船舶冷彎肋骨測(cè)量系統(tǒng)的設(shè)計(jì)
2018-10-10 11:20:42王劍虹習(xí)俊通郭志飛吳卓琦
機(jī)械制造 2018年7期
□ 王劍虹 □ 習(xí)俊通 □ 郭志飛 □ 吳卓琦
1.上海交通大學(xué)機(jī)械與動(dòng)力工程學(xué)院 上海 200240
2.上海船舶工藝研究所 上海 200032
1 設(shè)計(jì)背景
隨著制造業(yè)再次成為全球經(jīng)濟(jì)穩(wěn)定向前發(fā)展的驅(qū)動(dòng)力,世界各大工業(yè)國(guó)都加速了工業(yè)發(fā)展步伐,并提出了發(fā)展規(guī)劃。制造業(yè)正逐步成為各國(guó)經(jīng)濟(jì)發(fā)展的重中之重,也成為強(qiáng)國(guó)競(jìng)爭(zhēng)的一個(gè)戰(zhàn)略制高點(diǎn)[1]。船舶制造業(yè)是我國(guó)高端裝備制造業(yè)的重要組成部分,同時(shí)也是我國(guó)海洋強(qiáng)國(guó)戰(zhàn)略的支撐和基礎(chǔ)。加快推動(dòng)新一代信息技術(shù)與先進(jìn)船舶制造技術(shù)的融合,大力推進(jìn)智能制造,是增強(qiáng)我國(guó)造船企業(yè)核心競(jìng)爭(zhēng)力的有效途徑,也是實(shí)現(xiàn)船舶工業(yè)轉(zhuǎn)型升級(jí)的關(guān)鍵所在[2]。
在大型船舶制造過程中,需要使用冷彎工藝加工一種大尺寸的船舶肋骨,肋骨的加工精度會(huì)直接影響肋骨和船板的配合,并且進(jìn)一步影響焊接工序和整體強(qiáng)度。
目前船舶肋骨的彎曲主要采用逐段式進(jìn)給方式進(jìn)行冷彎加工,船體型材的冷彎加工是一種較為困難的塑性成形,在冷彎成形時(shí)容易出現(xiàn)回彈、旁彎、倒邊及腹板起皺等問題[3]。
為了解決上述問題,保障船舶冷彎肋骨的加工質(zhì)量,需要在加工過程中對(duì)肋骨控制成形,并且對(duì)已經(jīng)加工成形的肋骨進(jìn)行尺寸檢測(cè)。目前,國(guó)內(nèi)外在加工過程中對(duì)肋骨控制成形的方法主要有端點(diǎn)測(cè)量法[4]、弦線測(cè)量法[5]、逆直線法[6]等。
