關(guān)于一種簡易與快速平面度測量治具的介紹
2018-10-11 01:30:32李勇
機電工程技術(shù) 2018年8期
李 勇
(中山復(fù)盛機電有限公司,廣東中山 528437)
0 引言
在高速精密沖壓行業(yè),高速沖床是基本配置。該類沖床基本結(jié)構(gòu)均為四面滑軌的龍門結(jié)構(gòu),剛性強、精度高,沖速快(800~1 200 r/min)[1]。但是,沖床床臺表面在長期使用及高負荷沖擊下,床臺表面都會隨著時間的推移發(fā)生磨損和變形,從而使平面度變差。平面度過差,會導(dǎo)致裝夾到床臺上的模具模板(模具上、下型)發(fā)生變形,上型的沖子與下型的凹模之間的相對位置精度則會發(fā)生嚴重偏移,輕則沖裁間隙不均勻、局部毛邊過大,重則沖子刃口直接撞擊凹模,導(dǎo)致沖子折斷、凹模崩刃。此類異常狀況的發(fā)生,對于品質(zhì)要求極高的精密沖壓產(chǎn)品、昂貴的精密沖壓模具及高速沖床來說,均是極大的損失[2]。
所以,要定期對沖床的機械精度進行檢測。其中,床臺表面平面度精度的檢測一直是行業(yè)中的一個難題。由于床臺表面面積比較大(例如80 t沖床床臺長寬約1 100 mm×800 mm),無法用標準刀口尺透光檢測,若用水平儀逐段確認高低差、繪制曲線圖形測量(或計算),不但操作步驟復(fù)雜、耗時長且對操作人員要求亦很高,不同操作者會產(chǎn)生不同的結(jié)果[3]。

圖1 平面度誤差示意圖
1 平面度的概念
平面度是指被測實際表面對其理想平面的變動量,公差帶是限定在兩個距離為“t”的平行平面之間的區(qū)域,用符號“∥”表示[4]。
舉例:某平臺表面平面度要求為,它代表的含義是:該平臺上的實際表面A全部要最小包容在兩個相互平行的理想平面“M”和“N”之間,這兩個理想平面之間的最小距離“t”,就是該平臺表面A的平面度誤差(如圖1所示)。
2 簡易、快速平面度測量治具基本結(jié)構(gòu)
2.1 平面度測量治具詳細結(jié)構(gòu)
治具主體的基本功能是要夾持并定位各個百分表,固定2組各3顆等高塊的位置尺寸,需要有較高剛性和尺寸穩(wěn)定性。
本治具是為長寬約1 100 mm×800 mm的床臺平面度測量使用的,所以設(shè)計外形尺寸長×厚×高為:1 022 mm×70 mm×188 mm,選用S50C材料并做調(diào)質(zhì)處理。為減輕治具主體重量,中間設(shè)計10個橢圓形孔洞,上方設(shè)計5個長條形孔洞,各孔洞之間的實體材料設(shè)計為5 mm厚度均勻的加強筋以提高剛性[5]。各孔洞與治具主體左、右、上三面之間的實體材料設(shè)計成∮20mm粗的手柄(左右各1個,上方5個),手柄中心為空心。治具下表面(見圖2中A向視圖)長度方向中心對稱分布著73個間距為10 mm的∮8.00 mm精孔,用于安裝百分表并由相應(yīng)的鎖緊螺釘將其鎖緊(見圖2中左視圖)。同時,在治具的底面左右兩側(cè)分別設(shè)計有左2顆右1顆共2組等塊M、N(見圖2中A向視圖)。等高塊M厚18.500 mm,左2顆與右1顆之間的間距是960 mm,用于測量床臺長1 100 mm方向的直線度誤差。等高塊N厚17.500 mm,左2顆與右1顆之間的間距是740mm,用于測量床臺長800 mm方向的直線度誤差。
1.2 精度說明
治具主體外形六面體需要精密平面研磨,保證底面(安裝等高塊的面)平面度在0.01 mm以內(nèi)。每組等高塊等高度差異在0.002 mm以內(nèi),2組等高塊之間高度差異為(1.000±0.002) mm[6]。
3 測量步驟
3.1 第一步:在測量治具主體合適的位置安裝百分表
(1)用無塵紙沾濕酒精擦拭治具及等高塊的所有表面。
(2)將治具放于將要測量的床臺表面X(長度)方向,在治具底面的73個百分表夾持孔中,安裝7~9個百分表。安裝要求:從中心向兩邊選擇孔位;在錯開床臺表面的T型槽的同時保證百分表之間的距離相等;百分表所安裝的區(qū)域在床臺表面Y方向?qū)挾鹊姆秶鷥?nèi)。
本例選擇安裝7個百分表,測量頭預(yù)壓表針約半圈,鎖緊百分表確保其保持固定不動。如圖3所示。
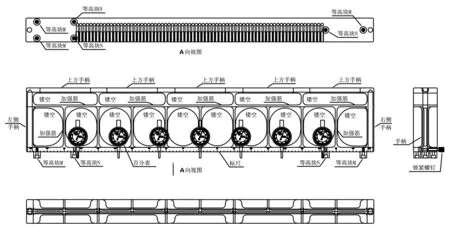
圖2 平面度測量治具
3.2 第二步:確定各個百分表指針基準線
(1)將測量治具放在0級大理石平板上(本治具配合使用規(guī)格為1 000 mm×630 mm×130 mm花崗石平板,0級平板平面度誤差≤6.0μm)[7],治具底面最外緣3個等高塊M與大理石平板接觸并確定出一個理想平面。如圖4所示。
(2)此時,若忽略0級大理石平板的平面度誤差,則各個百分表測量頭與大理石平面的接觸點就在這3個等高塊M確定的理想平面上。小心地轉(zhuǎn)動各個百分表表圈使表盤0(或整數(shù)位)刻度線與指針重合,此時0(或整數(shù)位)刻度線即為各個百分表測量頭與這3個等高塊M確定的理想平面相重合的基準線[3]。如圖5所示。

