天線罩非金屬薄壁零件工藝方法研究及改進
2018-10-13 02:09:42王飛徐佶鑫
機械工程師 2018年10期
王飛,徐佶鑫
(中國空空導彈研究院,洛陽 471000)
0 引言
隨著材料技術的不斷發展,非金屬材料在力學性能上越來越接近傳統的金屬材料,甚至在某些性能上優于傳統金屬材料。同時,新型高分子材料不僅具備良好力學性能,還兼具質量輕、耐熱性好、穩定性強、耐腐蝕性強等特點,因此新型非金屬材料在航空航天、電子工程、通訊等領域得到廣泛的應用[1]。
相比于其他航空器,空空導彈工作環境惡劣、性能要求高,其內部各種零部件必須具有強度高、質量輕等優良特性。聚酰亞胺不僅具有耐熱、耐低溫、耐輻射、阻燃和無毒的特性,而且具備優異的力學性能、尺寸穩定性、化學穩定性和生物相容性等優點[2],因此在空空導彈中也得到了一定的應用。
由于聚酰亞胺具有優異的耐熱性能,且質量輕、易于成型和適合低成本制造[3],某型號空空導彈天線罩零件選用該材料進行加工,在保證使用性能前提下能有效減輕產品質量。
1 工藝方法設計及存在問題分析
1.1 零件特點分析及工藝方法制定
天線罩屬于典型的薄壁殼類結構零件,常規薄壁殼類結構零件在機械加工中的難點是易產生變形,定位和裝夾方式不當導致廢品率高,甚至批次性故障[4]。本文首先從該零件的結構特點入手,對該零件加工中可能遇到的問題進行分析,初步制定該零件的加工工藝方法,并依據此方法進行首批零件加工試制。
1.1.1 零件特點分析
某型號空空導彈天線罩零件設計圖和三維圖如圖1、圖2所示,該零件長48 mm、寬36 mm、厚2 mm,長度和寬度遠大于零件的厚度,且最薄處按照尺寸鏈計算后僅為(0.85±0.15)mm。由于該零件凸臺處厚度較薄且面積較大,分析認為該處在加工中最易產生變形。

圖1 天線罩零件圖

圖2 天線罩三維圖
同時,零件原材料為聚酰亞胺(PI)樹脂基復合材料,材料密度1.38~1.43 g/cm3、彎曲強度不小于170 MPa、拉伸強度不小于100 MPa、伸長率大于120%。相比于傳統金屬材料該材料在加工中表現出的特性為:材料較軟,韌性大且具有一定的脆性,受力后易產生較大變形,切削加工受力不均勻時邊緣處易崩裂,加工難度大。
該零件毛坯料厚度5 mm,加工時需大面積去除余量且去除量較大。本文考慮材料加工特性,為保證加工精度、減小加工中產生的變形,在加工中應盡量減小刀具產生的切削力。因此,大面積去除余量時選擇正反兩面均勻去除余量,且加工每個面時盡量選擇高轉速、小進給量多次進給的方案,以減小加工過程中產生的切削力。基于以上分析,本文初步制定了該零件的加工工藝方法,并使用該方法進行首批零件的加工試制。
1.1.2 工藝方案制定
基于在1.1.1節中對該零件的結構及材料特點分析,初步制定了加工工藝方法,如表1所示。

表1 天線罩加工工藝方法
該工藝方法中10工序和15工序為該零件的兩個主要過程,涵蓋了該零件所有加工特點,以下將對這兩個工序的主要加工內容進行具體闡述。
如圖3所示,為該零件10工序完成后的視圖。該工序加工時,用底面及兩側面定位,虎鉗夾緊38±0.3 mm兩面進行固定。由于零件厚度方向需去除較多余量,去除量超過毛坯厚度的一半,一次去除過大余量易導致零件變形過大,因此厚度方向余量分10工序和15工序兩次去除,正反兩面均勻去余量。定位夾緊后首先用銑刀對工件上表面進行多次銑削加工去除部分余量,然后再加工凹槽和四邊輪廓。

圖3 10工序加工結果
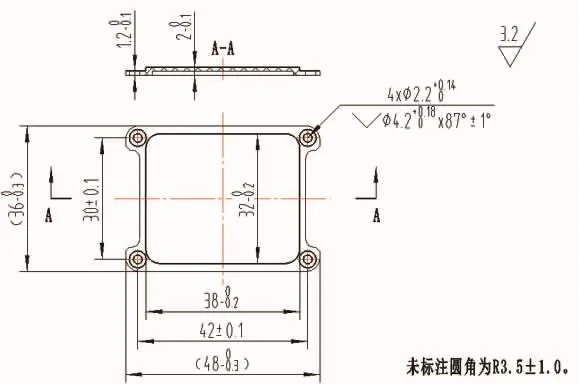
圖4 15工序加工結果
如圖4所示,為該零件15工序完成后的視圖。該工序利用10工序已加工完成的凹槽四邊進行定位,由于上一工序已去除部分余量,本工序1工步使用壓板壓緊工件左右兩側后加工除壓板區域的其他區域。1工步加工完成后,更換壓板位置后加工1工步中壓板區域,最后加工4個沉孔。
15工序完成后交鉗工去毛刺,加工完成提交檢驗。
1.2 加工中存在的問題分析
工藝編制過程中已考慮到零件厚度較薄,且該方向去除余量大、易產生變形,因此在加工中多次進給、減小每次的進給量,同時提高機床主軸轉速、選擇小半徑鋒利刀具。零件首件試制完成后,各尺寸均滿足設計要求,因此首批零件均采用此工藝方法進行加工。
2.在研究內容上,中日都試圖從影響與被影響的關系中尋求思想源頭,從政治與文學的關系,即文學語言與民族國家的相互影響相互作用即共生關系著眼,這也是為了進一步明晰文學的本質。

