人機(jī)界面產(chǎn)品生產(chǎn)線提升工序效率的研究
2018-10-10 11:21:14余建波
機(jī)械制造 2018年7期
□ 潘 書 □ 余建波
同濟(jì)大學(xué)機(jī)械與能源工程學(xué)院 上海 201804
1 研究背景
在當(dāng)今經(jīng)濟(jì)一體化和全球化競爭的環(huán)境中,制造業(yè)面臨著越來越大的挑戰(zhàn)[1]。在生產(chǎn)制造過程中,如何改變思想,有創(chuàng)造性地改善原有生產(chǎn)制造模式,在提高質(zhì)量的同時降低成本[2],快速交貨,滿足客戶的個性化需求,已成為制造型企業(yè)所面臨的重大挑戰(zhàn)。
在工業(yè)控制行業(yè),實現(xiàn)操作者和設(shè)備交互的最常見終端就是人機(jī)界面(HMI)產(chǎn)品。據(jù)調(diào)查,至2013年,HMI產(chǎn)品主要生產(chǎn)企業(yè)有西門子、羅克韋爾、施耐德、GE、臺達(dá)、研華等,我國HMI產(chǎn)品的市場規(guī)模約23億元人民幣[3]。大多數(shù)HMI產(chǎn)品生產(chǎn)企業(yè)以裝配為主要生產(chǎn)方式。
傳統(tǒng)HMI產(chǎn)品制造行業(yè)和大多數(shù)中小型裝配企業(yè)類似,為了實現(xiàn)規(guī)模效應(yīng),往往采用流水線布局方法,即按照一定的生產(chǎn)節(jié)拍,將產(chǎn)品的裝配工作分解為最基本的作業(yè)步驟,連續(xù)從前道工序流到后道工序。流水線生產(chǎn)的產(chǎn)品種類固定,專業(yè)化程度高,生產(chǎn)周期時間短,作業(yè)內(nèi)容單一,管理簡單。這一生產(chǎn)方式缺點如下:生產(chǎn)線柔性弱,適應(yīng)的產(chǎn)品種類少,需求數(shù)量或生產(chǎn)計劃有變化時的適應(yīng)性差;由于工序多,較難實現(xiàn)生產(chǎn)線的總體平衡,降低了生產(chǎn)線工序效率;工人作業(yè)單調(diào),緊張且易疲勞。
當(dāng)今,企業(yè)面臨著客戶多元化、訂單少、批量小[5]、成本低、質(zhì)量高、交貨快速等的挑戰(zhàn)。特別是對于HMI產(chǎn)品這類以裝配為主的生產(chǎn)行業(yè),生產(chǎn)線工序效率成為影響客戶滿意度的關(guān)鍵,裝配線的平衡與否直接影響到裝配線的工序效率和生產(chǎn)成本[5]。
以某公司HMI產(chǎn)品的生產(chǎn)線為研究對象,運用工業(yè)工程的方法對生產(chǎn)線的運行情況和工序平衡性進(jìn)行分析,以單元化生產(chǎn)模式對生產(chǎn)線布局進(jìn)行改善,以提高生產(chǎn)線的平衡率。
2 單元生產(chǎn)方式
