基于知識庫的管徑類零件質檢系統
2018-10-10 11:21:16馬峰超
機械制造 2018年7期
□ 陳 宇 □ 陳 進 □ 馬峰超
江南大學機械工程學院 江蘇無錫 214122
質檢工序在所有制造型企業中是不可或缺的[1]。產品的質量體現在零部件的生產質量及產品裝配質量上,零部件制造質量又是產品質量的重要保障[2]。在傳統的制造過程質檢方案中,存在體系不健全、質量監管力度弱及質量事故發生時決策滯后等問題[3]。
當前自動化檢測技術被廣泛應用,主要由傳感裝置、處理電路及顯示裝置組成,基本原理是:將傳感裝置采集到的質檢數據轉化為電信號,由連接上位機的處理電路經通信串口提供給軟件系統,再由軟件系統對數據進行判斷和處理;顯示裝置再將軟件系統的分析結果以易于理解的方式進行展示[4]。統計過程控制理論應用在自動化質檢系統中,將采集到的質檢數據利用數理統計方法直觀地展示生產過程的受控狀態,對質檢質量問題進行診斷,并對生產質量進行動態監控,提供預警分析和保障[5-9]。但是整個系統一般成本較高,在中小型企業中難以推廣。筆者以檢測管徑類零部件直徑尺寸或折彎角度為目的,基于知識庫與統計過程控制理論設計一套成本低廉的管徑類零件質檢系統,同時解決人工質檢速度慢、準確性低,以及信息無法追蹤等問題。
1 質檢系統總體設計
借鑒目前先進的檢測技術將傳感器、計算機、自動化檢測及數據處理等技術應用在工業生產的在線監測中[10],這一系統由檢具設計方案、數據采集方案、數據分析方案、可視化反饋及預警方案組成。
質檢系統通過對檢具加裝電子感應裝置進行標準質檢,自動記錄并統計檢驗結果,代替不規范的人工測量質檢和填表統計,同時以折線圖形式實時動態反饋當前質檢情況,以控制圖形式反饋當日零部件制造質量是否處在受控范圍內,如果脫離受控狀態,會自動反饋不合格原因及解決方案。質檢系統流程如圖1所示。
2 數據采集模塊
2.1 檢具及傳感器
管徑類零部件檢具的設計既要簡單實用,又要通用性好。柔性檢具可以降低檢具制作成本,將傳統一一對應的檢測方式通過合理安排,可實現對其它型號甚至不同種類產品的檢測。檢具剖面圖如圖2所示。
