經濟型數控機床安全防護門自動化改造的研究與實踐
2018-10-17 06:00:50韋建軍李派霞
裝備制造技術 2018年8期
韋建軍,李派霞
(欽州學院工程訓練中心,廣西 欽州535011)
目前,中小型機械制造企業的零件加工設備多以經濟型數控機床為主,其生產主要是采用一個操作工同時操作幾臺數控機床進行零件加工的“加工島”模式進行,伴隨著勞動力成本的不斷提高,以生產低附加值機械零件為主的機械制造企業生存空間受到進一步擠壓,“機器換人”在中小型機械制造企業顯得尤為迫切。
1 總體研制方案設計
鑒于設備投資大的原因,中小型機械制造企業的“機器換人”大多是在原有經濟型數控機床的基礎上進行,而經濟型數控機床安全防護門大多是靠人工開關,對其進行開關門的自動化改造是中小型機械制造企業實現零件加工“機器換人”的關鍵一步。文獻[1]和文獻[2]都從安全生產的角度出發,利用單片機控制數控機床安全防護門開關實現對機床操作人員在零件加工過程中的安全保護,是對安全防護門自動開關改造的雛形,還未達到無人工干預的“機器換人”目的。因中小型機械制造企業“機器換人”才剛起步,對數控機床安全防護門開關的自動化改造研究還較少,本文將以大連機床集團生產的CKD6150A數控車床(FANUC 0i系統)為例,通過自定義安全防護門開關M指令,利用PMC控制氣動電磁換向閥來改變氣路流向,實現氣缸活塞對數控機床安全防護門的自動開關,達到無人工干預的目的。數控機床安全防護門開關的自動化改造成功研制,將為中小型機械制造企業零件加工“機器換人”的實現具有一定的借鑒作用。
本著無人工干預,實施“機器換人”的總體思路,本方案要求工件在機床上定位夾緊后,按下循環啟動按鈕,安全防護門先自動關閉,數控機床才按照零件加工程序對工件進行加工,當工件加工完畢,數控機床停止運行,安全防護門才能自動打開。
基于安全防護門自動開關的以上要求,利用數控機床PMC可自定義M代碼指令的功能,自定義安全防護門開關的M代碼M82/M83,其中,M82是安全防護門開指令、M83是安全防護門關指令。編寫零件數控加工程序時,在程序第一段寫入M83指令,在程序最后一段寫入M82指令,可以確保安全防護門的開關可以按照以上要求執行。安全防護門開關的執行機構可以采用氣動系統實現,用一雙作用氣缸固定于數控機床的固定防護罩上,通過螺栓將氣缸活塞與安全防護門聯接,雙作用氣缸活塞的運動方向則由氣動電磁換向閥控制,當數控系統執行零件加工程序到M83/M82時,通過PMC控制電磁換向閥得電/失電,從而控制電磁換向閥的閥芯位置來改變氣路的氣體流向,實現安全防護門的自動開關[3]。通過自定義安全防護門開關M指令、PMC程序、氣動系統等建立起的聯系,可以達到本設計的要求。
