dá)到提高塑件制品復(fù)制度的目的。結(jié)果表明,通過(guò)優(yōu)化工藝參數(shù)可以有效地增強(qiáng)塑件制品微結(jié)構(gòu)的充填效果,最后對(duì)優(yōu)化結(jié)果及影響因素做了較詳盡的分析[3]。
1 微注塑充型分析模型的建立
為了精確測(cè)定功能結(jié)構(gòu)的填充性能,重要的是要知道聚合物停止流動(dòng)時(shí)的溫度。這就是所謂的無(wú)流動(dòng)溫度tno或轉(zhuǎn)變溫度Ttrans(Moldflow中使用的術(shù)語(yǔ))對(duì)于無(wú)定形聚合物的復(fù)制保真度有很大的影響,但是很難確定[4]。
Mannella等人總結(jié)了測(cè)量tno的各種方法,并提到了其他理論,無(wú)定形聚合物的tno通常位于tg溫度20~70℃以上,而半結(jié)晶聚合物具有低于tm的10~80℃的tno值,這主要取決于超冷卻情況。此外,冷卻速率也影響聚合物的結(jié)晶和粘度。如果半結(jié)晶聚合物被非常快速地冷卻,則它甚至可能在更低轉(zhuǎn)變溫度下繼續(xù)流動(dòng)。因此,在注塑工藝中研究tno對(duì)于模具溫度的正確定義是至關(guān)重要的。我們一般用熔體流動(dòng)速率(MFI)測(cè)量裝置測(cè)定tno的值。通過(guò)檢測(cè)觀察零熔體流動(dòng)質(zhì)量比(MFR)的熔融溫度。
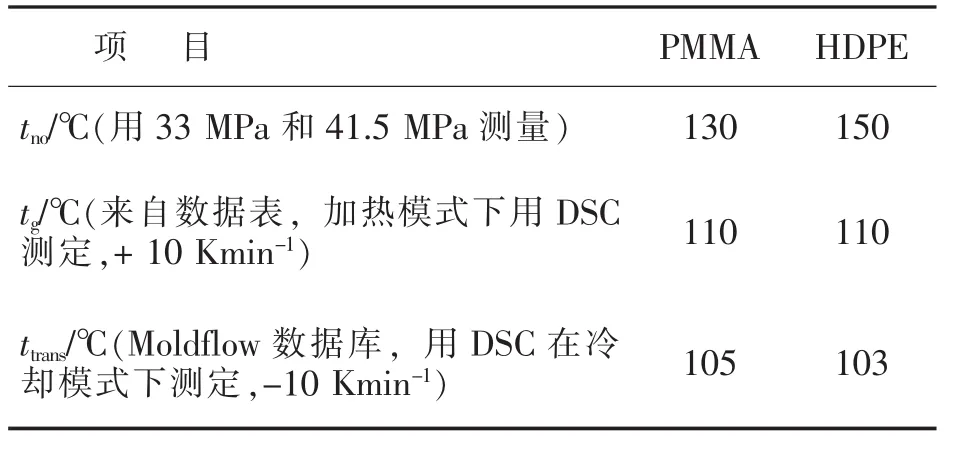
表 1 對(duì)比 t g和 t trans,確定 PMMA 和 HDPE的 t noTab.1 Determination of t no for PMMA and HDPE by comparing between t g and t trans
為了模擬宏觀部分和微觀或納米結(jié)構(gòu)的填充行為,使用了具有耦合3D求解器的商業(yè)有限元模擬軟件Autodesk Moldflow Insight 2016。聚合物部分與3D體積四面體嚙合,以充分表示熔體的層流。聚合物的數(shù)據(jù)如粘度,壓力-體積-溫度(PVT)行為和熱轉(zhuǎn)換在數(shù)據(jù)庫(kù)中實(shí)現(xiàn)。使用Cross-WLF(Williams-Landel-Ferry)作為粘度模型,根據(jù)方程(1)表示粘度對(duì)溫度t和壓力P的依賴性[5]。


許多聚合物在低剪切速率下進(jìn)入停滯期,從而達(dá)到平穩(wěn)狀態(tài)(τ*表示剪切應(yīng)力)。零剪切粘度η0可以基于時(shí)間—溫度之間的轉(zhuǎn)換用式 (3)-式(5)公式計(jì)算。其中t是聚合物熔體過(guò)程溫度,tg是聚合物玻璃化轉(zhuǎn)變溫度。
模擬中包括慣性力和重力效應(yīng)。因?yàn)榫酆衔锶垠w的粘度高,粘性應(yīng)力較大。因此,注射成型中慣性力可以忽略。與其他力相比,重力同樣也是微不足道的,這些力是由高噴射壓力或保壓壓力造成的。

