鋼管卡套式接頭體良好密封探討
2018-09-26 07:54:02薛剛飛史曉寧徐會娟尚衛朋劉坤栗明英
汽車實用技術 2018年18期
薛剛飛,史曉寧,徐會娟,尚衛朋,劉坤,栗明英
?
鋼管卡套式接頭體良好密封探討
薛剛飛,史曉寧,徐會娟,尚衛朋,劉坤,栗明英
(萬方汽車零部件有限公司,陜西 西安 710200)
文章對卡套式管接頭使用的原理、裝配方法、裝配檢驗、預裝配進行了探討,指出其操作過程應控制注意要素、確保車輛具有良好的密封性能。
卡套預裝;卡套;管接頭;密封
前言
卡套式管接頭在石油、化工、液壓傳動、運輸等行業被廣泛用于油、氣等流體輸送使用,工作壓力高達63Mpa. 其連接用的卡套式管接頭最早由德國ERMETO公司于1930年發明,獨特的卡套連接原理,其結構合理、使用方便,不需焊接、無需特殊表面處理。
70年代我國開始使用、并推廣卡套式管接頭,直至現在各種關于卡套式接頭連接其理論、使用技術均已成熟、完善[1],良好的保證其卡套式管接頭連接后的產品功能有效性。
本文重點介紹卡套式管接頭,在應用過程中裝配原理、預裝配檢驗要點及預裝配過程的關鍵控制要素的使用控制。
1 卡套式管接頭介紹
1.1 結構
卡套式管接頭完成連接及實現密封主要由四部分組成:
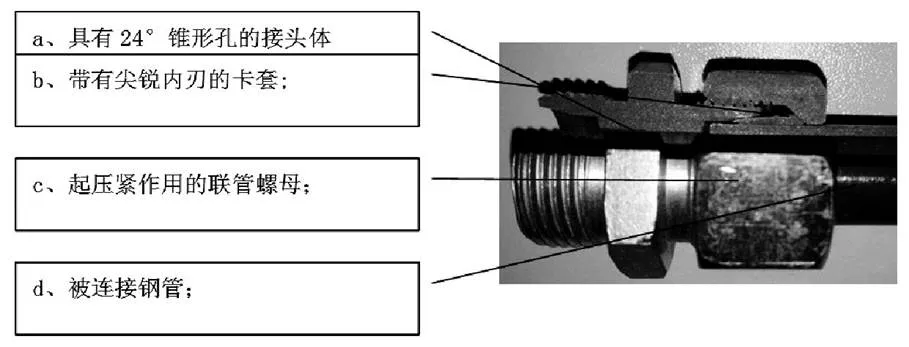
圖1 卡套式管件結構圖
1.2 卡套式單管接頭密封原理
在裝配緊固之前,先將壓緊螺母和卡套套在鋼管上,然后將鋼管插入接頭體的內孔中,在擰緊壓緊螺母后,卡套左端(內刃口端)在壓力作用下,被擠進接頭體[2]內錐(24°)形的錐孔與管子間的楔形間隙內,使卡套的外錐面與接頭體的內錐面形成線密封;
同時卡套的內刃口嵌入鋼管的外壁,在鋼管外壁上壓出一個閉口環形切槽,從形成可靠的切入線密封;
其次螺母在擰緊過程中,會使卡套的中部薄壁向外稍有拱形凸起,成為彈性體,吸收震動、防止螺母松動。
1.3 卡套式單管接頭的技術要求
1.3.1 接頭體
GB3733-2008 中規定了卡套式端直通接頭體的詳細技術要求[3]。接頭體與卡套接觸的圓錐角度為24°±30',圓錐的表面粗糙度為1.6級。
1.3.2 卡套
卡套的尺寸、形位公差、表面粗糙度等技術要求參見GB3764-2008[4],但需注意的是卡套必須有內刃口、且尖角鋒利、且刃口表面粗糙度為1.6級。
1.3.3 聯管螺母
聯管螺母的技術按GB 3759-2008[5],其重點應保證其內錐與卡套尾端的外錐吻合,以確保旋轉壓緊螺母時聯管螺母能有效前進推動卡套擠入變形。
1.3.4 被連接鋼管材料
其連接用的鋼管材料按GB3639-2000[6],其為保證良好的管接頭密封質量管外徑公差帶應當穩定。
2 卡套式單管接頭密封裝配
卡套式單管接頭密封裝配主要分為:一次性完成產品密封裝配和預裝配后、再行進行安裝裝配。其預裝配后再行進行安裝裝配,主要應用于批量產品總成產品生產。如整車裝配,前期預裝完成后,整車裝配過程,進行最終密封裝配,這樣的裝配過程有效的提高整車裝配效率。
同時管路裝配過程大量使用螺紋密封膠從而防止由于震動或沖擊而引起的螺母松動或泄漏。
2.1 預裝前零件檢驗
2.1.1 完成預裝零件的外觀檢驗
卡套內外表面、刃口及外錐面,螺母內錐面及螺紋,不應當有制造缺陷、沙眼、毛刺、氣孔,其關鍵刃口、內外表面、錐面不能有斷口、缺口、劃痕;
2.1.2完成預裝零件的尺寸、行為公差檢驗,重點控制關注
a、卡套刃口尺寸、角面粗糙度、外錐及聯管螺母螺紋、內錐的檢驗;
b、控制并穩定卡套、鋼管、公差及公差帶范圍的穩定,最大限度消除變量。
2.1.3 完成零件的材料、性能檢驗
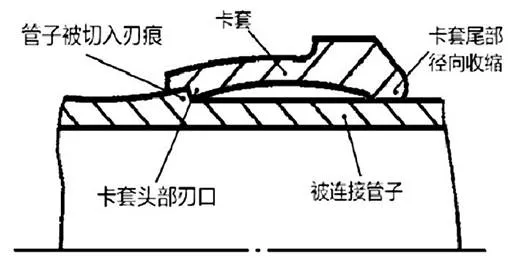
圖2 卡套切入性能示意圖