圖5 零件變形示意圖
1.2.1 存在問題
隨著零件產量的增加,不合格產品逐漸增加,主要表現在加工完成后的零件存在明顯變形,嚴重影響產品的質量和使用。

圖6 10工序裝夾示意圖
由于實物照片難以看清,本文根據實際變形情況繪制零件變形示意圖,如圖5所示。零件變形主要集中在零件mm尺寸兩邊,零件兩短邊出現翹曲導致零件中間低兩邊高。經測量,首批36件產品中共有22件不合格產品,其中3件在5工序中邊緣產生崩裂,未進行后續加工,19件變形量過大,且平面度均超過0.1 mm,最大可達0.2 mm。
1.2.2 問題原因分析
首批產品不合格率超過60%,變形過大導致的不合格率接近53%,以下對產生問題的原因進行分析。
加工過程中僅10工序和15工序的加工中涉及到變形的尺寸,因此重點對以上兩個工序的加工內容進行分析。為查找產生變形的原因,10工序結束后對零件進行檢驗,記錄產品變形量后再進行15工序的加工。檢驗發現,零件的變形主要產生于10工序的加工過程中,15工序完成后變形量增加較小,以下本文將對10工序進行分析,以便找出零件產生變形的具體原因。
圖6所示為10工序零件裝夾示意圖。10工序加工過程中,采用毛坯件一個大平面和兩個相互垂直的側面進行定位,用虎鉗夾緊(38±0.3)mm兩側面。由于毛坯上表面需要整體去除余量,因此虎鉗裝夾時僅夾緊兩側面靠下部分,側面厚度5 mm,裝夾高度為2 mm。
經分析發現,虎鉗夾緊工件毛坯料時,夾緊力會導致材料上下表面均出現向上的翹曲,且夾緊力越大導致翹曲的程度越大。由于零件中間向上凸起,加工時工件中間部分去除余量大、靠近夾口處的部分去除余量小。待工件加工完成將零件取下后夾緊力消失,零件回復原狀即未加工的下表面恢復平面,已加工過的上表面由于去除余量不均勻,中間部分出現凹陷。基于以上分析,本文將在下一節中對工藝方法進行改進,并對改進后方法的效果進行實驗驗證。
2 工藝方法改進及實驗結果對比
2.1 夾緊方式改進

圖7 改進后10工序裝夾示意圖
聚酰亞胺(PI)樹脂基復合材料彈性模量為3~4 GPa,遠小于傳統金屬材料,故夾緊力使零件產生的變形較傳統金屬材料大得多。夾緊力減小可能導致加工過程中零件竄動,影響產品精度甚至產生事故,故不能用減小夾緊力的方法來減小零件變形,因此本文考慮改變夾緊力的方向。
側面夾緊時,由于毛坯料較薄,且加工后厚度進一步減小,零件在該方向上的抗壓能力較弱,易產生變形。本文考慮從毛坯上表面施加夾緊力,該方向表面積最大,且高度較低,抗壓能力最強,能有效減少工件夾緊力產生的變形。
2.2 改進后工藝方法
改進后的10工序裝夾示意圖如圖7所示。其中,圖7(a)為10工序改進裝夾方式后1工步的裝夾方式,從上表面壓緊零件毛坯左右兩端后,加工除壓緊部分的上表面及前后兩側面,其次加工中間凹槽部分。如圖7(b)所示,為2工步的裝夾方式,當1工步加工完成后機床暫停工作,更換壓板方向后加工零件左右兩側面。
改進后的10工序較改進前需要更換壓板方向,效率有所降低,但該方法可以有效減少零件因裝夾產生的變形,提高產品合格率。裝夾方式的改變并未影響到本工序加工完成后該零件的形狀,對下一工序的裝夾并未產生影響,不需改變下一工序的工裝。為驗證本文改進后工藝方法的有效性,本文將對改進后工藝方法的加工效果進行實驗驗證。
2.3 實驗結果對比
為驗證改進后工藝方法的有效性,本節使用改進后的工藝方法再次進行加工實驗。本次共加工40件天線罩,加工過程中各工序首件檢驗均合格,且未發現明顯變形,加工結束后將40件零件全部提交檢驗。
經檢驗,本次加工的40件零件均未產生明顯變形,變形量均小于0.05,滿足設計要求,合格率達100%。改進裝夾方法后10后序加工時間較改進前有所增加,每件零件加工時間約增加1 min。
3 結 論
針對某型號天線罩零件在加工過程中易產生變形和崩裂、導致合格率較低的問題,本文對該零件材料及裝夾方式進行了研究,在此基礎上對原有零件加工時的裝夾方式進行改進,解決了該零件在夾緊力較大時易產生變形的問題;同時通過減小加工時產生的切削力,減小零件受力不均勻的程度來防止零件邊緣產生崩裂。通過加工實驗,驗證了本文改進工藝方法的有效性,合格率較改進前提高約40%,但較改進前每件零件加工時間增加約1 min,加工效率稍有降低。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