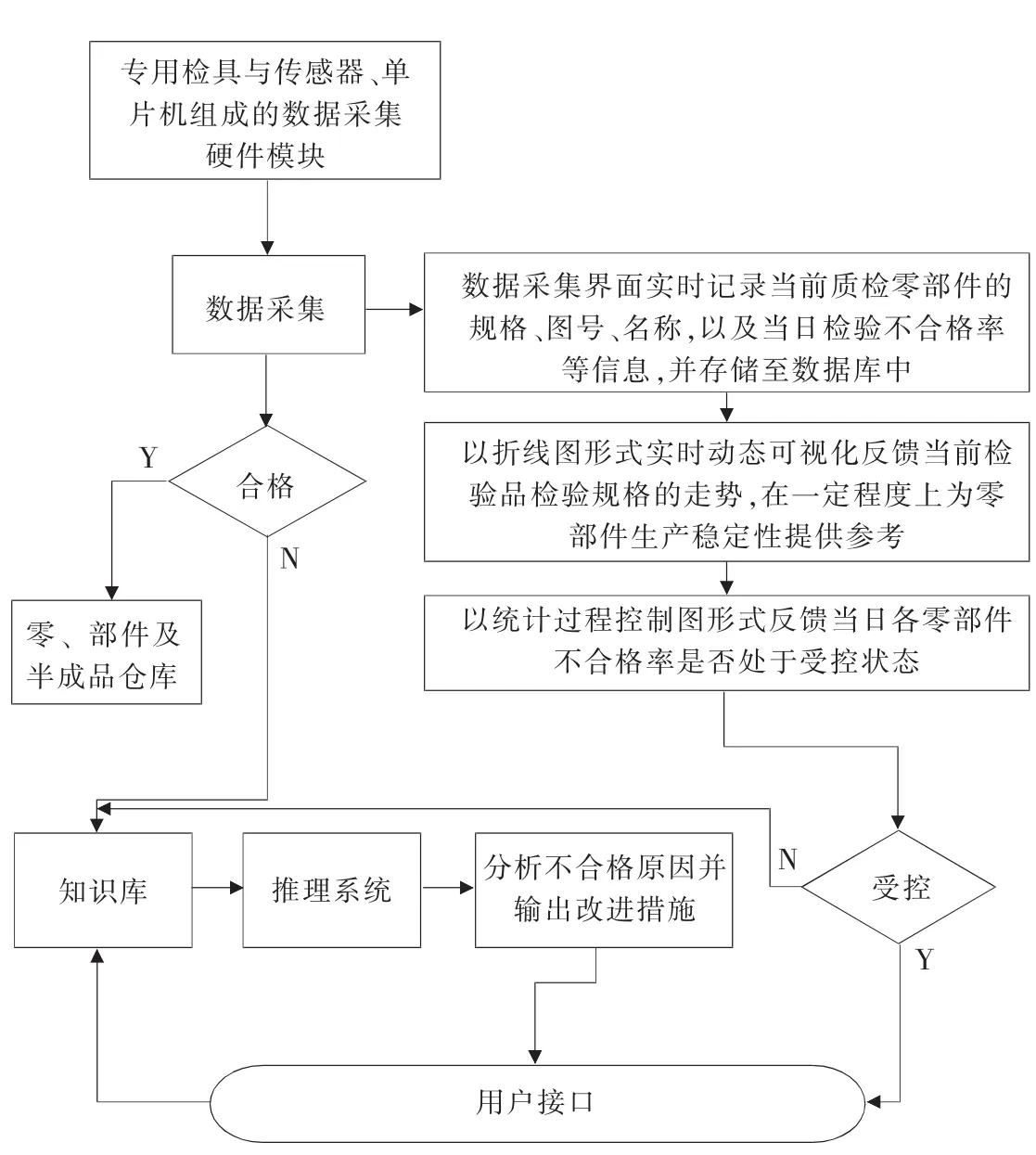
▲圖1 管徑類零件質檢系統流程

▲圖2 檢具剖面圖
根據質檢原理,檢具采用通-止-通方式對產品進行質檢。根據受檢產品的特點和需求,以及較為惡劣的車間環境,選擇檢測穩定性較高的對射型激光傳感器,利用激光技術進行干擾物判定或物體尺寸測量。在對產品檢測時,由投光部發出的光束會被遮擋或反射,導致受光部接收不到連續的光信號,激光傳感器將不連續的光信號以電氣信號的方式輸出,從而進行檢測判定。
2.2 單片機及通信
當前51系列單片機、AVR系列單片機及外圍接口控制器單片機應用最為廣泛。應用最為成熟的是51系列單片機,但其只提供了一個通用同步/異步串行接收/發送器串口,不利于后期系統新功能的擴展。經考量,最終決定選擇AVR系列STM32F103RCT6型單片機作為質檢終端的主控制器。
在系統中,STM32F103RCT6型單片機是現場終端的關鍵,要接收和處理前端激光傳感器采集到的信息,利用輸入和輸出端口實現與激光傳感器連接,讀取前端激光傳感器數據進行分析處理,其中一路通用異步收發傳輸器通過收發器擴展成計算機通信接口電平信號,連接上位機進行通信。
質檢數據獲得的是每個激光傳感器的檢測狀態,而單片機傳送的數據一般情況下是數字與字母結合的形式,因此需對這些數據進行加工分析,從而獲得所需要的檢測信息。質檢方案中采用了五臺激光傳感器,定義單片機發送的數據共10 Byte:① 字節1,數據的起始位;② 字節2,主機型號位;③ 字節3,標志位;④ 字節4~8,數據存儲位,反映五臺激光傳感器的狀態;⑤字節9,校驗位;⑥ 字節10,終止位。
由上位機連接單片機的通信串口來實現通信。在串口通信中,SPComm控件是一款針對Delphi環境開發的串口控件,是一種面向對象的編程接口數據處理技術,實現了數據庫與功能模塊的實時關聯。由此在Delphi環境中筆者選用了SPComm控件來實現串口通信。
3 檢測案例