式中t為熔體溫度,tg為玻璃化轉(zhuǎn)變溫度,τ*表示剪切應(yīng)力。 D1,D2,D3,A1,A2為模型常數(shù),聚合物熔體在低剪切速率下流動(dòng)進(jìn)入停滯期,從而達(dá)到平穩(wěn)狀態(tài),因此η0表示零剪切粘度。使用時(shí)需注意的是將剪切變稀特性的粘度模型與溫度模型相乘才能得到熔體粘度對(duì)溫度和剪切速率依賴的粘度模型。
考慮到微注塑成型的工藝性能,成型材料需要滿足熔體粘度低、流動(dòng)性好,并且具有高溫穩(wěn)定性,收縮率小,易脫模等特點(diǎn)。而現(xiàn)有的聚合物材料很少既兼顧加工又符合使用要求。目前用于微注塑成型的聚合物材料主要有聚甲基丙烯酸甲脂(PMMA)、聚苯乙烯(PS)、聚碳酸脂(PC)等。相比其他聚合物,PMMA擁有良好的透光性,成本低廉,強(qiáng)度較高,所以本實(shí)驗(yàn)選擇Chi Mei Corporation公司生產(chǎn)的PMMA作為微流控芯片芯片的成型材料,其相應(yīng)的物理性質(zhì)參數(shù)如表2所示。

表2 PMMA物理性質(zhì)參數(shù)Tab.2 Physical properties of PMMA
2 實(shí)驗(yàn)部分
2.1 實(shí)驗(yàn)工藝參數(shù)
根據(jù)正交實(shí)驗(yàn)設(shè)計(jì)原理和單因素法 (見表3)獲得實(shí)驗(yàn)注塑的最佳工藝參數(shù)。

表3 實(shí)驗(yàn)因素水平表Tab.3 Levels of experimental parameters
微流控芯片的微結(jié)構(gòu)部分采用十字交叉型微通道結(jié)構(gòu),具體尺寸參考圖1。

圖1 微流控芯片尺寸Fig.1 Sizes of a microfluidic chip
本實(shí)驗(yàn)所用的平板微器件微型腔設(shè)計(jì)尺寸為55 mm×24 mm×2 mm。目前制品產(chǎn)生充填不足的影響因素包括:模具溫度、注射速度、熔體溫度、保壓壓力以及保壓時(shí)間。為了保證實(shí)驗(yàn)的準(zhǔn)確性和對(duì)微結(jié)構(gòu)設(shè)計(jì)的后期改進(jìn),采用正交實(shí)驗(yàn)方法,設(shè)計(jì)實(shí)驗(yàn)方案如表4。
從實(shí)驗(yàn)結(jié)果利用極差分析可以得出,工藝參數(shù)中影響制品充填不足最大的是熔體溫度,其次是模具溫度,緊接著是注射速度,最后是保壓壓力。最佳的五組工藝參數(shù)如表5所示。
2.2 Moldflow仿真模擬
當(dāng)熔體流動(dòng)方向躍過(guò)溝道陽(yáng)模時(shí),情況如圖2所示。運(yùn)用Moldflow軟件對(duì)注塑成型實(shí)驗(yàn)中高分子聚合物熔體填充流道、型腔到保壓結(jié)束整個(gè)過(guò)程進(jìn)行模擬,觀察型腔內(nèi)塑料熔體整體的壓力和速度分布情況。

表4 正交實(shí)驗(yàn)及結(jié)果Tab.4 Results from orthogonal experiments

表5 最佳五組實(shí)驗(yàn)參數(shù)Tab.5 Experimental parameters from the optimal five groups of experiments
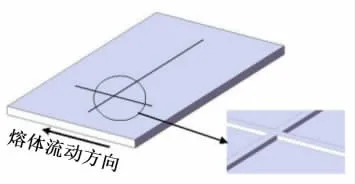
圖2 熔體充型方向與溝道陽(yáng)模垂直Fig.2 Melt filling direction vertical to channel plug
在Solidworks中建立了平板微器件的三維模型,整個(gè)模型共有54716個(gè)單元、27362個(gè)節(jié)點(diǎn)。本文采用了第一組最佳工藝參數(shù)并利用Moldflow對(duì)微尺度雙臺(tái)階結(jié)構(gòu)的充型過(guò)程進(jìn)行了模擬仿真分析。選用了注塑成型模擬分析(MPI)模塊進(jìn)行分析最佳澆口位置、布置合理的流道系統(tǒng)以及收縮分析。

