PCB缺陷檢測上下料系統的應用研究*
2018-10-11 01:30:26蔣仕龍林斌陳劍雄李冬榮陳方涵
機電工程技術 2018年8期
蔣仕龍,林斌,陳劍雄,李冬榮,陳方涵
(深港產學研基地運動控制應用技術實驗室,廣東深圳518057,深圳518060)
0 引言
印刷電路板(Printed Circuit Board,PCB)是所有電子產品不可缺少的基礎零部件。在其生產過程中,必須對加工和蝕刻后的覆銅板產生的線路的品質進行檢測。目前主要的檢測方式是采用人工上下料,利用專門的自動光學檢測(Automatic Optic Inspection,AOI)設備實現內層覆銅軟基板和壓合而成的PCB硬板線路的短路、斷線、缺孔等可能的14種缺陷的檢測[1-3];其中以色列奧寶(Or?botech)的AOI設備在PCB檢測市場占據超大份額的優勢性地位。隨著拼版工藝的發展[4],AOI不再局限于單層的內層覆銅板檢測,也包括對多層覆銅板壓合而成的成品PCB檢測,層數最多可達128層。對于40英寸×48英寸這種大尺寸多層PCB,其質量可達到15 kg。此時若仍采用人工上下料和翻板的方式為AOI檢測設備供料,工人會很快疲勞,難以跟上AOI設備的工作節拍,嚴重影響產能。因此,實現PCB檢測自動上下料和自動翻板成為了行業的剛性需求。
國內外的PCB自動上下料和自動翻面主要有2種方法[5-7]。國內某公司利用六關節機器人和1個“L”型的上板機構,以及1個單軸翻轉機構實現PCB的自動上下料和自動翻板,這種方法結構相對簡單,但有2個非常嚴重的缺點:一是整個設備運行的節拍太慢,運行節拍接近4min,大大降低了AOI的使用率;二是采用“L”的上板機構,使得PCB豎直放置,不能采用保護隔紙防止PCB的磨損。新加坡某公司利用一臺專用的桁架機器人為2臺AOI設備上料,用另一臺直角坐標機器人實現PCB的翻面,每臺AOI設備只檢測PCB一面。該方法基本可以充分利用AOI設備的檢測時間,但是由于每一塊PCB要分2次在不同的AOI設備檢測,要求每塊PCB要有2個身份識別碼,并且在不同的機器上完成初始的識別模板。這種工作模式跟奧寶科技設計的利用人工上下料和翻板在同一臺AOI機器完成檢測的工藝大不相同,容易造成兩者節拍不匹配,因此沒有大面積推廣。總的來說,現有的同類產品都有行業不可接受的缺點。
本文作者針對行業中采用奧寶Discovery系列AOI設備進行缺陷檢測的眾多需求,研發一款既不會改變AOI檢測工藝,又不會降低AOI設備使用率的專用智能機器人,實現不同重量不同面積不同厚度PCB自動上下料和自動翻板,增加PCB的產能。
1 PCB上下料及自動翻板機器人系統
PCB上下料及自動翻面的智能機器人是與奧寶光學自動掃描設備配套使用的,需要實現自動上板、自動對位、自動翻板、自動壓板邊、自動移位隔板膠片、自動下板、自動防疊板等功能。相應技術參數為:(1)適用板厚:0.05~7.5 mm(帶孔);(2)適用板重:標準5 kg,且10 kg、15 kg為可選項;(3)最大板尺寸:40英寸×48英寸;(4)對位精度:1 mm(以奧寶光學掃描機的臺面零點為零點);(5)設備運行節拍 (不含奧寶光學掃描機的掃描時間):“上板—對位—翻板—下板—移位隔板膠片—板邊噴墨”此系列動作在8 min內完成;“上板—對位—壓邊—翻板—壓邊—下板—移位隔板膠片—板邊噴墨”此系列動作在11 s內完成;(6)設備尺寸:1.6 m×1.6 m×2.2 m。
整個系統的實現流程為:人工碼放待檢PCB工件于上料架,工業相機對工件或防護板進行位置識別后輸出信號,上料機器人抓取工件后運動至AOI設備上料位放料,再抓取防護板到下料區下料。一面檢測完成后由上下料機器人共同完成翻面動作后放料,AOI設備檢測完成后輸出信號,下料機器人完成下料,噴碼機噴碼。
PCB板上下料系統用于對制造后的PCB板進行上料及下料操作,僅用一臺AOI檢測設備便可實現板正面及反面的檢測。系統結構設計如圖1所示,包括方形機架、機架內部檢測位、放置待檢PCB板的上料臺以及用于放置檢后PCB板的下料臺等。在對PCB板上下料時,首先將待檢PCB板放置在上料臺1上,然后使上料吸盤架2移動至該平臺上方吸附PCB板,并將其移動到檢測設備上進行檢測。完成單面檢測后,PCB板被下料吸盤架3吸附,并通過橫向轉動軸4轉動180°,從而將單面檢測后的PCB板翻轉。此時,PCB板已檢面朝下,未檢面朝上。翻轉后,再對PCB板重復之前的操作,從而在檢測設備中完成另一面的檢測。兩面均檢測完畢后,用下料吸盤架3吸附PCB板,在縱向轉動臺5進行角度轉動,之后將板放置在下料臺6上,至此完成下料。從而實現利用一臺AOI設備,完成PCB板正反面檢測。之后,由位于下料臺6的上方的噴碼器7對雙面檢測后的PCB板進行噴碼標記。