2 控制系統運行機制分析
2.1 數控機床M指令執行過程的分析
一臺數控機床是由CNC系統、PMC和機床三者組成,其中PMC作為數控機床的信息交換中心起著連接CNC系統和機床的作用,三者之間的關系如圖1所示。其中,CNC系統包括硬件和軟件以及與CNC系統連接的外圍設備如顯示器、MDI面板等;機床包括機床機械部分及其啟動、冷卻、氣動、潤滑等輔助裝置,機床操作面板、強電控制線路等。規定信息流為:PMC發給CNC系統為G信號,CNC系統發給PMC為F信號,其含義及地址都是系統事先定義好的,PMC編程人員和用戶只能使用;機床發給PMC的為X信號,其含義及地址除個別外大部分信號可由PMC編程人員定義,而PMC輸出到機床的為Y信號,其含義及地址全部可由PMC編程人員來定義。數控機床在執行零件加工程序中的M代碼時,是由CNC系統和PMC協調配合共同完成的[3]。

圖1 CNC系統、PMC、機床信息流
當CNC系統運行零件加工程序執行到M代碼指令時,CNC系統把M指令以其對應的二進代碼形式存儲在PMC的M代碼存儲器中,經過延遲固定時間后,再向PMC發出M選通信號MF的F指令。當PMC接收到CNC系統向其發出的M選通信號MF的F指令后,會根據M代碼存儲器中的二進代碼內容設置對應的M指令譯碼成功,并向機床輸出控制信號,使機床相應的強電控制線路動作,實現機床電器元件得電或失電,完成執行機構的動作。在M指令執行結束后,PMC將執行一致性檢測指令,檢測所有M指令是否都滿足執行結束條件。當所有M指令都滿足結束條件和M指令選通指令有效時,PMC向CNC系統發出結束FIN信號G指令。在接收到PMC發出的G指令后,CNC系統延遲固定時間后先切斷M指令選通信號,然后切斷FIN信號,再切斷M代碼輸出信號,M指令執行完畢[3]。
2.2 氣動系統執行過程分析
安全防護門開關的執行機構是雙作用氣缸,利用氣缸活塞桿的伸縮動作可以實現防護門的開關。如圖2所示,當壓縮空氣從氣缸前氣孔進氣、從后氣孔出氣時,氣缸活塞桿右移,防護門打開,反之,氣缸活塞左移,防護門關閉。

圖2 雙作用氣缸工作原理
控制壓縮空氣流向的主要依靠氣動電磁換向閥。如圖3所示,是二位五通電磁換向閥的工作原理圖,當換向閥的線圈處于不通電的斷電狀態時,在彈簧彈力的作用下,先導閥右移封閉孔2與孔3的通道,使孔1與孔2連通進氣、孔4與孔5出氣。而當換向閥的線圈處于通電狀態時,靜鐵芯產生電磁力使先導閥左移,封閉孔4與孔5的通道,使孔1與孔4連通進氣、孔2與孔3連通出氣。電磁換向閥的孔2、孔4通過氣管分別與氣缸的前后孔相連,孔1通過氣管與氣源相連,孔3、孔5可直接向外排氣。由此可見,通過控制二位五通電磁換向的線圈的得失電,可以控制壓縮空氣的流向,使氣缸活塞實現伸縮動作而達到防護門開關門的目的。