圖3 最佳澆口位置分析處理Fig.3 Analysis of the optimal gate location
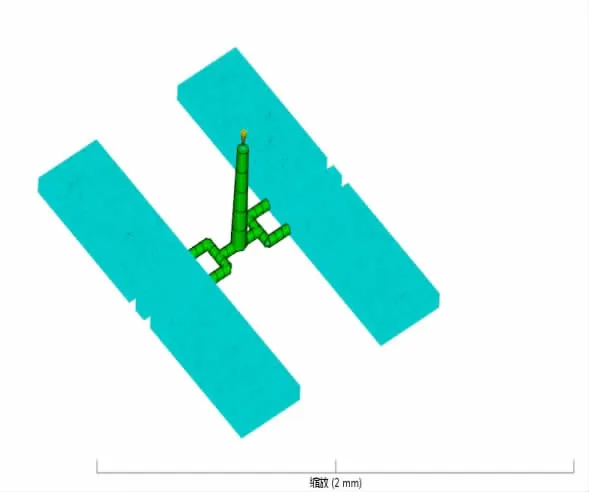
圖4 一模二腔澆口設(shè)計(jì)Fig.4 Design of the “two-cavity one-plate” gate
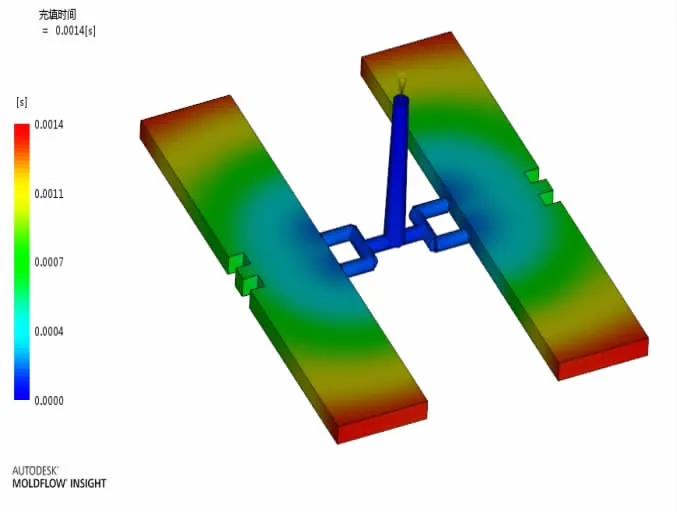
圖5 充填時(shí)間分析Fig.5 Analysis of filling time
由圖2~圖6可以得到最佳注塑工藝參數(shù)下的塑件所受的流動(dòng)前沿溫度溫差和應(yīng)力變形很小,總體成型效果比較理想。通過(guò)在Moldflow里加入粘度模型,進(jìn)一步可以證實(shí)熔體的表面特性及粘度對(duì)模具溫度的依賴性較大。隨著熔體溫度的升高,使得熔體與型芯之間的接觸角變小,從而增強(qiáng)了熔體的流動(dòng)性,提高了微溝槽的填充率。
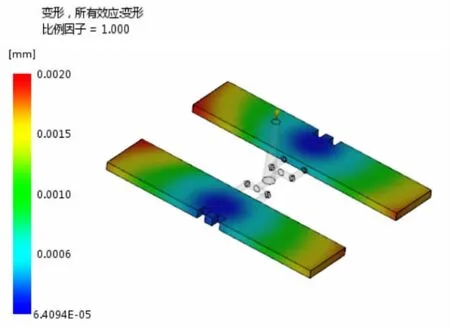
圖6 應(yīng)力變形分析Fig.6 Analysis of strain
3 結(jié)果與討論
(1)注射速度和保壓壓力對(duì)平板微器件的充填效果影響很小。
(2)采用一模二腔的方式可以縮短充填時(shí)間、減少充填壓力;而加入嵌件則會(huì)延長(zhǎng)充填時(shí)間,從而使整個(gè)注塑過(guò)程達(dá)到平衡。其次石英玻璃的傳熱系數(shù)遠(yuǎn)低于模具鋼的傳熱系數(shù),所以此時(shí)的型腔溫度由于受熱不均勻而使溫度偏低,所以需要更大的保壓壓力和保壓時(shí)間充填完制品。
(3)通過(guò)3D網(wǎng)格的劃分計(jì)算了速率、壓力、溫度、流動(dòng)前沿位置和熱傳導(dǎo)的影響,會(huì)使得模擬結(jié)果更加可靠一些。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55