圖1 系統結構圖Fig.1 Systemstructurediagram

圖2 離線板型記錄儀示意圖Fig.2 Schematic diagramof off-lineboard-typerecorder
2 基于離線板型記錄儀的可配置夾具設計
在PCB板的生產加工工藝流程中,對PCB板夾取一般是通過采用具有多個吸盤的夾具來實現[8-9],當夾取的是無孔PCB板時,夾具通過吸盤能夠簡便完成夾取。而當夾取的是多孔PCB板時,PCB板上有孔的位置會影響吸盤的吸附,使得吸盤吸附力不夠,因此需要將吸盤調整到PCB板的無孔位置進行吸附。不同型號的PCB板具有不同密度的不規則孔位,為使設備能夠自適應、快速、便捷地獲取孔位信息以調節吸盤位置,作者設計了能夠根據板型記錄儀獲得的板型參數,自動調整吸盤位置,并自動打開或者關閉吸盤通氣閥的智能夾具。
離線板型記錄儀原理如圖2所示,由外殼、內設光源、透光玻璃、采集模塊和孔位信息文件生成模塊4個部分組成。外殼的上表面傾斜設置,前低后高,靠近操作人的一端為前,便于人工操作。透光玻璃用于放置PCB板并使光線透過。為了便于PCB板在透光玻璃上安裝定位,外殼的上表面開設有一凹槽,透光玻璃置于凹槽中。采集模塊為板條狀對比板,位于透光玻璃上方,用于接收透過PCB板各個通孔的光線。板上開設有多個可供光線透過且與夾具上吸盤布置對應的對比通孔,呈間隔相等的一字排列。
當內設光源發出的光透過透光玻璃層照射于PCB板上時,PCB板上有孔的位置就會有光透過。采集模塊通過接收透過孔的光線,將其轉換為對應的孔位信息。然后產生與之相對應的信號輸入開關與吸盤閥門關閉的信號,并將相應的信號以工作文件的形式存儲起來。之后采用人工方式推動滑槽上的滑塊,直到滑塊從PCB板一端移到另一端。這樣,滑塊移動的距離就間接地通過編碼器記錄了下來,并以生成工作文件的形式儲存起來。至此,通過上述兩個工作文件,可獲知夾具吸盤的數量及兩組吸盤之間的距離,便于吸盤控制系統調用。
此外,為了測出PCB板的重力信息,凹槽底部設有壓力傳感器。當PCB板放置于透光玻璃上時,壓力傳感器就會自動感應透光玻璃上的壓力變化,從而自動測出PCB板的重力信息,并根據PCB板的重量判斷夾具上吸盤的吸附力是否足夠。若吸附力不足,則需調整PCB板的傳送運動參數,即調小PCB板的傳送加速度,使得PCB板平緩傳送,從而避免因吸附力不足而致使PCB板跌落損壞的情況;若吸附力充足,則無需調整。
由于每一份生成的工作文件都代表了每一型號規格相同的PCB板上孔位信息,因此當生產加工同一批大小規格相同的PCB板時,只需要將板型記錄儀生成的文件導入吸盤控制系統,即可實現吸盤吸附位置的快速自動調節,提高生產效率。
3 基于視覺定位的上下料機器人控制與模擬
在AOI設備對PCB板進行檢測之前,需將待測板移動至AOI檢測平臺,整個過程通過控制安裝有吸盤的三維XYZ外加R轉軸的機械手來實現。為使機械手能重復移動至指定平臺,保證每次PCB板上料位姿態一致性,平臺上方安裝有視覺系統進行定位補償。
假設PCB板上某點的基準坐標為P(x ,y,z),經機械手抓取至平臺上的相機坐標為P′(x ′,y′,z′)。由于兩個不同坐標之間可能會存在旋轉和位移,因此兩者的關系可由3×3的旋轉矩陣R和平移向量S=(sx,sy,sz)T建立:

其中,R為正交單位矩陣。在PCB上下料的應用中,z=z′,利用板面上多個的Mark點位置,便可確認sx、sy和PCB板在X′-Y′坐標平面上的旋轉角度,從而進行相應補償。
機械手進行操作時,某些軌跡有嚴格的規劃的空間定位和速度要求,而在過渡軌跡部分,其運動速度越快越好,以滿足運動節拍,這就要求軌跡優化[10-12]。因此,結合運動學分析獲得正解和逆解模型后,利用MATLAB進行模擬驗證,得到一系列離散的數據點,并繪制軌跡規劃曲線,以獲得各軸的速度與加速度曲線,最終節拍滿足設計要求,如圖3所示。