圖3 二位五通電磁換向閥工作原理
3 安全防護門自動開關PMC程序設計
根據總體方案設計要求,結合數控機床M指令執行過程的分析,開展安全防護門自動開關的PMC程序設計,表1是自定義PMC執行動作控制I/O信號地址表,表中自定義的地址不能與PMC內設地址重復,避免出現沖突。

表1 自定義PMC執行動作控制I/O信號地址表
依據CNC系統M指令的執行過程和氣動系統運行過程分析,結合自定義的PMC程序執行動作控制I/O地址表,設計出數控機床在自動運行方式下的安全防護門自動開關PMC控制程序,如圖4所示。
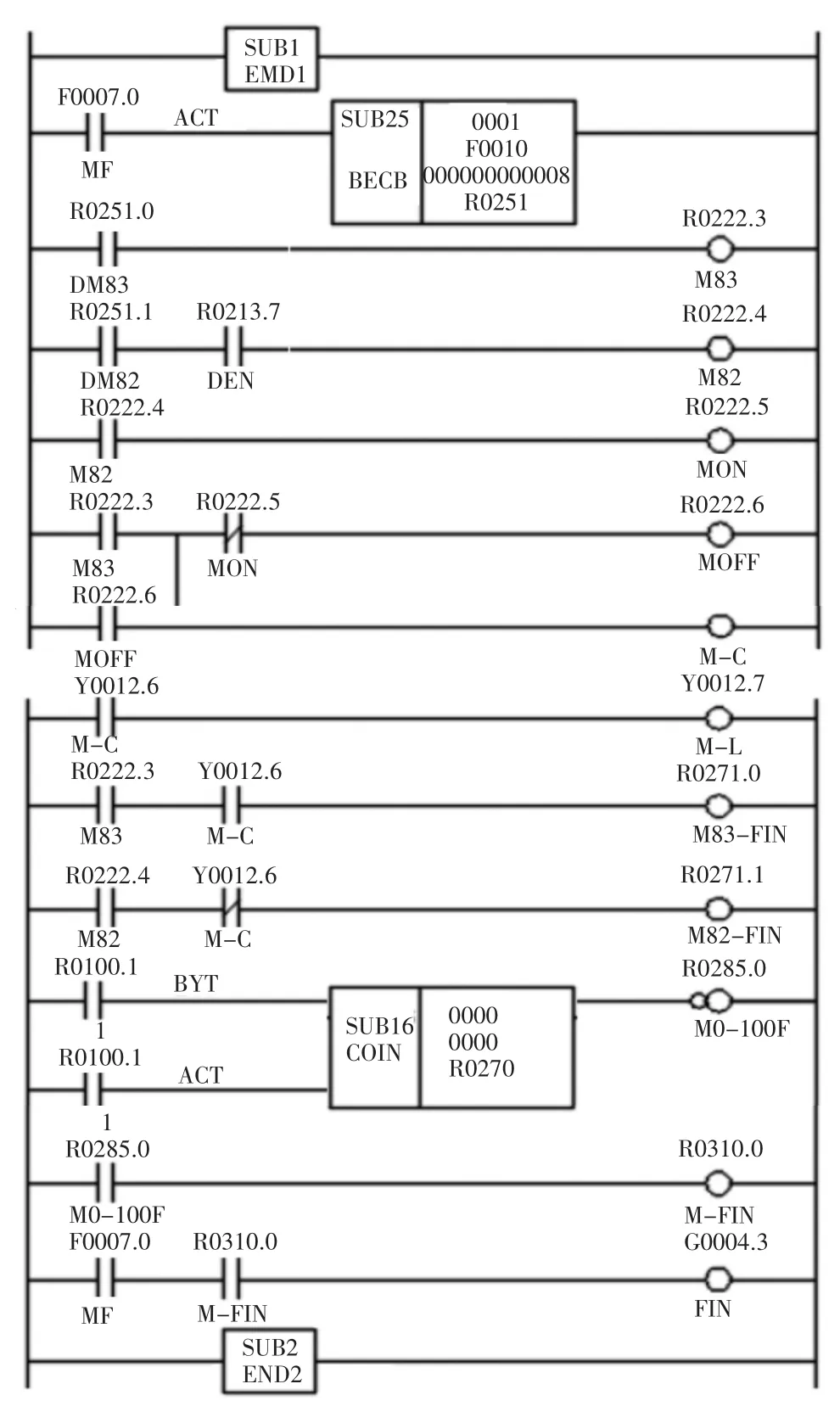
圖4 安全防護門自動開關PMC控制程序
當CNC系統執行零件加工程序遇到輔助功能M83(關門)指令時,先把M83指令以與其對應的二進代碼形式存儲到PMC的M代碼寄存器F10中,并經過延遲固定時間后以F指令的形式向PMC發出M指令選通信號MF。當PMC接到M指令選通信號MF的F指令時,會執行二進譯碼指令DECB,此時F10的內容為二進制M83代碼,將使M83譯碼信號DM83置為1,M83信號R0222.3輸出有效即為1[3]。
當M83信號R0222.3輸出有效,同時M82信號R0222.4輸出無效時,安全防護門關閉信號MOFF有效并自鎖,這時PMC向機床輸出控制信號M-C使中間繼電器KA和接觸器KM上電,電磁換向閥動作使安全防護門關閉,同時安全防護門指示燈M-L輸出有效即亮[3]。
當正執行M83信號(R0222.3)為1,M-C也為1時,M83-FIN信號輸出有效即為1,滿足安全防護門關閉M83執行結束條件。這時PMC會執行一致性檢測指令COIN,R0270的二進制代碼值與COIN設置值作比較,結果不一致,這樣M0~M100任一指令都滿足這些結束條件,M0~M100F 信號(R0285.0)將為 1,M 指令執行結束條件滿足,信號M-FIN輸出有效。當MFIN信號為1,同時MF信號也為1時,PMC向CNC發出FIN信號(G4.3)。當CNC接收到FIN指令時,延時固定時間后先切斷MF信號,再切斷FIN信號,然后切斷M83代碼輸出信號,M83指令執行完畢[3]。
當CNC執行數控加工程序遇到M82(開門)指令時,M82(開門)指令的執行過程與M83(關門)指令的執行過程相同。
4 安全防護門自動開關氣動系統設計