直徑為30 mm的圓鋼零件如圖3所示,零件有A、B、C、D四個關鍵部位參數需要檢測。A、D處由于滾花工藝使得管徑有變化,因此需要對這兩處做管徑尺寸檢測。B、C處由于折彎工藝呈現一定角度,因此需要對這兩處做角度檢測。在檢具1、2、3、4、5通孔位置上分別安裝一對激光傳感器進行檢測。
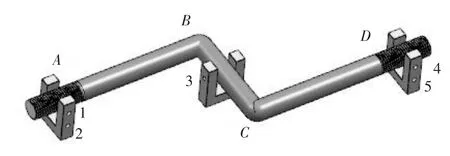
▲圖3 零件示意圖
被檢部位標準參數為φ(30±0.2)mm。根據直徑的公差范圍,如果零件尺寸為φ(30±0.2)mm,且折彎角度在誤差范圍內,則會卡在檢具1、3、4通孔部位,且激光傳感器會感應到有障礙物,檢具2、5通孔位置處的激光傳感器無障礙遮擋,則視為A、D處尺寸合格且B、C處角度合格,這是被檢零件合格的唯一表示形式。
零件不合格類型判斷細則如下:①只有檢具1、3、5通孔被遮擋,判斷為D處尺寸不合格;② 只有檢具2、3、5通孔被遮擋,判斷為A、D處尺寸不合格;③只有檢具2、3、4通孔被遮擋,判斷為A處尺寸不合格;④ 只有檢具1通孔被遮擋,判斷為B處角度不合格;⑤ 只有檢具4通孔被遮擋,判斷為C處角度不合格;⑥ 只有檢具1、3通孔被遮擋,判斷為C處角度不合格;⑦ 只有檢具3、4通孔被遮擋,判斷為B處角度不合格;⑧ 只有檢具2、3通孔被遮擋,判斷為A處尺寸不合格且C處角度不合格;⑨ 只有檢具3、5通孔被遮擋,判斷為D處尺寸不合格且B處角度不合格;⑩只有檢具2通孔被遮擋,判斷為A處尺寸不合格且B處角度不合格;11○ 只有檢具5通孔被遮擋,判斷為D處尺寸不合格且C處角度不合格。
值得注意的是,由于被檢零件兩端放置順序不同,具有多種不合格屬性的情況無法檢測到,如檢具2通孔被遮擋,可能是A處尺寸不合格、B處角度不合格、C處角度不合格、D處尺寸不合格同時存在。被檢零件只要A、D任意一處判斷為尺寸不合格,就按照尺寸不合格類統計,同理,只要B、C任意一處判斷為角度不合格,就按角度不合格類統計,同時存在的情況亦然。質檢判斷流程如圖4所示。
4 標準質檢模塊通用性
柔性檢具的設計使本系統可以對更多的類似零件和類似屬性進行檢測,只需合理設置傳感器及檢具,即可實現檢驗不同零件的目的。