單元生產(chǎn)方式采用U形或L形的車間生產(chǎn)線布置,由訓(xùn)練有素的多面手作業(yè)員使用簡易設(shè)備進(jìn)行加工,特別是組裝生產(chǎn),是一種以員工為中心的生產(chǎn)組織方法。單元生產(chǎn)方式是旨在追求生產(chǎn)與運營的戰(zhàn)略柔性,實現(xiàn)低成本、變產(chǎn)量和變品種的生產(chǎn)方式,主要應(yīng)用于離散型制造中的組裝型制造業(yè)。
單元生產(chǎn)方式有三種主要類型:一人完成型、多人循環(huán)型和成組單元型。
一人完成型單元生產(chǎn)線中,一位作業(yè)員操作一條單獨的生產(chǎn)線,優(yōu)點是生產(chǎn)線平衡率為100%,缺點是對操作人員的技能要求高,設(shè)備投資高。
多人循環(huán)型單元生產(chǎn)線中,作業(yè)員都是從頭做到尾,可見與一人完成型不同的是,多人循環(huán)型是多人共用一條生產(chǎn)線,優(yōu)點是有利于設(shè)備的共用,缺點是對操作人員技能要求高,且熟練度最低的員工會成為生產(chǎn)移動的瓶頸。
成組單元型單元生產(chǎn)線中,多人共用一條生產(chǎn)線,按照工藝方法和員工技能將生產(chǎn)線分割成多個單元,每個員工負(fù)責(zé)生產(chǎn)線的某幾個作業(yè),優(yōu)點是有利于應(yīng)對生產(chǎn)量的變化,缺點是會產(chǎn)生一定的不均衡損失,需要平衡操作人員之間的生產(chǎn)效率[6]。
流水線式生產(chǎn)方式和單元化生產(chǎn)方式的特點有所不同,兩者布局比較見表1。
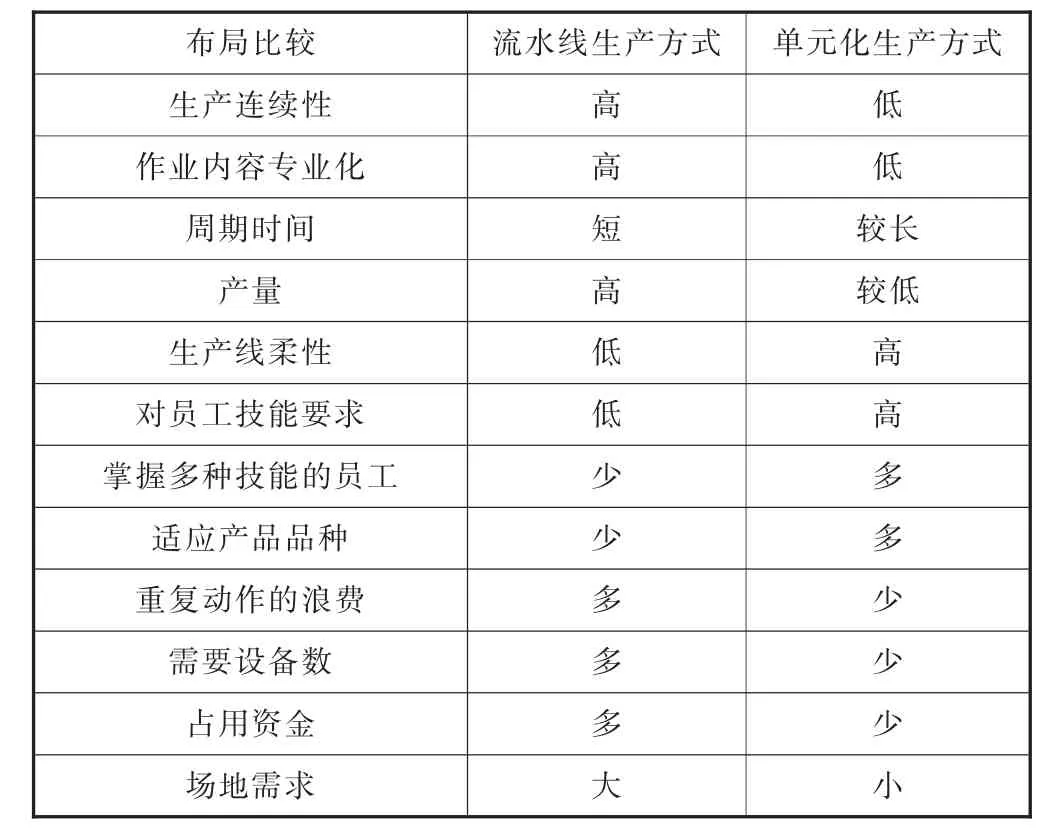
表1 流水線和單元化生產(chǎn)方式布局比較
3 HMI產(chǎn)品生產(chǎn)線現(xiàn)狀
3.1 生產(chǎn)流程現(xiàn)狀
HMI產(chǎn)品結(jié)構(gòu)基本類似,如圖1所示。前蓋外裝有觸摸屏和保護(hù)膜,前蓋內(nèi)裝有墊圈,后面裝有液晶顯示屏(LCD),LCD后貼泡棉用于阻擋灰塵并減振,LCD和印制電路板成品(PCBA)通過扁平電纜連接,部分HMI產(chǎn)品在PCBA上設(shè)有支撐架件,用于穩(wěn)定結(jié)構(gòu),PCBA裝在后蓋上,各結(jié)構(gòu)件之間通過卡口或者連接進(jìn)行固定。
分析HMI產(chǎn)品生產(chǎn)線的生產(chǎn)工序,列出每個工序的主要作業(yè)內(nèi)容,并通過秒表計時法確定各工序的標(biāo)準(zhǔn)作業(yè)時間[7],得到HMI產(chǎn)品生產(chǎn)工序流程,見表2。
現(xiàn)有的HMI產(chǎn)品生產(chǎn)線布局為一字形流水線,如圖2所示。