當(dāng)前廣泛采用的對(duì)已經(jīng)冷彎加工成形的肋骨進(jìn)行尺寸檢測(cè)的方法主要是人工對(duì)樣,即使用冷彎加工的方式將加工成形的肋骨與預(yù)制的標(biāo)準(zhǔn)樣條曲線進(jìn)行比對(duì)和評(píng)估,其檢測(cè)精度和效率完全依賴于工人的操作熟練程度,并不能滿足測(cè)量精度和效率的要求。可見,為滿足船舶加工自動(dòng)化、數(shù)字化的要求,需要設(shè)計(jì)一套船舶冷彎肋骨測(cè)量系統(tǒng)[7]。
2 測(cè)量系統(tǒng)的設(shè)計(jì)
2.1 整體結(jié)構(gòu)
船舶冷彎肋骨測(cè)量系統(tǒng)由移動(dòng)靶球平臺(tái)、全站儀、測(cè)量軟件三個(gè)模塊組成。移動(dòng)靶球平臺(tái)由Arduino單片機(jī)進(jìn)行運(yùn)動(dòng)控制、數(shù)據(jù)搜集與傳輸,還包含電子陀螺儀、直流脈沖電機(jī)、直流步進(jìn)電機(jī)、藍(lán)牙模塊及其它機(jī)械運(yùn)動(dòng)機(jī)構(gòu),可以實(shí)現(xiàn)靶球的運(yùn)動(dòng),以及誤差數(shù)據(jù)的檢測(cè)與傳輸。全站儀用于實(shí)時(shí)捕獲靶球坐標(biāo)值,并將數(shù)據(jù)通過藍(lán)牙串口傳輸?shù)缴衔粰C(jī)。測(cè)量軟件用于接收和處理來自移動(dòng)靶球平臺(tái)和全站儀的數(shù)據(jù),實(shí)現(xiàn)誤差補(bǔ)償、數(shù)模匹配、誤差計(jì)算和測(cè)量報(bào)表生成等功能。船舶冷彎肋骨測(cè)量系統(tǒng)總體技術(shù)路線如圖1所示。
船舶冷彎肋骨測(cè)量系統(tǒng)結(jié)構(gòu)如圖2所示。在測(cè)量時(shí),將自主設(shè)計(jì)研發(fā)的移動(dòng)靶球平臺(tái)放置在需要測(cè)量的船舶冷彎肋骨上。在預(yù)編程序的控制下,平臺(tái)沿著肋骨運(yùn)動(dòng),運(yùn)動(dòng)過程中全站儀捕獲測(cè)量靶球的實(shí)時(shí)坐標(biāo),從而間接測(cè)得船舶冷彎肋骨的輪廓數(shù)據(jù)。