靜電噴漆技術在某高級教練機上的應用
2018-10-17 06:00:48樊占鵬陳昱燁賀泓博
裝備制造技術 2018年8期
關鍵詞:飛機
樊占鵬,李 夢,陳昱燁,賀泓博
(中國民航飛行學院,四川 廣漢618307)
0 前言
靜電噴漆技術經過多年的研究,已經逐步成熟,但是基于可靠性及安全性等方面的考慮,該項技術在航空器上面的應用研究進展較為緩慢。如果能夠將靜電噴漆技術大范圍應用在航空器上,則能夠極大地提高噴漆質量,保證航空器結構免遭腐蝕。進行本文通過分析某型高級教練機常見的漆層缺陷及靜電噴漆技術的基本原理,提出了解決措施并進行了驗證,對靜電噴漆技術在航空器上面的推廣應用有重要的參考意義。
1 某教練機缺陷及原因分析
我院目前有七架某型號高級教練機用于飛行訓練,由于飛行速度較快再加上漆層老化等原因,導致對飛機的補漆工作量逐年上升。而在實際噴漆工作中,由于設備或技術的問題,會使噴漆后的飛機表面出現各種缺陷,這些缺陷輕則影響飛機美觀,重則會影響飛行訓練安全,有導致飛行事故的隱患,下面就一些常見的噴漆缺陷進行深入分析。
漆層脫落現象是指漆層干燥后,與飛機基體表面的附著力不夠,導致漆層在外力作用下輕易脫落,如圖1所示。漆層脫落不僅會嚴重影響飛機的美觀,更會使機體表面喪失了第一道防線,使得機體結構的抗腐蝕能力大大下降。漆層脫落現象有以下兩個方面:
一是,揮發時間不夠,揮發時間會受噴涂溫度、空氣流通速度、稀釋劑的選擇等因素的影響,因此要根據實際的作業環境來控制好合理的參數。
二是,所用的噴槍噴嘴大小不合適,噴嘴太小會使得漆層厚度不足,干燥速度加快,使得漆層不牢固。噴嘴太大會使漆料分布不均勻,導致局部厚度差異較大,干燥速度會受到嚴重影響。見圖1.
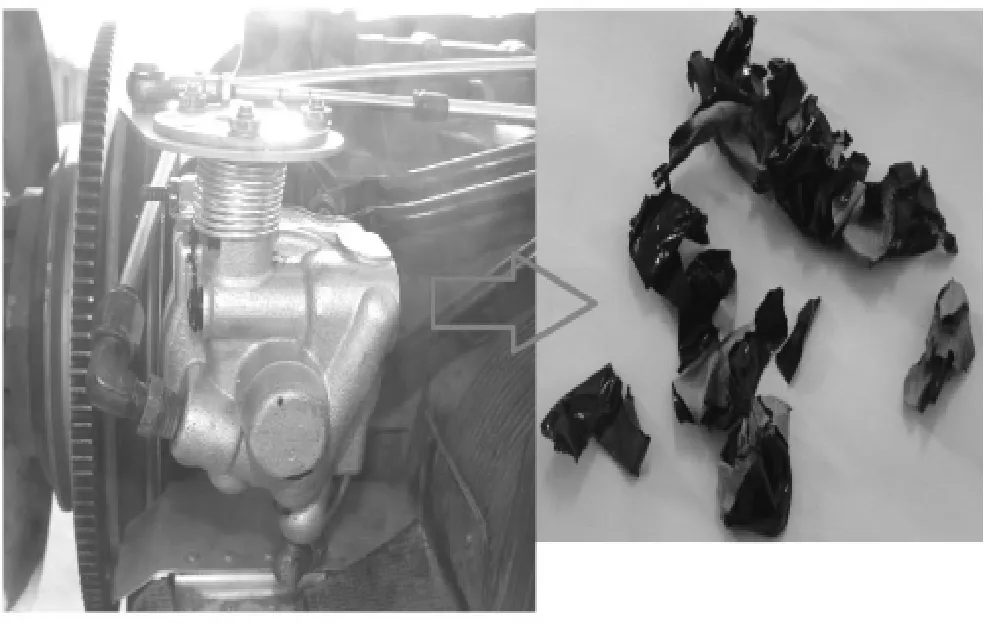
圖1 漆層完全脫落的飛機部件
桔皮現象是漆層干燥后出現的常見缺陷,所謂桔皮現象是噴涂后漆膜不平整光滑,而呈桔子皮狀的凹凸現象,如圖2所示。桔皮現象對飛機表面的美觀影響較小,但是卻會嚴重影響飛機的氣動升力,尤其是對氣動敏感區域的影響尤為嚴重,會對飛行安全造成嚴重威脅。桔皮現象產生的原因如下:
(1)涂料流平性差,施工粘度大,或所用的漆中溶劑揮發太快,漆膜未展平已干燥固化。
(2)施工環境溫度太高,風速太大造成漆中溶劑揮發太快,漆膜未展平已干燥固化。
(3)噴涂壓力小,漆料霧化不好,或是噴距太遠,行槍過快,或是噴嘴口徑過大。
(4)噴涂量不足。

圖2 飛機氣動敏感區域的桔皮部位
2 靜電噴漆技術的介紹
靜電噴涂是根據電泳的物理現象,使霧化了的涂料微粒在直流高壓電場中帶上負電荷,并在靜電場的作用下,定向地流向帶正電荷的工件表面,中和沉積成一層均勻、附著牢固的薄膜的涂裝方法[1]。