▲圖1 HMI產(chǎn)品結(jié)構(gòu)

表2 HMI產(chǎn)品生產(chǎn)工序流程

▲圖2 HMI產(chǎn)品生產(chǎn)線布局
物流方向從左向右,前4個工位為手工裝配。5~8工位為測試工位,配備半自動設(shè)備。9~11工位為手工包裝。員工操作時面對傳送帶,一字排開站立操作。物流架放置在傳送帶對面,一般為三層,物料分別放置在物料盒中。需要用到的螺絲刀等工具掛在傳送帶上方。圖3所示為HMI產(chǎn)品生產(chǎn)線現(xiàn)場局部圖片。
計算工序平衡率H:

式中:n為生產(chǎn)線的工序數(shù)量;Ti為工序i的作業(yè)時間;T為周期時間,是整個生產(chǎn)工序中作業(yè)時間最長的工序的作業(yè)時間。

▲圖3 HMI產(chǎn)品生產(chǎn)線現(xiàn)場局部圖片
由表1可知,整個生產(chǎn)線的總作業(yè)時間為505 s,共有11道工序,瓶頸工序是功能測試1,作業(yè)時間為65 s,計算工序平衡率:

3.2 問題分析
作業(yè)等待是造成生產(chǎn)線不平衡的主要原因[9]。作業(yè)等待指在生產(chǎn)線不同工序之間作業(yè)時間不一致,導(dǎo)致速度快的工序必須等待速度慢的工序。例如第一工序前蓋安裝工序需要42 s,第二工序觸摸屏安裝工序需要55 s,之間相差13 s,說明兩道工序間有13 s的作業(yè)等待。
工藝的局限性和過細(xì)的工序劃分,導(dǎo)致裝配工序間很難保持平衡。由于追求較短的周期時間,生產(chǎn)線設(shè)計成一字流水線,并劃分成11道工序。而由于工藝流程的局限性,有些作業(yè)又必須在一個工作步驟里完成,例如觸摸屏安裝工序,作業(yè)內(nèi)容和步驟較多,導(dǎo)致其成為裝配的瓶頸工序。
為滿足較短的周期時間,測試工序中將測試步驟拆分到不同的設(shè)備上,在縮短單臺設(shè)備作業(yè)時間的同時,使不同設(shè)備間的作業(yè)時間產(chǎn)生了不平衡。例如完成高壓測試的全部測試項目,設(shè)備的周期作業(yè)時間加上搬運、裝夾、裝密封圈、卸下產(chǎn)品等人工作業(yè),時間為82 s。為了匹配其它裝配步驟,人為將測試項目拆分到兩臺設(shè)備上,每臺設(shè)備完成部分測試項目,結(jié)果是高壓測試1的周期時間為38 s,高壓測試2的周期時間為44 s,同樣拆分功能測試時間為65 s和45 s。雖然拆分后的單臺設(shè)備作業(yè)時間可以滿足產(chǎn)能需求,但這樣的拆分使最短的作業(yè)時間(38 s)和最長的設(shè)備作業(yè)時間(65 s)之間產(chǎn)生了27 s的差距,加大了生產(chǎn)線的不平衡率。此外,將測試程序拆分到兩臺設(shè)備后,增加了裝夾和傳輸?shù)确窃鲋底鳂I(yè),導(dǎo)致了額外的作業(yè)。
4 運用單元化布局進(jìn)行改善
4.1 手工裝配作業(yè)單元改善
一字形流水線物流路線較長,拿取放下等作業(yè)次數(shù)較多,增加了非增值作業(yè)次數(shù),因此,運用單元化布局進(jìn)行改善。
計算生產(chǎn)線的節(jié)拍時間。節(jié)拍時間Tt指在一定時間長度內(nèi)總有效生產(chǎn)時間Ta與客戶需求數(shù)量D的比值,是客戶需求一件產(chǎn)品的市場需求時間。

