基于提升GDXⅡ包裝機玻璃紙外觀質量的改進設計
2018-10-13 02:09:42楊瀟
機械工程師 2018年10期
楊瀟
(云南煙草機械有限責任公司,昆明 650106)
0 引言
GDXⅡ包裝機的包裝過程中,玻璃紙包裝是整個包裝工藝流程中的重要環節。在玻璃紙包裝過程中多次出現玻璃紙翻邊的問題,嚴重影響其外觀質量。據統計,每生產1000包煙就有3包煙存在外觀質量問題。翻邊問題模擬圖如圖1所示。

圖1 玻璃紙翻邊問題模擬
1 要因分析
針對玻璃紙翻邊這一外觀質量問題,關鍵是找出造成玻璃紙翻邊的末端原因。玻璃紙在包裝過程中有翻邊現象,主要有兩條原因造成:一是搭口中心不在理想位置,烙鐵熨燙不均勻,從而造成玻璃紙翻邊;二是搭口處超出烙鐵的熨燙范圍,搭口處沒有得到有效完全的熨燙,同樣也會造成玻璃紙翻邊。

圖2 煙包搭口尺寸模擬圖
通過現場調查確認,煙包搭口的位置及烙鐵的位置,均在允許范圍內,不存在調整不當的問題。而煙包搭口尺寸為14 mm,而其烙鐵的寬度為12 mm,說明有2 mm寬度的玻璃紙得不到烙鐵的有效熨燙,翻邊現象在所難免,如圖2所示。因此,導致搭口尺寸過長,超出烙鐵的熨燙范圍,搭口處沒有得到完全有效的熨燙是造成玻璃紙翻邊的根本原因。
2 對策制定
從原理出發,降低送紙輥的角速度或者減短送紙輥的半徑都可以降低其線速度,從而實現減短玻璃紙的目的,如圖3所示。
圖3 送紙輥工作原理圖
若要降低其角速度,可以通過減小其齒輪2和齒輪1的傳動比來實現;若要減小送紙輥直徑,雖然可以改變其線速度,從而減短玻璃紙的長度,但同時帶來的問題是,要保證對輥間的間隙不變,必然要增大壓紙輥的直徑,又受到安裝空間的限制,難以配湊出滿意的中心距。因此降低其角速度,從而有效地降低送紙輥的線速度,實現減短玻璃紙長度的目的,而且兩齒輪安裝空間較大,更容易配湊中心距,實施難度小。
通過齒輪傳動原理,我們得出以下關系式:

式中:L為送紙輥單圈旋轉后玻璃紙輸送的長度;i為齒輪傳動比;d為送紙輥直徑。
另外,將搭口尺寸減得過多,底層玻璃紙會在烙鐵的熨燙下收縮,加深皺褶,同樣影響外觀質量;減得太少,又增加安裝調試的難度。經過權衡最終認定,將搭口尺寸控制在11 mm左右,則搭口邊緣與烙鐵邊緣預留了0.5 mm的間隙,用來彌補包裝帶來的偏差。
3 對策實施
3.1 準備工作
已知參數如表1(以下計算均采用四舍五入法精確到0.001)所示。
根據式(1)和表1,我們得知現在設計的齒輪的傳動比
表1 已知參數表

根據式(2),則有

式中:ZΣ為總齒數;Z1為齒輪1的齒數;Z2為齒輪2的齒數。
已知變位中心距

將式(3)代入式(4)變形可得

式中:a′為變位后的中心距;m為模數;α為壓力角;α′為嚙合角。
由式(5)我們可以配湊齒數。
3.2 配湊齒數
表2 配湊齒數表
將假設模數代入式(5)中,可得到不變位時的總齒數,再分別加減一齒,進行齒輪的配湊過程,如表2所示。
通過整個配湊過程,可以看出,當模數m=2時,ZΣ=49,Z1=21,Z2=28,玻璃紙長度為167.5 mm,搭口長度為11 mm。此結果完全符合我們的設計要求。
3.3 選擇變位系數
對于一般的齒輪傳動,選擇變位系數的限制條件主要有以下五條:a.滿足無側隙嚙合;b.保證齒輪加工時不根切;c.保證有必要的重合度;d.保證齒輪嚙合時不干涉;e.保證有一定的齒頂厚Sa。
1)保證無側隙嚙合。一對變位齒輪傳動,要保證無側隙嚙合,其嚙合角α′和總變位系數必須滿足:

式中:ХΣ為總變位系數;ZΣ為總齒數;α為壓力角;α′為嚙合角。
現已知:ZΣ=49,m=2,α=20°,inv20°=0.014 904(查表可得)。通過式(5)可知α′=22.95°,inv22.95°=0.022 892(查表可得)。將其代入式(6)可得:invα)=0.545。
2)保證加工時不根切。不產生根切的最少齒數計算公式為

不產生根切的最小變位系數計算公式為
至此,根據以上的限制條件,考慮到加工的方便及加工成本,我們初步將齒輪1、2的變位系數定為:Х1=0.545,Х2=0;以下將對所選定的變位系數做進一步的驗證。
3)保證必要的重合度ξa。
為保證齒輪傳動的平穩性,要求重合度ξa≥1.2。外嚙合齒輪的傳動重合度計算公式為:

式中:αa1、αa2為齒輪1、2的齒頂壓力角,


y為中心距變動系數;Х1、Х2為齒輪1、2的變位系數。
已知齒數、齒形參數及變位系數,可計算出αa1=34.7°、αa2=30.56°,將其代入到式(9),得出重合度ξa=1.446>1.2,其結果滿足要求。
4)保證齒輪嚙合時不干涉。
小齒輪Z1齒根不產生干涉的條件是:

將已知參數代入到式(10),計算得:0.267>0.229。
大齒輪Z2齒根不產生干涉的條件是:

式中:αa1、αa2為齒輪1、2的齒頂壓力角;α為壓力角;α′為嚙合角;為齒頂高系數;Х1、Х2為齒輪1、2的變位系數。將已知參數代入到式(11),計算得出:0.222>0.142。通過以上論證我們得出結論:大、小齒輪均不會產生干涉。
5)保證有必要的齒厚Sa。
為了保證齒輪的齒頂強度,齒頂厚Sa不能太薄,對于軟齒面的齒輪,要求Sa≥0.25m。
齒厚計算公式:

式中:αa為齒輪的齒頂壓力角;Х為變位系數;da為齒頂圓直徑;α為壓力角。
通過式(12)我們可以計算出以下結果:

結論:大小齒輪的齒厚均符合要求。
按表3所示齒輪相關設計參數加工制造。
4 效益分析
首先,該改進設計提升了玻璃紙的外觀質量,減少了次品率,降低了故障停機的次數,減少了產能的損耗。其次,玻璃紙長從原先的170.5 mm減短至167.5 mm,平均每包節約3 mm的玻璃紙,按照GDXⅡ包裝機的生產速度為400包/min計算,每分鐘即可節約1200 mm的玻璃紙,這1200 mm的玻璃紙又可以包裝7包煙,大大節約了輔料,產生的經濟效益也非常可觀。
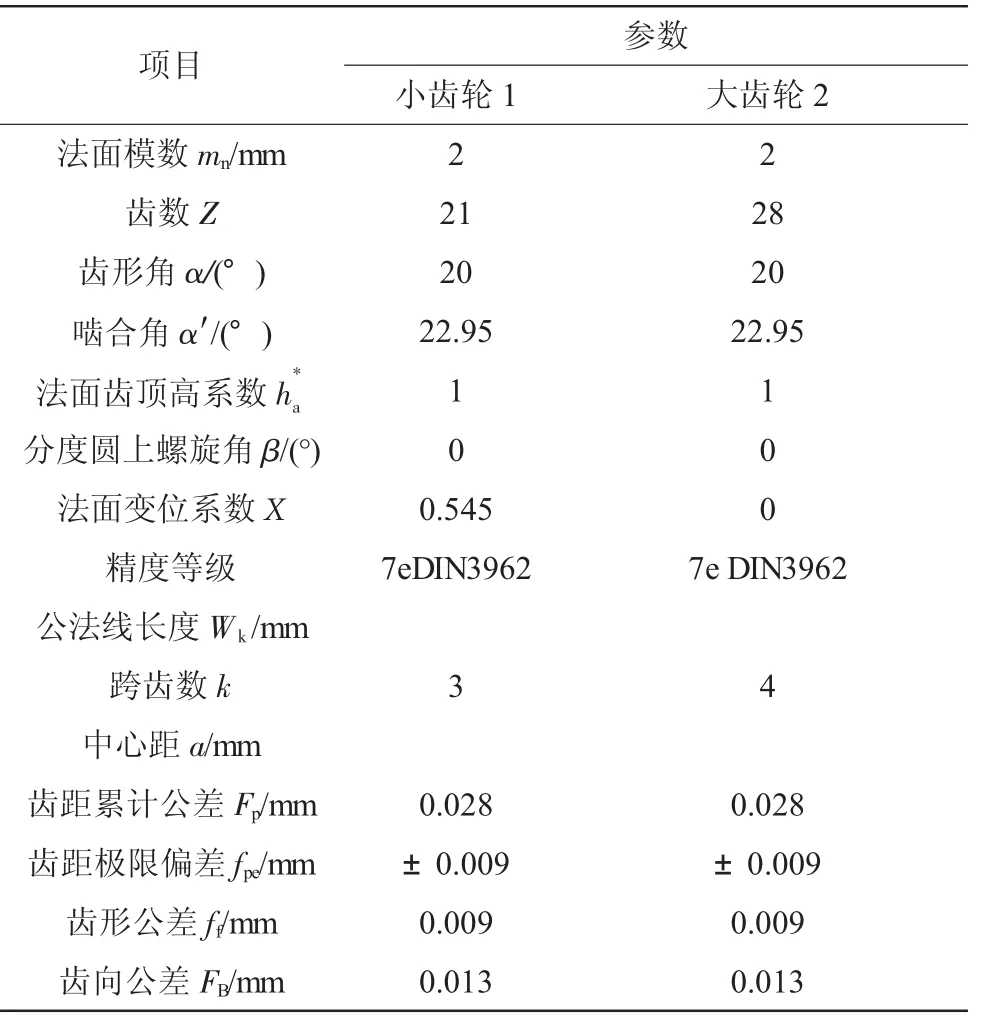
表3 齒輪1、2加工參數表