全站儀將測(cè)得的數(shù)據(jù)通過藍(lán)牙串口發(fā)送到上位機(jī),移動(dòng)靶球平臺(tái)將電子陀螺儀測(cè)得的傾角數(shù)據(jù)通過藍(lán)牙串口發(fā)送到上位機(jī),測(cè)量軟件對(duì)接收的數(shù)據(jù)進(jìn)行誤差補(bǔ)償處理和數(shù)模匹配,計(jì)算誤差值并生成報(bào)表。如此完成一個(gè)上位數(shù)據(jù)傳輸處理循環(huán)。
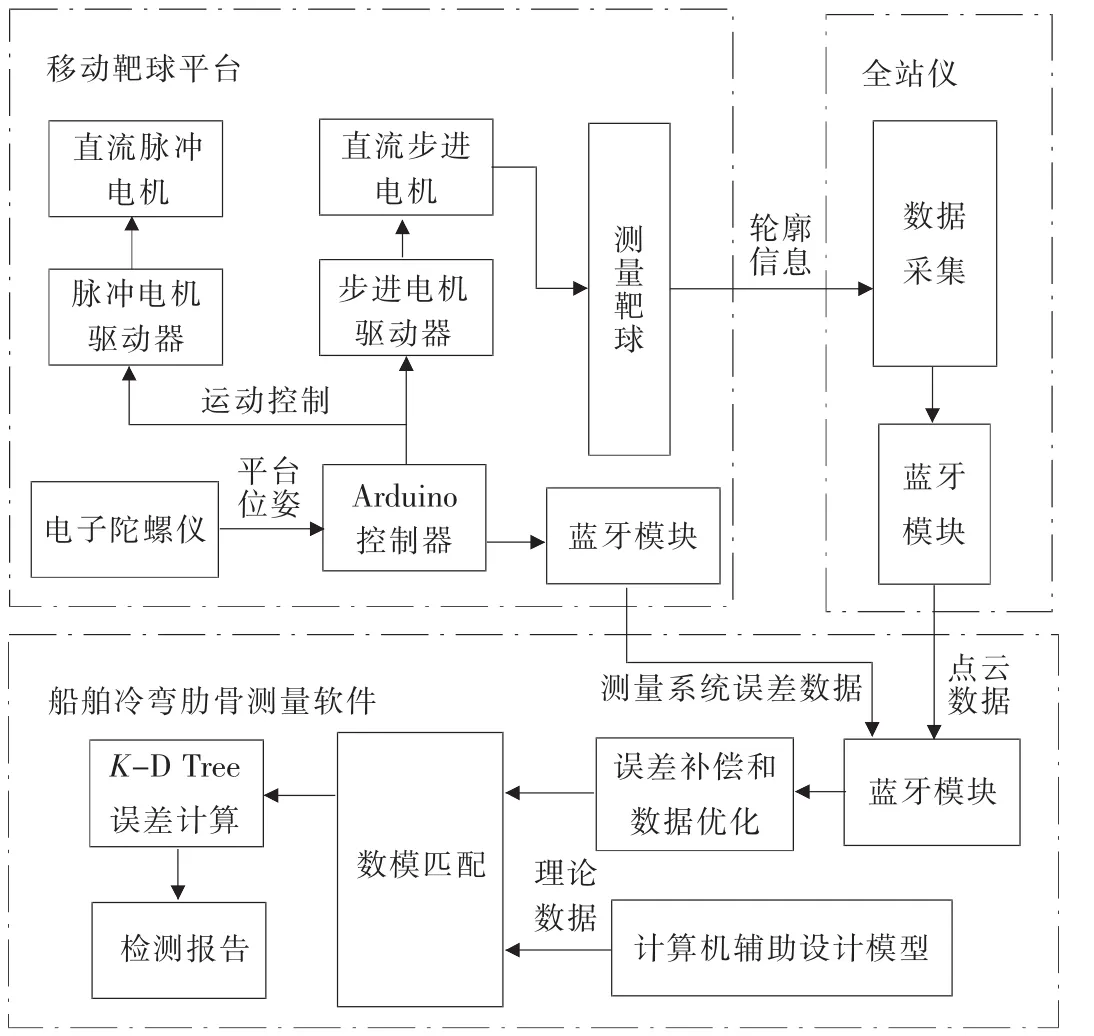
▲圖1 船舶冷彎肋骨測(cè)量系統(tǒng)總體技術(shù)路線
2.2 移動(dòng)靶球平臺(tái)
移動(dòng)靶球平臺(tái)的基本結(jié)構(gòu)如圖3所示,主要包括基座、吸附側(cè)輪、前進(jìn)驅(qū)動(dòng)輪、限位機(jī)構(gòu)、直流步進(jìn)電機(jī)、直流脈沖電機(jī)、測(cè)量靶球等。將移動(dòng)靶球平臺(tái)放置于需要檢測(cè)的船舶冷彎肋骨上,由永磁體加工制造的吸附側(cè)輪可以使整個(gè)設(shè)備吸附在船舶冷彎肋骨的側(cè)面。前進(jìn)驅(qū)動(dòng)輪通過同步帶與直流脈沖電機(jī)相連,在電機(jī)的帶動(dòng)下前進(jìn)驅(qū)動(dòng)輪旋轉(zhuǎn),從而驅(qū)動(dòng)整個(gè)平臺(tái)向前移動(dòng)。測(cè)量靶球連接在直流步進(jìn)電機(jī)上,當(dāng)Arduino單片機(jī)接收到電子陀螺儀的位姿數(shù)據(jù)后,反向調(diào)整靶球的轉(zhuǎn)向,保證在整個(gè)測(cè)量過程中靶球的朝向不變。
為防止測(cè)量過程中跌落和碰撞,同時(shí)滿足不同尺寸的肋骨測(cè)量,采用了可伸縮的限位機(jī)構(gòu)設(shè)計(jì),在平臺(tái)運(yùn)動(dòng)的方向上還設(shè)計(jì)了防止碰撞的限位開關(guān)。