4 設備實測結果
根據圖1的結構設計生產的設備實物圖如圖4所示。為驗證設備的性能,分別進行了定位精度測試與夾具測試。定位精度測試結果如表1所示。表1給出了兩組上料位置、AOI測試平臺位置及其對接位置補償前后的數據。各位置在X、Y和Z軸上出現位移偏差的幾率較小,出現的偏差均在可接受范圍。

圖3 機械手模擬曲線Fig.3 Simulation curveof manipulator

圖4 PCB檢測上下料系統Fig.4 Feedingand uploading systemfor PCBinspection
表2和表3是根據離線板型記錄儀提供的結果,分別給出了抓取不同重量的PCB板所需的最少單邊吸盤個數及其分布方式。
表2中Y表示在當前單邊吸盤個數下可以成功提取該重量下的板;N表示在當前單邊吸嘴個數下不能成功提取該重量下的板;m/n表示以單邊的中心為基準,中心的一邊為m個吸盤,中心的另一邊為n個吸盤。從而得出不同重量PCB板上料所需的最少單邊吸盤數和吸盤分配方式,如表3所示。
完成的樣機送入PCB廠進行了3個月的現場測試,進行樣機的評估。測試結果顯示,樣機及小批量的試制機器的參數達到了客戶約定的各項指標。
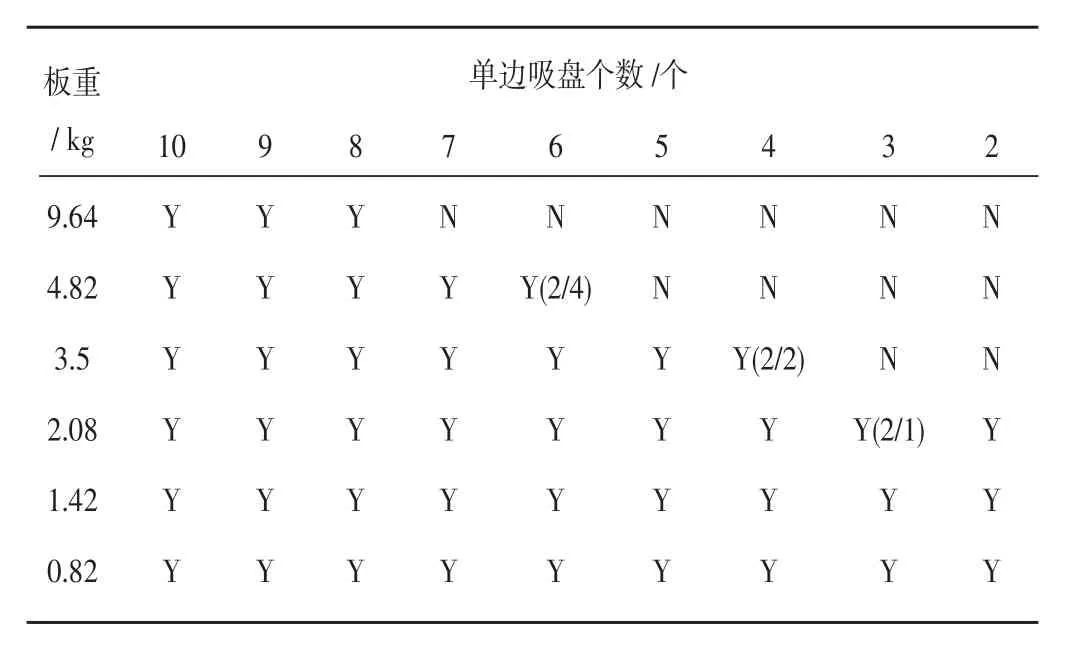
表2 夾具測試

表3 吸盤個數與分布
5 結論
根據PCB板AOI檢測的工藝要求和節拍要求,針對奧寶AOI設備的特點設計了自動上下料機構。其中,上料機械手由XYZθ3個移動軸和1個旋轉軸構成,下料機器人由βγ2個旋轉軸和1個Z向移動軸構成,上下料機器人協調運動完成PCB翻面動作。PCB檢測結果的噴碼動作由一個單獨的XZ兩軸移動機械手完成。同時,針對PCB板上的孔位會破壞夾具上吸盤的真空度,采用智能可配置夾具設計,離線自動檢測孔位信息,提供抓取PCB板所需的最小吸盤數及其分布方式。整個系統涉及定位、機械手協調運動自動翻面、夾具掉板自動偵測后再次自動上料等功能功能,實現了全程無人值守的智能化操作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00