如在檢測彎管角度同時又需檢測外徑或長度尺寸的零部件,亦可在此基礎上稍作修改即可,通用零件如圖5所示。
5 數據采集的應用
質檢數據采集是一切后續分析、跟蹤、反饋的基礎,數據采集主要是采集并記錄檢測到的零部件尺寸、檢驗時間、日檢驗總數、檢驗不合格數、檢驗不合格率等參數,如圖6所示。
圖形管理可實時動態顯示質檢尺寸的波動曲線。筆者以某管徑類零件的直徑尺寸檢測數據為例,該直徑尺寸規格為φ (30±0.2)mm,質檢數據實時走勢如圖7所示。
6 統計過程控制圖理論的應用
統計過程控制圖的用途如下:①分析判斷生產過程的穩定性,以達到將生產過程處于統計控制狀態的目的;②及時發現潛在的不正常情況,預防或減少不合格品的生產;③驗證生產實際加工精度及工藝的合理性,為技術改進提供理論依據;④為評定產品質量提供依據。
統計過程控制圖分為計數型控制圖和計量型控制圖,受制于專用檢具及軟件,筆者選用計數型檢驗方式,確認將不合格率控制圖應用到計數型質檢方案上是合適的。
樣本數為每天采集的質檢數據量,盡管每日采集質檢數據量變化較大,但不合格率控制圖的反饋效果準確度卻不會因質檢數據量的變化而受影響,不合格率控制圖中的上下限會根據數據量的變化而變動,會自動根據時間跨度計算對應段時間內的控制圖走勢。
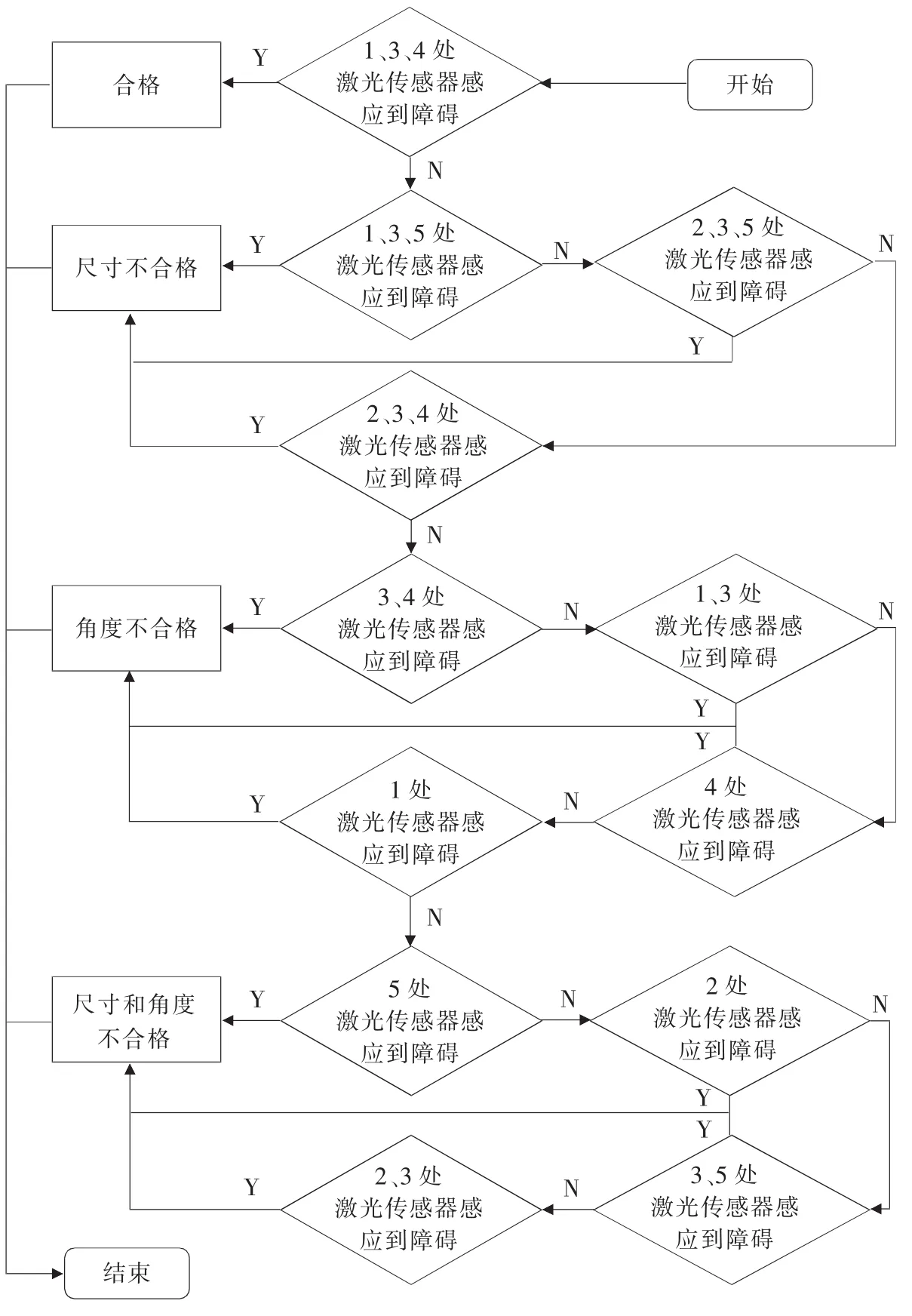
▲圖4 質檢判斷流程

▲圖5 通用零件
根據質檢數據計算得到不合格率控制圖基礎數據,見表1,不合格率控制圖界面如圖8所示。
操作者只要在不合格率控制圖界面上選擇時間段、零件名稱,系統即會自動計算并顯示對應時段內某個零部件的不合格率控制圖參數。
由圖8可以看出所選日期范圍內的不合格率走勢,通過觀察折線圖是否處于上限和下限控制區域內來判斷生產過程是否正常,一旦有個別點越過控制區域,就要及時檢查生產設備的運行狀態,若有異常,就要采取必要措施,使生產狀態恢復穩定。同時根據反饋信息能及時發現系統性因素出現的征兆,并可采取措施消除影響,使過程維持在僅受隨機性因素影響的受控狀態中,以達到控制質量的目的。