鈦合金渦輪蝸桿安裝座數控加工淺析
2018-10-19 16:09:22黃斌
科學與財富 2018年25期
黃斌

摘要:本文針對某產品鈦合金殼體的結構特點,對數控加工的難點及加工方法進行了分析探討,重點介紹了內孔的數控鏜削加工,并介紹了一種消除重復定位間隙的方法,通過實際加工,本文提供的加工方法能夠滿足設計要求,給以后加工類似零件提供借鑒經驗。
關鍵詞:鈦合金;殼體;定位夾具;數控鏜孔;零點找正
1 引言
鈦合金以其比強度高、機械性能及抗蝕性良好而成為飛機及發動機理想的制造材料,但由于其切削加工性差,長期以來在很大程度上制約了它的應用。隨著加工工藝技術的發展,近年來,鈦合金已廣泛應用于飛機發動機的壓氣機段、發動機罩、排氣裝置等零件的制造以及飛機的大梁隔框等結構框架件的制造。
某產品殼體零件材料為鈦合金TC6,屬難加工材料并且尺寸精度要求高,尤其是殼體內孔的加工尺寸精度和形位精度要求都很高,而內孔又是用于渦輪和蝸桿的安裝,孔尺寸精度和形位精度的好壞直接影響渦輪蝸桿的裝配。
2 殼體結構分析及加工難點
2.1 結構分析
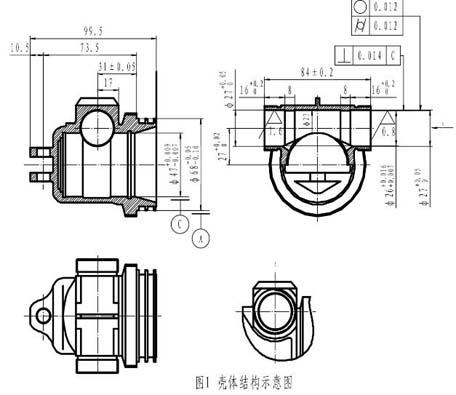
圖1所示為某產品殼體結構示意圖,該殼體結構并不是很復雜,但是零件外形不規則,殼體內部由一大一小的內孔十字相貫,外形由一圓柱和一方形凸臺相交組合而成。加工外形時不能夠一次車成型,還需要數控對外形進行加工。另外,內孔為臺階孔,其中φ26+0.016 +0.007,φ27+0.05 0,φ27組成一組臺階孔。
2.2 加工難點
①材料難加工。材料為鈦合金TC6,切削加工性能差,容易粘刀,加速刀具的損壞。在切削區局部溫度高,因而影響刀具的耐用度。另外,毛坯為棒料,余量較大,給加工增加了很大難度。
②內孔φ26+0.016 +0.007公差帶僅為0.009,空間尺寸27+0.02 0很難控制。
③形位公差要求高,垂直度不大于0.014,圓柱度不大于0.012,圓度不大于0.012。
3 殼體φ26+0.016+0.007內孔的加工
3.1定位夾具設計
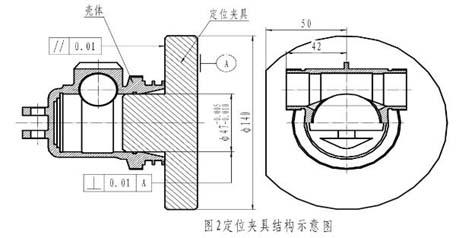
如圖2所示,定位夾具大外圓φ140,定位部位圓柱直徑φ47-0.005 -0.010,在φ140圓柱面上加工一處平面,尺寸為50,大于尺寸42,目的是在裝夾時該平面可以作為靠平基準,并且保證零件小端面與臺虎鉗不干涉。
該定位夾具可以起到定位作用并且在壓緊零件時,虎鉗鉗口不直接夾住零件端面,避免壓傷零件。此外,加工內孔φ26+0.016 +0.007需要兩個圓柱定位夾具其中一件為鋁制件,另一件為鋼制件,鋁制件為粗銑內孔時用,定位間隙允許為0.02。鋼制件為半精鏜、精鏜內孔時用,定位間隙為0.005,盡量減小定位誤差對尺寸精度的影響。
3.2加工方案確定
殼體內孔φ26+0.016 +0.007加工步驟:鉆φ26+0.016 +0.007底孔為φ16→銑至φ25.6→半精鏜至φ25.84→精鏜內孔φ26+0.016 +0.007。
3.3 粗銑孔
3.3.1 銑刀的選擇。查閱相關資料,加工鈦合金應選擇硬質合金刀具,因此粗銑孔采用的銑刀為φ10×22的三齒合金銑刀。
3.3.2 裝夾方法
切削鈦合金時吃刀抗力較大,故工藝系統需保證有足夠的剛度。由于鈦合金易變形,所以切削夾緊力不能大,必要時可使用一定的輔助支承。粗銑孔時采用兩次裝夾掉頭加工孔。主要是銑刀的長度不夠制約,刀具越長剛性不夠,切削效果不理想。如圖3所示,第1次裝夾時,首先在機床臺面上固定住精密臺虎鉗,并校準。然后將零件和定位夾具一起裝到臺虎鉗上找到合適的裝夾位置,然后安裝輔助定位支承,并校準。裝夾零件時,將零件方形凸臺的上平面貼住輔助支承平面,留出一定的位置作為校正零件用。
3.3.3 粗銑內孔。切削鈦合金一般采用較低的切削速度、適中的進給量和較大的切削深度。切削速度宜低,以免切削溫度過高;進給量適中,過大易燒刀,過小則因刀刃在加工硬化層中工作而磨損過快;切削深度可較大,使刀尖在硬化層以下工作,有利于提高刀具耐用度。切削參數給定為:主軸轉速S=300r/min,進給量F=20mm/min,切削深度10mm。