圖3 在測量治具主體合適的位置安裝百分表
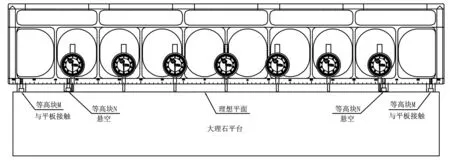
圖4 治具底面3個等高塊與平板接觸確定出一個理想平面
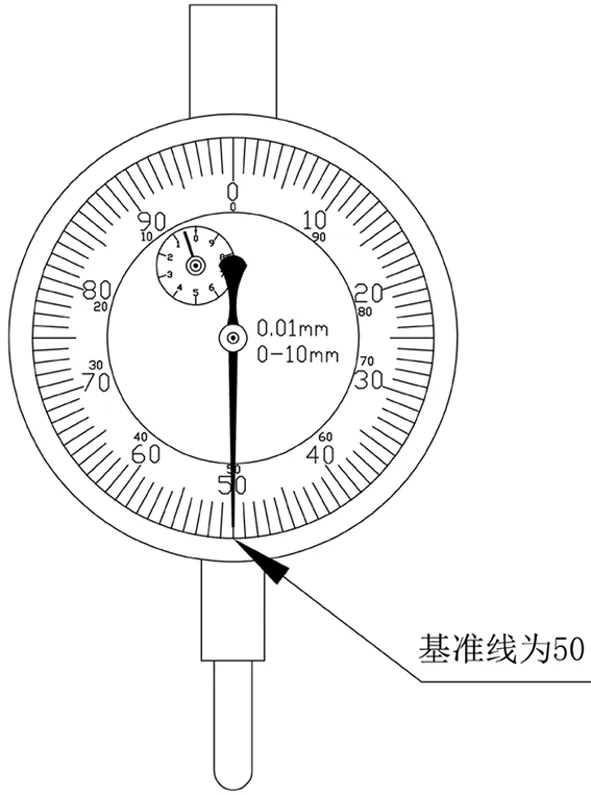
圖5 百分表上基準線的確認
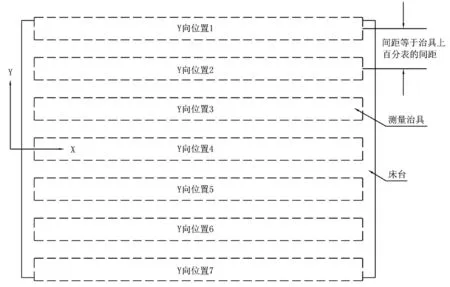
圖6 床臺表面與測量治具位置俯視圖
3.3 第三步:測量床臺表面X方向各選定位置直線度誤差
(1)以床臺表面Y方向?qū)挾戎行木€為基準,向兩邊選定位置,所選定位置的中軸間距與治具上百分表之間的間距相等(本例選擇7個位置,俯視圖如圖6所示。
(2)用測量治具分別測量、記錄每一個位置上的各個百分表當(dāng)前指針讀數(shù),與基準線讀數(shù)的差值即為每一個測量位置的直線度誤差。如圖7所示。
(3)左右兩個點M為直線度測量的兩個基準點,記錄都為“0”,除此之外,由左到右分別記錄x12~x18、x22~x28…x62~x68、x72~x78。如圖 8 所示。