移動(dòng)靶球平臺(tái)采用Arduino單片機(jī)作為控制器,完成電子陀螺儀數(shù)據(jù)獲取、直流脈沖電機(jī)和直流步進(jìn)電機(jī)運(yùn)動(dòng)控制、數(shù)據(jù)傳輸?shù)裙δ堋R苿?dòng)靶球平臺(tái)主要控制流程如圖4所示。Arduino單片機(jī)獲取來自電子陀螺儀、紅外遙控、接觸開關(guān)和電量檢測(cè)的數(shù)據(jù)信號(hào),信號(hào)經(jīng)過合理的數(shù)據(jù)分析和邏輯判斷后,發(fā)送至上位機(jī),控制直流脈沖電機(jī)和直流步進(jìn)電機(jī)運(yùn)動(dòng)。
2.3 全站儀
船舶冷彎肋骨測(cè)量系統(tǒng)中的全站儀用于實(shí)時(shí)捕獲靶球坐標(biāo)值,并將數(shù)據(jù)通過藍(lán)牙串口傳輸?shù)缴衔粰C(jī)。全站儀自身的測(cè)量精度及安裝方式將直接影響測(cè)量系統(tǒng)的精度。船舶冷彎肋骨測(cè)量系統(tǒng)采用索佳公司設(shè)計(jì)生產(chǎn)的NET05AX精密型自動(dòng)化三維全站儀。早在1990年,索佳公司就針對(duì)精密測(cè)量領(lǐng)域開發(fā)了NET系列全站儀。NET05AX精密型自動(dòng)化三維全站儀既提供了超高測(cè)量精度,又兼?zhèn)渥詣?dòng)化功能,可以為各種測(cè)量任務(wù)提供解決方案,廣泛應(yīng)用于自動(dòng)化變形監(jiān)測(cè)、隧道變形監(jiān)測(cè)、船舶檢測(cè)、橋梁檢測(cè)、工業(yè)檢測(cè)等領(lǐng)域。
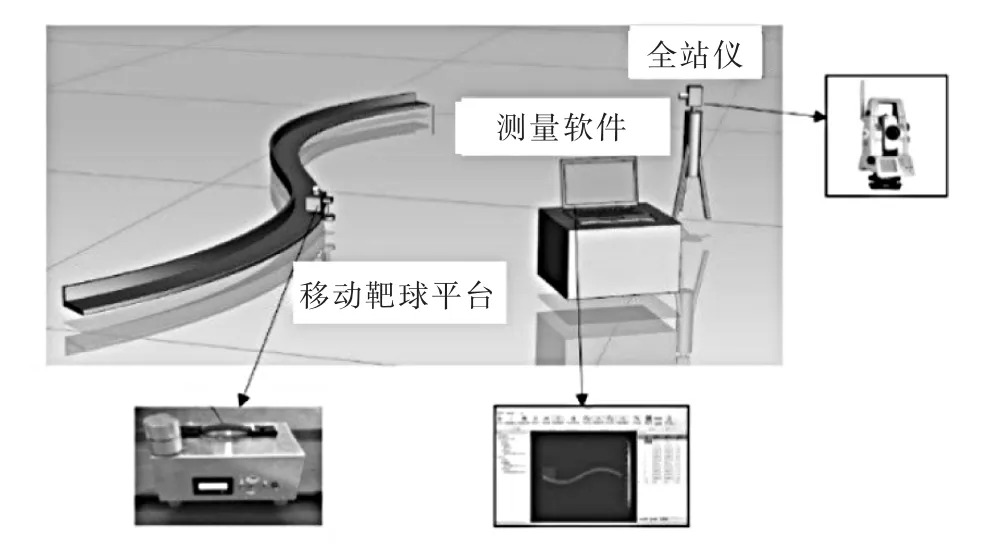
▲圖2 船舶冷彎肋骨測(cè)量系統(tǒng)結(jié)構(gòu)

▲圖3 移動(dòng)靶球平臺(tái)基本結(jié)構(gòu)
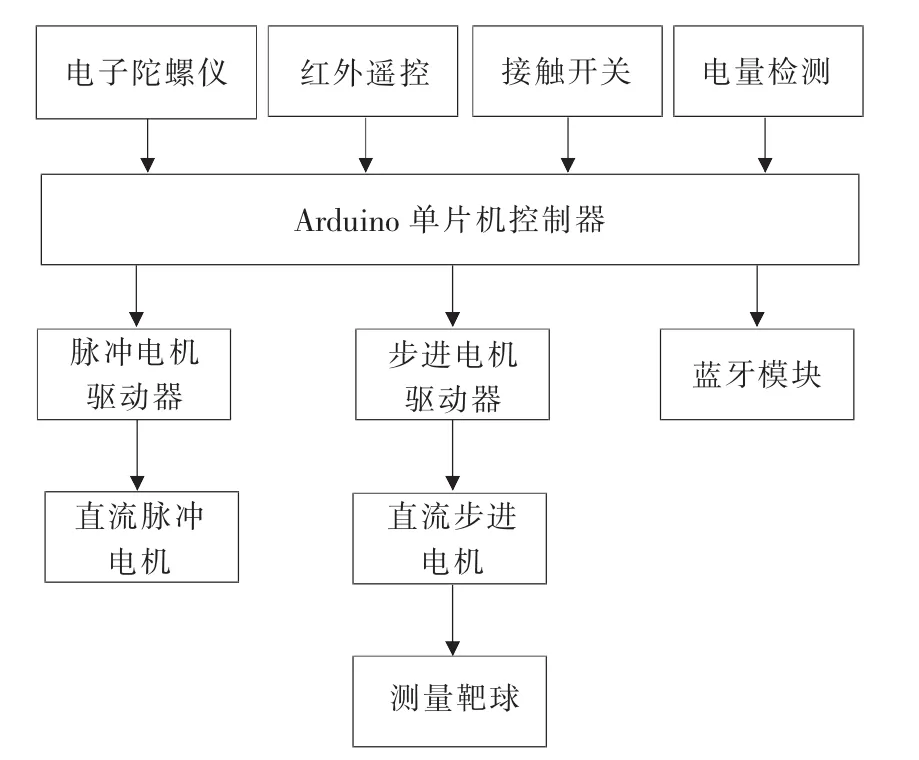
▲圖4 移動(dòng)靶球平臺(tái)控制流程
2.4 測(cè)量軟件