粗銑內孔至φ25.6的同時,將φ27+0.05 0內孔粗銑至φ26.5,并將端面銑平,保證尺寸84±0.2要求。然后用數控車床將內孔φ27加工至尺寸,這樣做的目的是在進入半精鏜和精鏜時減少鏜孔的切削面積,能有效的保證內孔φ26+0.016+0.007尺寸精度和形位公差。
3.4 半精鏜、精鏜孔
3.4.1 鏜刀的選擇。鏜刀選擇半精鏜刀、精鏜刀兩種。鏜刀采用進口的501白鋼刀磨制而成。合理的鏜刀片幾何角度對鏜孔切削力的大小、工件表面質量都是至關重要的。我們知道,刀具的主要幾何角度對切削力的影響是很大的。刀具前角大小,決定了刀具的鋒利程度。前角大,摩擦力減小,切削阻力小。若前角過大,會使刀具的楔角減小,刀具強度減弱,具散熱條件差,切削阻力大,刀磨損加快。而在鏜孔加工中,前角取10°~15°較合適。粗鏜時取較小前角10°,精鏜時取較大前角15°。鈦合金已加工表面彈性恢復大、冷硬現象嚴重,采用大后角可減小對后刀面造成的摩擦、粘附、粘結、撕裂等現象,以減小后刀面的磨損。各種切削鈦合金刀具的后角基本上都大于等于15°。后角取15°~20°較合適。粗鏜時取較小后角15°,精鏜時取較大前角20°。
3.4.2 裝夾方法
鏜孔裝夾方法和粗銑孔裝夾方法一致,但只進行一次裝夾,利用鏜刀將兩端內孔φ26+0.016 +0.007一次鏜到位。見圖4。
定位可靠性分析:定位夾具與孔配合間隙0.005,精密臺虎鉗精度高0.005,裝夾時夾緊力方向為Y方向,并用輔助支承靠住零件工藝基準面,裝夾可靠,零件定位精度高。
3.4.3 找正零件坐標零點。
1)首先明確坐標零點位置,如圖5所示,零件坐標零點設置在φ26+0.016+0.007孔中心位置處,Z0設置在凸臺平面上。
2)如圖5所示,校直B工藝基準面。在找正坐標零點之前首先校直B面,保證兩孔軸線互相垂直。
3)如圖5所示,設置X0,常規做法是校正φ68-0.05-0.10外圓圖示位置1和位置2處找到零件中心,然后向凸臺位置移動27.01(注:僅移動X軸),然后清零,完成X0設置。但由于數控機床本身存在一定的軸向間隙,造成重復定位誤差,在找正X0過程中,會造成零點設置誤差。采用以下方法消除軸向間隙帶來的不利影響:當百分表位于圖示位置1時,找正零件φ68-0.05-0.10外圓,當主軸向位置2移動時,主軸應超出位置2多移動一段距離直到位置3,然后再返回位置2找正φ68-0.05-0.10外圓,確定零件中心,然后再向凸臺位置移動27.01mm(注:僅移動X軸),然后清零,X0就設置完成。在找正過程中有一點特別重要,那就是必須先找正位置1,不允許先找正位置2。這樣可以消除是X軸變向時產生一定的定位誤差。通過運用該方法,尺寸27+0.02 0得到有效的控制。
4)如圖5所示,按照消除軸向間隙的方法,首先將Y軸移到位置4,然后再返回到找正端面A,最后將Y軸向負方向移動31mm,數據清零,Y0設置完成。
5)如圖5所示,找正尺寸84±0.2端面,數據清零,設置Z0。
3.4.4 裝夾、找正好零件后,對孔進行加工,首先,進行半精鏜,切削參數的選擇:主軸轉速100r/min,進給量15mm,切削深度0.12mm。加工至尺寸φ25.84,并利用內徑千分尺測量內孔尺寸,根據實測值進行適當的調整達到理想狀態。其次,進行精鏜φ26+0.016 +0.007。切削參數與半精鏜一致,只需要將半精鏜刀換成精鏜刀即可。
4 結束語
通過以上的加工方法對11件殼體零件內孔φ26+0.016 +0.007進行加工,加工后通過三坐標檢測,各項參數均滿足圖紙要求,解決了加工中的難點,為后續加工生產打下堅實的基礎。
參考文獻:
[1]《機械設計師手冊》,《機械設計師手冊》編寫組,機械工業出版社。
[2]《機械加工工藝手冊》孟少農 主編,1998年3月出版,機械工業出版社。
[3]《夾具工程師手冊》 劉文劍,曹天河,趙維緩編,1987年,黑龍江科學技術出版社。
[4]《高強度鋼高溫合金和鈦合金的切削加工》,郭東仁譯著,機械工業出版社。