涂料中加入一定量的導電劑,在噴涂施工時,壓縮空氣吹出的涂料帶電液滴在高壓電場的作用下飛向陰極被涂件,并被牢固地吸附在被涂件上。噴涂現場觀察證實這種吸附力非常強,帶正電的涂料液滴可被吸附到噴涂件背面,而且靜電噴涂現場附近地面油漆的濺落大為降低,這種情況在非靜電噴涂中是不能達到的。因此靜電吸附可有效地防止涂料逃逸,提高其利用率[2]。
3 解決措施及測試效果
3.1 解決措施
由于某高級教練機飛行速度較快,最大巡航速度可達720 km/h,因此對漆層表面質量要求較高。為此對以上主要缺陷進行了綜合分析之后,結合靜電噴漆技術的原理及特點,并輔以大量的試驗,總結出了一套有效的解決措施,主要有以下幾條:
(1)接地工作。靜電噴漆前的接地工作主要分為兩部分,一是設備接地柱與地面相連;二是飛機機體與地面相連,并且要確保連接線上無油漆及其它油污,以免影響接地效果,造成噴漆效果下降。
(2)機體表面的預處理工作。在飛機噴漆前,要求金屬表面以及打磨褪漆表面,無灰塵、油污、水跡,特別是打磨褪漆表面要做到平整,避免人為因素使預處理不當造成底漆附著力降低或底漆出現桔皮現象。
(3)噴漆設備的調整。對于靜電噴槍要認真檢查維護,要求無漏氣、漏漆,接地良好,噴嘴安裝配合正確。在飛機噴漆前,要將靜電噴槍的噴漆扇面調整到最佳程度,達到理想的霧化效果。
(4)底漆的要求。噴涂時底漆的厚度和均勻度要得到保證,如果出現偏差,就會在面漆上出現桔皮。底漆的干膜厚度必須滿足15~25 μm的要求,行槍時靜電噴槍與飛機表面距離應為40~50 cm,噴漆有50%的搭接重疊,整個噴漆過程中行槍速度要均勻、適中。
(5)底漆表面處理。對于有細小顆粒不平整的地方,用細砂紙或百潔布打磨,然后用壓縮空氣吹干凈,再用粘布輕輕粘取表面灰塵。
(6)飛機使用噴三道面漆的工序,干膜厚度為50~75 μm,施工方法如下:
1)噴第一道時用“十”字交叉法噴涂,最大濕膜厚度為37 μm,從機頭到機尾的走向以適中的行槍速度噴涂。只有第一道均勻的噴涂,才可以減少桔皮;
2)噴第二道與第一道的方法要求一樣;
3)噴第三道時采用“縱向搭接”的噴涂方法,其行槍速度和濕膜厚度與第一道要求一樣。最好用新調配的漆料噴涂第三道漆,以提高漆層的光澤度和減少桔皮;
4)每道噴漆間隔的時間對于減少桔皮也很重要,間隔時間要根據氣溫的高低來決定,一般是30~90 min左右。
3.2 測試效果
在采取以上措施后,將一件報廢機翼作為噴漆樣件來進行驗證,該報廢機翼與該型高級教練機機翼同等材質。
(1)采用劃格法對漆層附著力進行了測試。在測試中觀察脫落的十字交叉切割區的表面外觀,發現切口的切緣完全光滑,格子邊緣沒有任何剝落,如圖3所示。