HMI產(chǎn)品的月需求量D為16 490臺,設(shè)定工廠正常的工作時間為每月21天,每天工作時間為7.5 h,每月可用工作時間 Ta=21×7.5×3 600=567 000 s,代入式(2),得 Tt=567 000/16 490=34.39 s/臺。
分析裝配過程發(fā)現(xiàn),有些工序包含了多個獨立的工作內(nèi)容,如前蓋安裝可拆分為裝LCD和貼泡棉,觸摸屏安裝可拆分為安裝觸摸屏和貼保護(hù)膜。將不可拆分的作業(yè)作為一個作業(yè)工序,重新劃分HMI產(chǎn)品生產(chǎn)工序流程,如圖4所示,圖4中用○表示裝配工序,用□表示測試和檢查工序。
計算周期時間。周期時間指產(chǎn)品從投料至產(chǎn)出的全部時間[8],周期時間必須小于Tt。將18個作業(yè)工序的動作更進(jìn)一步劃分為60個作業(yè)動作。運用秒表測量、模特排時法等方法,對各個動作進(jìn)行評估操作時間。基于各個動作,結(jié)合HMI產(chǎn)品生產(chǎn)工序流程圖,繪制生產(chǎn)流程優(yōu)先圖,如圖5所示。圖5中○中的數(shù)字表示動作要素,每個動作要素旁邊是該要素的作業(yè)時間,采用啟發(fā)式方法對工作地進(jìn)行劃分,具體步驟如下:
(1)對工序繪制生產(chǎn)流程優(yōu)先圖;
(2)分配工作地1,初始工作地可分配時間為節(jié)拍時間;
(3)找到最先未分配作業(yè),選擇一個作業(yè)劃分進(jìn)待分配工作地;
(4)計算工作地剩余時間,等于原工作地剩余時間減去該作業(yè)時間;
(5)如工作地剩余時間夠繼續(xù)分配,重復(fù)步驟(2)~(3);
(6)如工作地剩余時間不夠作業(yè)時間分配,則該工作地作業(yè)分配完成,進(jìn)入下一個工作地作業(yè)分配;
(7) 重復(fù)步驟(2)~(6),直至所有作業(yè)元素都分配完成。
對HMI產(chǎn)品生產(chǎn)線工作地重新進(jìn)行劃分,表3列出了部分HMI產(chǎn)品生產(chǎn)線工作地。
根據(jù)工作地分配表,裝配單元采用了成組單元型單元生產(chǎn)線的設(shè)計方案。對生產(chǎn)線工序進(jìn)行平衡合并,提高生產(chǎn)線的精益水平[9],具體安排如下:① 生產(chǎn)線整體采取U形布局,物流為逆時針走向;② 將原來的七個手工裝配包裝作業(yè)工序合并為三個大的作業(yè)單元;③每個大作業(yè)單元由三個子作業(yè)單元構(gòu)成U形單元,作業(yè)人員在單元內(nèi)移動距離為一步以內(nèi)。

▲圖4 改善后HMI產(chǎn)品生產(chǎn)工序流程

▲圖5 部分HMI產(chǎn)品生產(chǎn)流程優(yōu)先圖
4.2 設(shè)備作業(yè)單元改善
原生產(chǎn)線將測試進(jìn)行了人為分割,雖然降低了測試的周期時間,但也增加了拿取、移動等無效作業(yè),并且由于一些測試程序不可分割,導(dǎo)致功能測試1成為整個作業(yè)流程的瓶頸工序。
對于設(shè)備作業(yè),改善思路是將測試程序合并到一臺設(shè)備,計算整體的測試周期,并通過增加設(shè)備數(shù)量,滿足節(jié)拍時間的要求。
對合并后的測試工作時間進(jìn)行測算,高壓測試的周期時間為72.78 s,功能測試的周期時間為91.38 s,用周期時間除以節(jié)拍時間34.39 s,得到需要高壓測試站2.11臺、功能測試站2.66臺。圓整后均各需要三臺設(shè)備。
4.3 改善后生產(chǎn)線布局
改善后HMI產(chǎn)品生產(chǎn)線布局如圖6所示。生產(chǎn)線整體為U形布局,分為四個主要作業(yè)單元:三個裝配單元和一個測試單元。每個裝配單元內(nèi)可以安排三名員工進(jìn)行作業(yè)。測試單元由三臺功能測試設(shè)備和三臺高壓測試設(shè)備組成,一名員工可以同時操作所有設(shè)備。改善后的工序作業(yè)時間見表4。