零件材料應符合QSQ102081-2008[7]要求。重點做好卡套的切入檢驗(如下圖2),卡套預裝完成后,剖切后,對截面進行拋光處理,進行剖面檢查、卡套刃口檢查,檢查卡套刃口是否在管子周圈彎曲嵌入鋼管,刃口是否局部崩裂、鈍邊(不再銳利),同時卡套外圓和刃口不得損傷接頭體內錐面QSQ102086-2008[8]。
2.1.4 預緊設備應當狀態良好
預緊力穩定,卡套切入鋼管,應當保證卡套前端面與鋼管管口有合理的距離,保證在產品整車最終裝配達到最好的裝配性能。
2.2 卡套式單管接頭卡套預裝及裝配
2.2.1 卡套螺母預裝配后產品總成保證卡套前端面與鋼管管口距離適當
從而保證鋼管管口與接頭內端面具有一定的間隙。
2.2.2 卡套、螺母預裝過程中其作用在卡套上的預緊力應當<產品總成裝配時螺母作用在套上的預緊力
從而保證產品在整車管路裝配過程中依然具有良好的一次裝配性能。
2.2.3裝配過程注意事項
裝配過程盡量保持管子與接頭體的同軸度,若管子傾斜太多易造成密封失效。
裝配過程應當一次性緊固到位,避免多次拆卸,否則也會使密封性能變差。
裝配過程應當留有足夠的余量,避免裝配后的管路承受拉伸應力。
裝配完成后避免其它部件的側向擠壓,從而影響管路密封性能。
3 雙刃口卡套密封介紹
雙刃口是卡套前端有兩個刃口的卡套,即一個切入刃口和一個止動刃口,止動刃口不僅形成了第二道密封,而且可防止切入刃口咬傷管子(預緊力過大或擰緊力過大),從而提高了接頭的耐振能力、抗脫拔能力。從使用上國內目前雙刃口卡套已得到普遍采用。
4 結語
綜上所述,要保證重型車輛制動、轉向管路流體輸送的安全密封使用,應關注其卡套、螺母、連接接頭體、連接管材的尺寸及理化性能;重點控制其預裝預緊力及裝配擰緊力矩,逐步優化管路走向降低其它部件干擾(側向力、裝配應力等)從而有效保證整車管路具有良好密封性能。
[1] 朱瑞松.卡套式接頭密封失效分析及預防.[J]液壓與氣動密封39-43.
[2] 鍍鋅精密鋼管類零部件技術條件.QSQ102081-2016.
[3] GB 3733-2008-T卡套式端直通管接頭.
[4] GB-T3764-2008卡套.
[5] GB_T_3759-2008卡套式管接頭用連接螺母.
[6] GB-T_3639-2009冷拔或冷軋精密無縫鋼管.
[7] QSQ 102081-2016鍍鋅精密鋼管類零部件技術條件.
[8] QSQ 102086-2016卡套式管接頭技術條件.
Discussion on the Good Sealing of Steel Pipe Holder
Xue Gangfei, Shi Xiaoning, Xu Huijuan, Shang Weipeng, Liu Kun, Li Mingying
( Wanfang Automobile Parts Co., Ltd., Shaanxi Xi'an 710200 )
This paper discusses the principle, assembly method, assembly inspection and preassembly of the couplings, and points out that the operation process of the couplings should be controlled to ensure that the vehicles have good sealing performance.
pre-loading of the holster; Capsule; Pipe joint; seal
B
1671-7988(2018)18-225-02
U466
B
1671-7988(2018)18-225-02
CLC NO.: U466
薛剛飛,助理工程師,主要從事汽車氣制動系統、轉向系統管路生產、加工及整車管路連接后其性能體系能力的優化改進。
10.16638/j.cnki.1671-7988.2018.18.077