圖7 百分表檢測每一個點的偏差

圖8 床臺表面平面度記錄、計算表
3.4 第四步:測量床臺表面Y方向各選定位置直線度誤差
(1)以床臺表面X方向?qū)挾戎行木€為基準,向兩邊選定位置,所選定位置的中軸間距與治具上百分表之間的間距相等。本例選擇9個位置,俯視圖如圖9所示。
(2)用測量治具分別測量、記錄每一個位置上的各個百分表當(dāng)前指針讀數(shù),與基準線讀數(shù)的差值,即為每一個測量位置的直線度誤差。如圖10所示。注意:此時測量治具使用的是靠內(nèi)的一組等高塊N,等高塊N與等高塊M高度差(1.000±0.002)mm,所以百分表讀數(shù)要減去1.000 mm。
(3)左右兩個點N為直線度測量的兩個基準點,記錄都為“0”,除此之外,由上到下分別記錄y21~y61、y22~y62……y28~y68、y29~y69。如圖8 所示。

圖9 床臺表面與測量治具位置俯視圖
3.5 第五步:計算每個交點在X、Y兩個方向的綜合高度差及整個床臺表面的平面度誤差
(1)計算每個交點在X、Y兩個方向的綜合高度差:z22=x22+y22、z23=x23+y23、…,以此類推,計算出所有交點的綜合高度差。
(2)篩選出所有交點的綜合高度差中的最高點和最低點,最高點與最低點的差值就是整個床臺的平面度誤差。
平面度誤差t=MZ,max-NZ,min
(3)在EXCEL中做出表1所示的表格,按以上計算方法預(yù)先設(shè)置好公式,錄入實際測量數(shù)據(jù),即可直接得出平面度誤差。

圖10 百分表檢測每一個點的偏差
4 測量原理
測量步驟第三步,用于測量床臺表面X方向各選定位置的直線度誤差;測量步驟第四步,用于測量床臺表面Y方向各選定位置的直線度誤差。由于X、Y方向各選定位置之間的間距等于測量治具上各百分表之間的間距,同時兩種測量方式外緣對應(yīng)的四角都是同一個位置;所以,這兩種測量方式的疊加就是每一個測量點分別在X方向和Y方向測量值的疊加。如圖11所示。

圖11 每一點都是X、Y兩方向測量值的疊加
5 結(jié)束語
該平面度測量治具以平面度很高的大理石平面為校準基準,利用其上分布的百分表做直線度誤差顯示,測量出X、Y平面上的幾組直線度誤差值,間接通過計算得出床臺的平面度誤差。解決了大尺寸床臺無法用刀口尺或采用繁瑣復(fù)雜的水平儀逐段確認高低差、繪制曲線圖形測量(或計算)的方式的問題,精度上滿足實際使用要求,且測量迅速、便捷,非常符合實務(wù)作業(yè)面的需求。
猜你喜歡
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