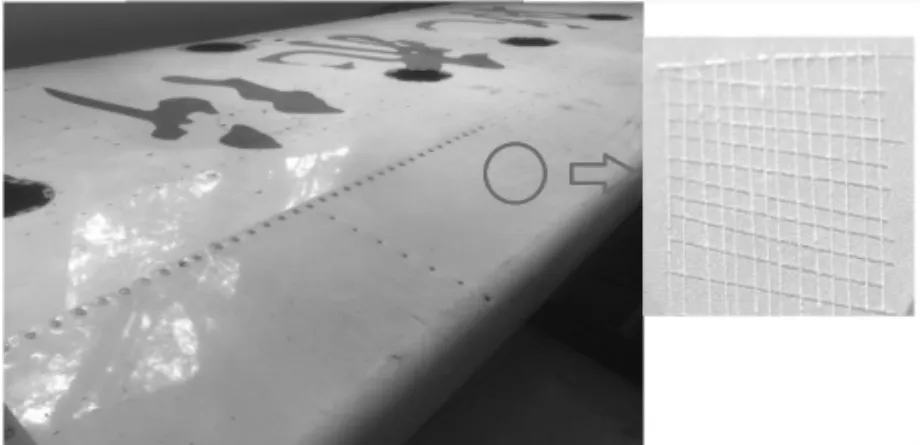
圖3 對機翼樣件進行劃格法驗證
(2)對樣件表面進行目視檢查。目測距離為45±5 cm,在220V50Hz40W的日光燈下,先在一個方向上檢查表面漆層質量,之后再旋轉90°復查一次。發現漆層表面質量較好,為發現桔皮、流掛等現象,如圖4所示。
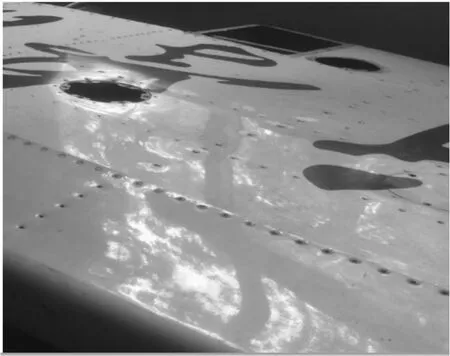
圖4 對機翼樣件進行目視法驗證
4 結束語
首先,靜電噴槍的配件要求。與一般空氣式噴涂方式相比,靜電噴槍是一種非常先進的噴涂形式。由于其噴頭組件是塑料件,與有機溶劑在長期接觸后,會出現噴頭組件的老化,從而影響靜電噴涂的效果。因此需要及時更換噴頭組件,保證在噴漆時靜電噴槍的霧化功能達到最佳。
再者,面漆的噴涂次數。面漆通常是噴兩道就可以達到非常理想的效果。兩道噴漆中間的間隔時間非常重要,而且間隔時間隨著溫度的變化有較大的差別。在噴第一道時要注意厚度不要太厚,不要急于一道就把底漆完全覆蓋。第一道漆噴得是否均勻平滑非常重要,如果不均勻容易產生桔皮,在噴第二道時會將第一道的任何缺陷都反映出來。等到油漆仍有黏性但又不沾手時立即開始第二道面漆工作,具體時間間隔根據溫度不同而不同(約30~90 min)。但應注意間隔時間不能太長,如果間隔時間太長會增加桔皮的產生,間隔時間太短又會產生垂流現象,這需要有一定的經驗。第二道漆要比第一道漆稍厚,要噴得飽滿但又不流掛。盡量避免桔皮產生。
近年來,靜電噴涂的應用范圍日益擴大,從大型的鐵路客車、汽車、拖拉機,到小型的工件、玩具以及家用電器等行業,都可采用靜電噴涂技術。如果能夠將靜電噴漆技術大范圍地應用到高速飛機上來,相比傳統的噴漆方式可極大地改善機體表面的漆層質量,保障飛行訓練安全。
猜你喜歡
青少年科技博覽(中學版)(2022年6期)2022-08-31 09:03:40
小哥白尼(軍事科學)(2022年3期)2022-06-09 03:11:24
環球時報(2022-05-30)2022-05-30 15:16:57
小哥白尼(趣味科學)(2020年12期)2021-01-18 06:15:26
民用飛機設計與研究(2020年4期)2020-11-27 17:34:02
青少年科技博覽(中學版)(2020年2期)2020-05-21 03:35:16
當代陜西(2019年11期)2019-06-24 03:40:28
百科探秘·航空航天(2017年11期)2017-12-20 07:31:34
百科探秘·航空航天(2017年12期)2017-08-15 00:55:45
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