表3 部分HMI產(chǎn)品生產(chǎn)線工作地分配表

▲圖6 改善后HMI產(chǎn)品生產(chǎn)線布局
5 改善效果評價
改善后生產(chǎn)線所需要的人員從11人減少到十人,生產(chǎn)線工序平衡率從70.63%提升到86.93%,總周期時間從505 s減少到447.39 s。改善前后數(shù)據(jù)見表5,可見改善后員工人數(shù)、周期時間減少,平衡率得到了較大提升。
6 結(jié)束語
筆者以某公司HMI產(chǎn)品生產(chǎn)線為例,分析了當(dāng)前HMI產(chǎn)品生產(chǎn)線普遍存在生產(chǎn)效率不高的原因。計算了生產(chǎn)線平衡率,分析了造成平衡率較低的原因。通過單元化布局和啟發(fā)式方法,對生產(chǎn)線進(jìn)行了改善,取得了比較好的成本節(jié)約效果。
生產(chǎn)線平衡是提高企業(yè)生產(chǎn)能力的關(guān)鍵[10],通過筆者研究可知,當(dāng)企業(yè)面對品種多、需求變動大、批量小的市場需求時,單元布局可以有效提高生產(chǎn)線的平衡率[11],從而提高生產(chǎn)線工序效率。
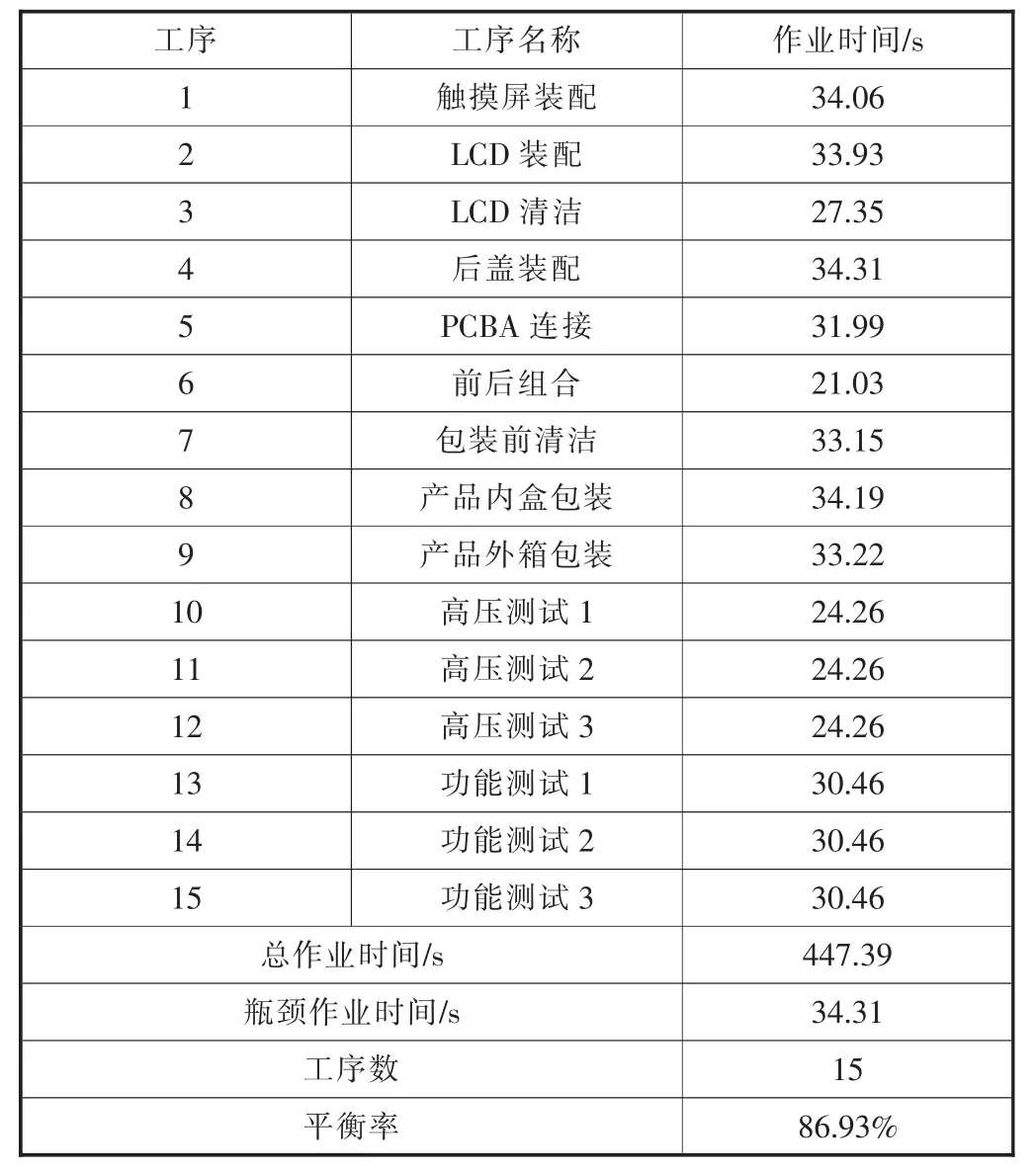
表4 改善后工序作業(yè)時間

表5 改善前后工序數(shù)據(jù)比較
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
Coco薇(2015年1期)2015-08-13 02:23:50
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學(xué)畫報(2009年9期)2009-09-14 03:18:56