通過移動(dòng)靶球平臺(tái)和全站儀獲得測(cè)量點(diǎn)云數(shù)據(jù)后,需要將點(diǎn)云數(shù)據(jù)與理論模型進(jìn)行數(shù)模匹配,并計(jì)算加工誤差。數(shù)模匹配的準(zhǔn)確程度將直接影響加工誤差的計(jì)算值。迭代最近點(diǎn)算法是機(jī)器視覺中常用的點(diǎn)云配準(zhǔn)算法,常用于點(diǎn)云數(shù)據(jù)拼接、精度檢測(cè)等領(lǐng)域[8-10]。在完成點(diǎn)云數(shù)據(jù)和理論模型的正確匹配后,利用K-D Tree求解點(diǎn)云數(shù)據(jù)與理論模型的最大偏差值[11]。
根據(jù)上述算法,基于DevExpress控件,使用C++和C#開發(fā)語言,開發(fā)了一套船舶冷彎肋骨測(cè)量軟件,用以實(shí)現(xiàn)肋骨的成形精度測(cè)量。這一軟件具有數(shù)據(jù)導(dǎo)入、肋骨測(cè)量數(shù)據(jù)和理論模型自動(dòng)匹配、加工誤差計(jì)算、測(cè)量報(bào)表自動(dòng)生成等功能,實(shí)現(xiàn)了船舶冷彎肋骨測(cè)量的自動(dòng)化和數(shù)字化。
3 測(cè)量誤差分析
船舶冷彎肋骨測(cè)量系統(tǒng)的誤差來源主要分為測(cè)量原理引起的誤差與加工誤差。
3.1 測(cè)量原理引起的誤差
在使用船舶冷彎肋骨測(cè)量系統(tǒng)對(duì)船舶冷彎肋骨進(jìn)行測(cè)量時(shí),移動(dòng)靶球平臺(tái)放置于肋骨上,并載動(dòng)靶球運(yùn)動(dòng),吸附側(cè)輪與待測(cè)輪廓緊密接觸,理想情況下,移動(dòng)平臺(tái)為水平,靶球與吸附側(cè)輪處于同一鉛垂線上,全站儀測(cè)得的靶球運(yùn)動(dòng)軌跡即為吸附側(cè)輪中心的運(yùn)動(dòng)軌跡。但是在整個(gè)測(cè)量過程中,吸附側(cè)輪的中心軌跡與被測(cè)輪廓并不完全重合,這兩條曲線之間存在偏置,互為包絡(luò)線,它們之間的最小距離為吸附側(cè)輪的半徑。圖5為被測(cè)肋骨輪廓與吸附側(cè)輪中心軌跡示意圖,其中實(shí)線為被測(cè)肋骨輪廓,虛線為吸附側(cè)輪中心運(yùn)動(dòng)軌跡。如直接將測(cè)得的數(shù)據(jù)作為有效數(shù)據(jù),會(huì)由于此種測(cè)量原理造成誤差。