這樣可以保證當生產設備發生異常時及時反饋信息并進行處置,將損失降到最低。值得注意的是,上述不合格率控制圖并非絕對的實時監控,而是以每天的質檢數據為樣本來處理的,是每日生產狀況的監控。若要進行實時監控,需要將樣本一定數量的質檢數據或一段時間內的質檢數據作為樣本,這適用于每日質檢量較大的情況。
7 知識庫的應用
知識庫分為知識獲取、知識表達和知識推理三部分。
7.1 知識獲取
由于檢驗產品沒有復雜的加工工藝及眾多的檢驗參數,質檢系統中的知識庫知識獲取方式主要是人工獲取,即由技術、工程人員及工作經驗豐富的一線工人對知識進行匯總、分析。知識獲取界面如圖9所示。
7.2 知識表達
采取產生式規則表示法,即用因果關系的方式表示知識的一種規則。表示方法為:如果零件折彎角度不合格,就有86%的概率認為是折彎機加工精度存在偏差所導致,有63%的概率認為是原材料的性能不符合要求,零件折彎后有一定程度的反彈所導致。
7.3 知識推理
將數據庫中存儲的初始數據、外部數據庫輸入的數據、中間結果產生的數據和最后結果數據與規則庫結合,組成基于正向、反向及雙向推理方式的推理系統。

▲圖6 數據采集界面
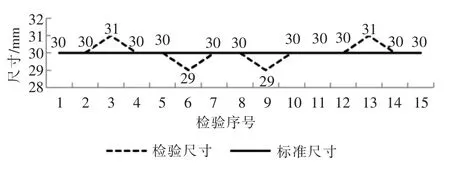
▲圖7 質檢數據實時走勢圖

表1 不合格率控制圖基礎數據
8 結束語
筆者基于知識庫設計了管徑類零件質檢系統,為此類零件的質檢提供了新思路,并從質檢數據采集、數據分析、可視化展示、統計過程控制圖理論應用等方面作了介紹。這一質檢系統以管控質檢工序、自動判異為目標,使檢驗過程規范化。這一質檢系統經多方驗證可行有效,為企業實現質量安全動態監管、質量風險預警提供了保障。

▲圖8 不合格率控制圖界面
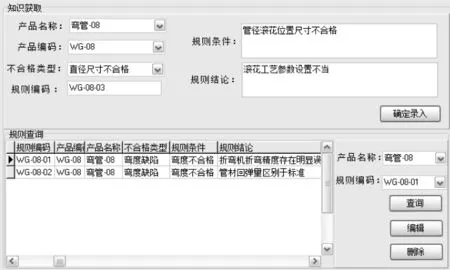
▲圖9 知識獲取界面
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年19期)2017-02-02 07:08:27