安全防護門開啟和關閉采用一標準氣缸執行,將氣缸用螺栓固定于數控機床的固定防護罩上,氣缸活塞與防護門用螺栓聯接。如圖5所示為安全防護門自動開關的氣路控制原理,氣缸活塞的運動方向通過一個兩位五通電磁換向閥控制氣路流向來實現,而兩位五通電磁換向閥的動作則是由PMC的輸出信號進行控制,即當CNC執行數控加工程序至M83時,PMC向電磁換向閥輸出得電信號,電磁換向閥的線圈得電,靜鐵芯產生電磁力,閥芯動作使1、2導通進氣,4、5導通排氣,氣缸活塞左移,防護門關閉;當CNC執行數控加工程序至M82時,PMC向電磁換向閥輸出失電信號,電磁換向閥的線圈不通電,靜鐵芯的電磁力消除,閥芯復位動作使1、4導通進氣,2、3導通排氣,氣缸活塞右移,防護門開啟。

圖5 安全防護門氣路控制原理
考慮到來自于空氣壓縮機儲氣罐內的空氣的清潔度、安全防護門自動開關的平穩性,以及電磁換向閥和氣缸等氣動系統元件活動部位的潤滑,在二位五通電磁換向閥與氣源之間安裝一個包含空氣濾清器、減壓閥和油霧器在內的氣動三聯件。
5 安全防護門開關PMC程序機床加載和驗證
啟動FANUC LADDER-8.0軟件,進行系統參數、符號注釋、程序等方面的錄入并編譯,然后在“EXPORT對話框”中選擇Memory-card Format File文件類型輸出文件,保存到CF卡上。
把存有PMC程序的CF卡插到數控系統的存儲卡接口上,啟動系統后,設定I/O通道為4,進入PMC維護界面選擇“功能”為“讀取”、“裝置”為“存儲卡”后,選執行系統讀入CF卡PMC程序。當狀態欄顯示“正常結束”時,重新設置“功能”為“寫”、“裝置”為“FLASH ROM”后執行。當再次顯示“正常結束”即加載成功。
將PMC與二位五通電磁換向閥、數控機床操作面板F2指示燈連接好,氣動系統各氣動元件按照圖5要求連接好后,重新啟動系統,在自動方式下運行含有M83、M82的數控加工程序,安全防護門自動開關正常、運行平穩,達到了設計要求。
6 結束語
隨著《中國制造2025》的不斷深入,“機器換人”的逐步實施,中小型機械制造企業對現有經濟型數控機床進行自動化、智能化升級改造,將會對數控機床輔助功能等邏輯開關指令的要求更高,如利用邏輯開關指令建立起數控機床與氣動夾具、數控機床與工業機器人等之間的聯系。通過對經濟型數控機床安全防護門自動開關的研究,設計了PMC程序和氣動系統并實現了防護門的自動開關,系統闡述了PMC程序和氣動系統的構成、設計思路以及控制系統的運行過程。這有助于中小型機械制造企業利用PMC程序和氣動系統實施“機器換人”提供一定的參考。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