▲圖5 被測(cè)肋骨輪廓與吸附側(cè)輪中心軌跡
為減小由吸附側(cè)輪引起的誤差,在得到測(cè)量點(diǎn)坐標(biāo)后,需要將測(cè)量點(diǎn)坐標(biāo)進(jìn)行偏移求解,再進(jìn)行后續(xù)計(jì)算。測(cè)量點(diǎn)偏置方法如圖6所示。
對(duì)測(cè)量點(diǎn)進(jìn)行偏置主要經(jīng)過三個(gè)步驟:①利用迭代最近點(diǎn)算法將測(cè)量得到的點(diǎn)云數(shù)據(jù)與理論模型進(jìn)行粗匹配;②求得離測(cè)量點(diǎn)最近的理論數(shù)據(jù)坐標(biāo),并求得理論模型上該點(diǎn)的法向量;③對(duì)測(cè)量點(diǎn)沿該法向量方向進(jìn)行偏置。
3.2 加工誤差
靶球中心和吸附側(cè)輪的同軸度,以及靶球中心到吸附側(cè)輪的距離是影響測(cè)量精度的重要因素。靶球與吸附側(cè)輪安裝方式如圖7所示。吸附側(cè)輪通過軸承連接到支座上,通過螺釘擰緊以?shī)A緊軸承。靶球固定于靶球座內(nèi),靶球座固定于直流步進(jìn)電機(jī)上,直流步進(jìn)電機(jī)再通過螺紋連接到支座上,這樣使靶球和吸附側(cè)輪固定于同一支座上。在加工支座上下孔時(shí)保證同軸度,即可最大程度保證靶球和吸附側(cè)輪的同軸度。

▲圖6 測(cè)量點(diǎn)偏置方法
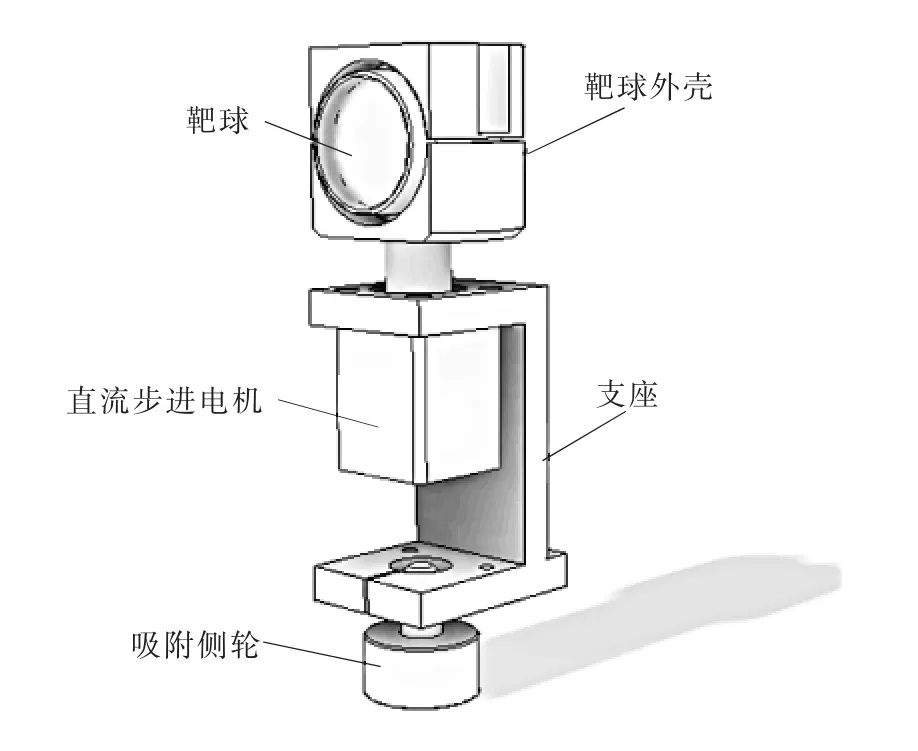
▲圖7 靶球與吸附側(cè)輪安裝方式
4 測(cè)量精度測(cè)定
船舶冷彎肋骨測(cè)量系統(tǒng)的精度測(cè)定試驗(yàn)主要包括單點(diǎn)重復(fù)測(cè)量精度試驗(yàn)和直線導(dǎo)軌測(cè)量試驗(yàn)。
進(jìn)行單點(diǎn)重復(fù)測(cè)量精度試驗(yàn)時(shí),固定靶球不動(dòng),使用全站儀精測(cè)模式得到30個(gè)測(cè)量點(diǎn)坐標(biāo)數(shù)據(jù)。X、Y、Z三軸方向的最大測(cè)量誤差依次是0.112 mm、0.151 mm、0.041 mm,滿足測(cè)量要求。
直線導(dǎo)軌測(cè)量試驗(yàn)的測(cè)量對(duì)象為機(jī)床導(dǎo)軌,船舶冷彎肋骨測(cè)量系統(tǒng)的預(yù)期檢測(cè)精度為±1 mm,而機(jī)床導(dǎo)軌的直線度誤差在0.05 mm/m以內(nèi),因此以機(jī)床導(dǎo)軌作為標(biāo)準(zhǔn)測(cè)量對(duì)象,對(duì)船舶冷彎肋骨測(cè)量系統(tǒng)的直線檢測(cè)誤差進(jìn)行評(píng)估。測(cè)得機(jī)床導(dǎo)軌數(shù)據(jù)后,將測(cè)量數(shù)據(jù)導(dǎo)入測(cè)量軟件,得到各個(gè)有效測(cè)量點(diǎn)坐標(biāo),偏差值最大為0.11 mm,滿足測(cè)量要求。
5 總結(jié)與展望
筆者主要研究了船舶冷彎肋骨測(cè)量系統(tǒng)的關(guān)鍵技術(shù),設(shè)計(jì)了測(cè)量系統(tǒng)的搭建方案,以及測(cè)量系統(tǒng)的軟硬件組成。同時(shí)分析了船舶冷彎肋骨測(cè)量系統(tǒng)的誤差來源,并確定了誤差補(bǔ)償方案,同時(shí)對(duì)測(cè)量系統(tǒng)進(jìn)行了精度測(cè)定。所做研究可以實(shí)現(xiàn)船舶冷彎肋骨的數(shù)字化快速測(cè)量。
猜你喜歡
艦船科學(xué)技術(shù)(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
北京測(cè)繪(2020年12期)2020-12-29 01:37:18
小哥白尼(趣味科學(xué))(2019年10期)2020-01-18 09:16:22
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
工程與建設(shè)(2019年3期)2019-10-10 01:40:18
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
電測(cè)與儀表(2016年9期)2016-04-12 00:29:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
